ПКБ ЦВ ОАО «РЖД» 10 страница
|
|
|
|
|
| 1880. 01200. 00095
|
| | |
|
|
1880. 25200. 00111
| | |
|
|
|
| | |
| Наименование деталей
| Дефект
| | Замок
| Трещины или излом перемычки
| | Замкодержатель
| Наличие более одной трещины независимо от ее размера и места расположения
| | Предохранитель
| Трещина или излом
| | Валик замка со вставкой автосцепки СА-ЗМ
| Диаметр валика менее 15, 5 мм
Трещина независимо от ее длины и места расположения
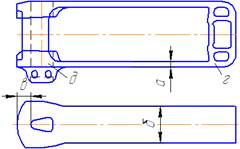
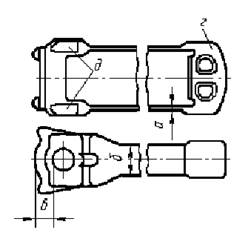
| Тяговые хомуты автосцепок
СА-3 (а), СА-ЗМ (б)
а)
 б)
б)
 Клин тягового хомута автосцепки СА-3
Клин тягового хомута автосцепки СА-3
|
Толщина «а» тяговой полосы в изношенном месте для автосцепки СА-3 менее 20 мм, для СА-ЗМ -менее 22 мм.
Ширина «б» тяговой полосы в изношенном месте для автосцепки СА-3 менее 95 мм для хомутов с шириной тяговой полосы 120 мм и менее 130 мм с шириной 160 мм, для СА-ЗМ - менее 115 мм.
Толщина «в» изношенной перемычке для автосцепок СА-3 и СА-ЗМ менее 45 мм.
Трещина «г» в задней опорной части, выходящая на тяговую полосу.
Трещина «д» в углу соединительной планки, выходящая на тяговую полосу.
Трещина в верхней или нижней тяговой полосе независимо от ее длины и места расположения.
Трещина независимо от ее длины и места расположения у тяговых хомутов, прорабо- тавших более 20 лет.
Тяговые хомуты, изготовленные до 1970 г.
Трещина независимо от ее длины и места расположения.
Ширина в любом месте менее 88 мм.
Толщина в любом месте менее 28 мм (толщина в месте облегчения не контролируется)
Изгиб более 3 мм
|
| | | |
|
|
|
| | |
|
|
|
| | |
|
|
|
| | | |
|
|
| | | |
|
| | | |
|
| | | |
|
| | | |
|
| | | |
| | | |
|
|
| | | |
|
|
| | | |
|
|
| | | | Дубл.
| Взам.
| Подл.
| | | ТИ
|
|
| | | | | | | | | | | | | | | |
ГОСТ 3. 11. 05-84 Форма 5а
|
|
|
|
|
| 1880. 01200. 00095
|
| | |
|
|
1880. 25200. 00111
| | |
|
|
|
| | |
| Наименование деталей
| Дефект
| | Болт, поддерживающий клин тягового хомута
| Износ по диаметру более 2 мм.
Трещина независимо от ее длины и места расположения
| | Валик тягового хомута автосцепки СА-ЗМ
| Трещина независимо от ее длины и места расположения.
Изгиб более 2 мм.
Диаметр менее 87 мм
| | Вкладыш тягового хомута автосцепки СА-ЗМ
| Трещина независимо от ее длины и места расположения
| | Планка, поддерживающая валик тя- гового хомута автосцепки СА-3М
| То же
| | Упорная плита автосцепки СА-ЗМ
| Толщина в средней части менее 43 мм.
Трещина независимо от ее длины и места расположения
| | Упорная плита автосцепки СА-3
| Трещина независимо от ее длины и места расположения
| | Балочка центрирующего прибора
| Трещина независимо от места расположения, если после ее вырубки рабочее сечение уменьшается более чем на 25%.
Износ более 10 мм
| | Маятниковая подвеска центрирующего прибора
| Трещина независимо от ее длины и места расположения.
