- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
ПКБ ЦВ ОАО «РЖД» 4 страница
|
|
|
|
|
| 1880. 01200. 00095 | ||||||
|
|
|
1880. 25200. 00111 | |||||||||
|
|
|
|
| ||||||||
|
Схема расстановки оборудования приведена на рисунке 2. Номера позиций оборудования заимствованы из рисунка 1.
1 - Кассета для транспортировки корпусов автосцепок; 31 - Стенд осмотра, разборки и дефектоскопирования автосцепки;
Рисунок 2
7. 2. 2 Снятые с вагона детали и узлы автосцепного устройства транспортируют на электрокарах на участок наружной очистки КПА. Кран-балкой автосцепки снимают с электрокары и далее на передвижных кассетах поз. 1 доставляют к моющей установке поз. 33. Загрузка автосцепок в моечную машину осуществляется в соответствии с правилами эксплуатации применяемой моечной машины.
7. 2. 3 После обмывки автосцепки передаются для сушки на накопительную позицию (поз. 32). | |||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
|
|
| ||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
| Дубл. | Взам. | Подл. | |||||||||
| ТИ |
| ||||||||||

ГОСТ 3. 11. 05-84 Форма 5а
|
|
|
|
|
| 1880. 01200. 00095 | |||||||||||||||
|
|
|
1880. 25200. 00111 | ||||||||||||||||||
|
|
|
|
| |||||||||||||||||
|
7. 3 Участок для разборки и дефектоскопирования.
7. 3. 1 Перечень необходимой технологической оснастки и приспособлений участка приведен в таблице 4.
7. 3. 2 Автосцепки с накопительной позиции кран-балкой устанавливают на стенд поз. 30, где их разбирают. Корпус и детали механизма осматривают и проверяют шаблонами, указанными в Приложении Д.
Таблица 4
7. 3. 3 Корпуса автосцепок, не требующие ремонта, на стенде (поз. 30) проверяют дефектоскопами и при отсутствии трещин устанавливают на стенд участка сборки автосцепки. Корпуса автосцепок, требующие ремонта, кран-балкой передают на участок сварочных работ или на участок правки после проверки дефектоскопами. Проверку дефектоскопами производят также после проведения правильных работ.
7. 3. 4 Детали механизма сцепления, требующие наплавочных работ, поступают на участок сварочных работ. При необходимости их правки - на участок правильных работ. Детали с дефектами, указанными в Приложении Ж, ремонту не подлежат и сдаются в металлолом.
| ||||||||||||||||||||
|
| ||||||||||||||||||||
|
| ||||||||||||||||||||
|
| ||||||||||||||||||||
|
|
| |||||||||||||||||||
|
| ||||||||||||||||||||
|
| ||||||||||||||||||||
|
| ||||||||||||||||||||
|
| ||||||||||||||||||||
|
| ||||||||||||||||||||
|
| ||||||||||||||||||||
|
| ||||||||||||||||||||
|
| ||||||||||||||||||||
| Дубл. | Взам. | Подл. | ||||||||||||||||||
| ТИ |
| |||||||||||||||||||
ГОСТ 3. 11. 05-84 Форма 5а
|
|
|
|
|
| 1880. 01200. 00095 | |||||||||||||||||||||||||||||
|
|
|
1880. 25200. 00111 | ||||||||||||||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||||||||||||
|
7. 4 Участок сварочных и наплавочных работ.
7. 4. 1 Участок должен быть оборудован приспособлениями и технологической оснасткой согласно таблице 5. План расстановки оборудования показан на рисунке 3. Номера позиций оборудования заимствованы из рисунка 1.
Таблица 5.
| ||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||
|
|
| |||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||
| Дубл. | Взам. | Подл. | ||||||||||||||||||||||||||||||||
| ТИ |
| |||||||||||||||||||||||||||||||||
ГОСТ 3. 11. 05-84 Форма 5а
|
|
|
|
|
| 1880. 01200. 00095 | ||||||
|
|
|
1880. 25200. 00111 | |||||||||
|
|
|
|
| ||||||||
|
13 - Приспособление для установки и приварки полочки в корпусе автосцепки;
Рисунок 3
7. 4. 2 На сварочном столе (поз 14) и на приспособлении (поз. 15) производят наплавочные работы на деталях автосцепного устройства. На стенде поз. 19 производится заварка трещин и наплавочные работы на корпусе автосцепки, наплавочные работы на тяговых хомутах.
| |||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
|
|
| ||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
| Дубл. | Взам. | Подл. | |||||||||
| ТИ |
| ||||||||||

ГОСТ 3. 11. 05-84 Форма 5а
|
|
|
|
|
| 1880. 01200. 00095 | ||||||
|
|
|
1880. 25200. 00111 | |||||||||
|
|
|
|
| ||||||||
|
После выполнения сварочных работ корпуса автосцепок и тяговые хомуты передаются на участок механической обработки по рольгангу поз. 29, и по рольгангу поз. 8, показанном на рисунке 1.