Высота головки менее 18 мм.
| | Поддерживающая плита подпружиненного центрирующего прибора
| Трещина независимо от ее длины, после вырубки которой рабочее сечение уменьшается более чем на 25%
| | Пружина подпружиненного центрирующего прибора
| Излом оттянутого конца более чем на 1/3 длины окружности витка
Высота в свободном состоянии менее 238 мм при диаметре прутка 14 мм
Высота в свободном состоянии менее 218 мм при диаметре прутка 12 мм
| | Фиксирующий кронштейн расцепного привода
| Наличие более одной трещины (заваренной или не заваренной)
| | Кронштейн расцепного привода
| Наличие более одной трещины (заваренной или не заваренной)
| | Паровозная розетка
| Трещина независимо от ее длины и места расположения
| | Валик паровозной розетки
| То же
| | Болт крепления паровозной розетки
| Диаметр менее 50 мм; трещины
|
| | | |
|
|
|
| | |
|
|
|
| | |
|
|
|
| | | |
|
|
| | | |
|
| | | |
|
| | | |
|
| | | |
|
| | | |
| | | |
|
|
| | | |
|
|
| | | |
|
|
| | | | Дубл.
| Взам.
| Подл.
| | | ТИ
|
|
| | | | | | | | | | | | | | |
ГОСТ 3. 11. 05-84 Форма 5а
|
|
|
|
|
| 1880. 01200. 00095
|
| | |
|
|
1880. 25200. 00111
| | |
|
|
|
| | |
| Наименование деталей
| Дефект
| | Пружина центрирующего устройства паровозной розетки
| Излом оттянутого конца более чем на 1/3 длины окружности витка.
Высота в свободном состоянии менее 235 мм
| | Пружины поглощающих аппаратов
| Высота пружины менее:
| | Ш-1-ТМ
| наружной 390мм, внутренней 362 мм
| | Ш-2-Т
| наружной 353мм, внутренней 375 мм
| | Ш-2-В
| наружной 395мм, внутренней 360 мм
| | ПМК-11ОК-23
| наружной 355мм, внутренней 375 мм
| | Ш-6-ТО-4У-120
| наружной 598 мм, внутренней 306 мм
| | ЦНИИ-Н6
| внутренней 360 мм, большой в горловине и основании 210 мм, внутренней во фрикционной части и большой угловой 188 мм, малой угловой (нижней) 86 мм
| |
|
Излом рабочего витка, излом оттянутого конца более чем на 1/3 длины окружности витка в любой пружине
| | Поглощающий аппарат Ш-6-ТО-4У-120
| Толщина стенки горловины менее 14 мм.
Трещины в горловине и хомутовой части аппарата.
Трещины в зоне отверстий суммарной длиной более 120 мм
| | Поглощающие аппараты Ш-1-ТМ, Ш-2-Т, Ш-2-В
|
| | корпус аппарата
| Трещины в горловине корпуса.
Толщина стенки горловины менее 14 мм.
| | фрикционный клин
| Толщина стенки менее 17 мм для аппарата Ш-1-ТМ и менее 32 мм для аппаратов Ш‑ 2-Т, Ш-2-В
| | нажимной конус
| Износ опорной наклонной поверхности более допускаемого при проверке шаблоном 611, 611-1
| |
|
| | Поглощающие аппараты ПМК-110-К-23, ПМКП-110
| Трещины в горловине корпуса.
Толщина стенки горловины менее 12 мм.
Трещины в основании корпуса суммарной длиной более 120 мм
| | Поглощающие аппараты ПМКП-110, 73ZWу, 73ZWу2, АПЭ-95-УВЗ:
упругий полимерный элемент
|
Сквозная трещина, разрыв
|
| | | |
|
|
|
| | |
|
|
|
| | |
|
|
|
| | | |
|
|
| | | |
|
| | | |
|
| | | |
|
| | | |
|
| | | |
| | | |
|
|
| | | |
|
|
| | | |
|
|
| | | | Дубл.
| Взам.
| Подл.