7. 4. 3 Износостойкая наплавка поверхностей корпуса автосцепки и их обработка выполняется на установке «УНА-2» поз. 20.
7. 4. 4 При ремонте поверхностей контура зацепления корпуса сварочные швы разрешается накладывать не ближе 15 мм к местам закруглений. Твердость наплавляемого металла ударно-тяговых поверхностей для грузовых вагонов и локомотивов должна быть не менее 250 НВ, а для рефрижераторных и пассажирских вагонов и вагонов электропоездов - не менее 450 НВ. Замыкающая часть замка автосцепок для пассажирских вагонов после наплавки должна иметь твердость не менее 450 НВ, а для грузовых вагонов - не менее 250 НВ.
7. 4. 5 По специальному разрешению ЦВ ОАО «РЖД» разрешается производить ремонт перемычки хвостовика на Установке электрошлаковой заварки перемычки хвостовика Т682. 00. 00. 000.
| |||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
|
|
| ||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
| Дубл. | Взам. | Подл. | |||||||||
| ТИ |
| ||||||||||
ГОСТ 3. 11. 05-84 Форма 5а
|
|
|
|
|
| 1880. 01200. 00095 | |||||||||||||||||||||||||||||||||
|
|
|
1880. 25200. 00111 | ||||||||||||||||||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||||||||||||||||
|
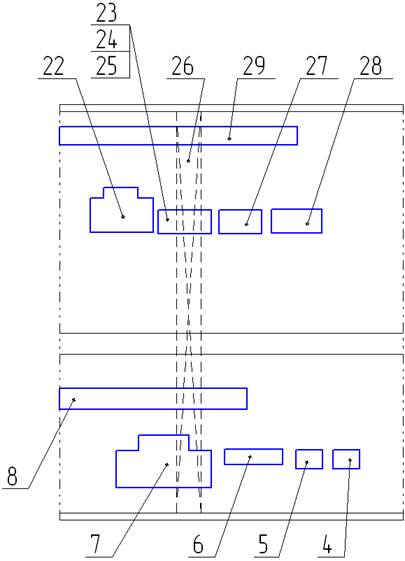
7. 5 Участок механической обработки.
7. 5. 1 Перечень необходимого оборудования и приспособлений на участке приведен в таблице 6. Схема размещения оборудования показана на рисунке 4.
Таблица 6.
| ||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||
|
|
| |||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||
| Дубл. | Взам. | Подл. | ||||||||||||||||||||||||||||||||||||
| ТИ |
| |||||||||||||||||||||||||||||||||||||
ГОСТ 3. 11. 05-84 Форма 5а
|
|
|
|
|
| 1880. 01200. 00095 | ||||||
|
|
|
1880. 25200. 00111 | |||||||||
|
|
|
|
| ||||||||
|
7. 5. 2 Шип для навешивания замкодержателя, отверстие для валика подъемника и перемычку хвостовика корпуса автосцепки после наплавки обрабатывают с помощью приспособлений (поз. 23, 24, 25), указанных в таблице 6. Детали механизма сцепления обрабатываются на фрезерном (поз. 5, 22) и поперечно-строгальном (поз. 7) станках с помощью специальных приспособлений. На этих же станках предусмотрена и обработка наплавленных поверхностей других деталей автосцепного устройства, в том числе поверхностей корпуса автосцепки. После обработки детали проверяют шаблонами (Приложение Д). Для обработки деталей после наплавки используют также точильно-шлифовальный станок (поз. 28), сверлильный станок (поз. 27).
| |||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
|
|
| ||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
| Дубл. | Взам. | Подл. | |||||||||
| ТИ |
| ||||||||||
ГОСТ 3. 11. 05-84 Форма 5а
|
|
|
|
|
| 1880. 01200. 00095 | ||||||
|
|
|
1880. 25200. 00111 | |||||||||
|
|
|
|
| ||||||||
|
4 - Приспособление к фрезерному и строгальному станкам для обработки корпуса автосцепки; 5 - Универсальный фрезерный станок; 6 - Приспособление обработки торца хвостовика; 7 - Поперечно-строгальный станок; 8, 29 - Рольганги;
Рисунок 5. 4 | |||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
|
|
| ||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
| Дубл. | Взам. | Подл. | |||||||||
| ТИ |
| ||||||||||
ГОСТ 3. 11. 05-84 Форма 5а
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|