| | | ТИ
|
|
| | | | | | | | | | | | | | | |
ГОСТ 3. 11. 05-84 Форма 5а
|
|
|
|
|
| 1880. 01200. 00095
|
| | |
|
|
1880. 25200. 00111
| | |
|
|
|
| | |
| Наименование деталей
| Дефект
| | Поглощающий аппарат ЦНИИ-Н6:
горловина корпуса аппарата
|
Трещины
Толщина стенки горловины менее 16 мм.
| | фрикционный клин
| Толщина стенки по краям менее 17 мм
| | нажимной конус
| Износ рабочей поверхности более 3 мм, определяемый при проверке шаблоном 611.
| | Поглощающий аппарат Р-2П:
корпус аппарата
направляющая плита
нажимная плита
резинометаллический элемент
|
Трещины или излом независимо от величины и места расположения
То же
То же
Отслоение резины от краев арматуры на глубину более 50 мм в любом месте.
| | Поглощающий аппарат Р-5П: корпус-хомут
упорная плита резинометаллический элемент
|
Трещина тяговой полосы или трещина в
в соединительных планках и задней опорной части, выходящая на тяговую полосу.
Трещина в любой части.
Отслоение резины от краев арматуры на глубину более 50 мм в любом месте
|
Примечание: Ремонт деталей автосцепного устройства с трещинами и другими дефектами, превышающими указанные в Приложении Ж, а также с нерегламентированными дефектами может быть допущен только по специальному разрешению Департамента вагонного хозяйства ОАО «РЖД».
| | | |
|
|
|
| | |
|
|
|
| | |
|
|
|
| | | |
|
|
| | | |
|
| | | |
|
| | | |
|
| | | |
|
| | | |
| | | |
|
|
| | | |
|
|
| | | |
|
|
| | | | Дубл.
| Взам.
| Подл.
| | | ТИ
|
|
| | | | | | | | | | | | | | |
ГОСТ 3. 11. 05-84 Форма 5а
|
|
|
|
|
| 1880. 01200. 00095
|
| | |
|
|
1880. 25200. 00111
| | |
|
|
|
| | |
ПРИЛОЖЕНИЕ З
(обязательное)
ПЕРЕЧЕНЬ ОБОРУДОВАНИЯ И
РЕКОМЕНДУЕМОЙ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ КПА И ОТДЕЛЕНИЙ АВТОСЦЕПКИ
| № поз
|
Наименование
| № проекта конструкторской
документации или тип рекомендуемого оборудования
| |
| Кран-балка для обслуживания всех участков, грузоподъемностью не менее 500 кг
|
|
1 Участок очистки, дефектоскопирования и разборки.
|
№ поз.
| Наименование
| № проекта конструкторской документации или тип
рекомендуемого оборудования
| |
| Кассета для транспортировки автосцепок
| Т275. 02
| |
| Проходная моечная машина для мойки автосцепок в сборе с последующей сушкой
или
Машина для мойки корпуса автосцепки
| Моечная машина типа МА-001 ООО «САН РЭЙН»
или
МКА65 ИРТранс
| |
| Стенд осмотра и дефектоскопирования
автосцепки СА-3 и тягового хомута
| Т1119. 00. 00. 000
| |
| Стенд-стеллаж деталей и шаблонов
| Т1206. 02. 000
| |
| Рольганг
| Т276. 09
| |
| Средства магнитопорошкового контроля
| Согласно таблице А. 8 РД 32. 159-2000 с изменениями №1 от 27. 07. 2005г. ,
№2 от 30. 01. 2007г.
| | |
| Средства феррозондового контроля
| Согласно таблице А. 4 РД 32. 149-2000 с изменением №1 от 13. 04. 2004г.
| | |
| Средства вихретокового контроля
| Согласно таблице А. 5 РД 32. 150-2000 с изменениями №1 от 02. 04. 2004г. ,
№2 от 27. 07. 2005г
| |
Примечание: Номера позиций согласно рисунку 1 настоящей инструкции.
| | | |
|
|
|
| | |
|
|
|
| | |
|
|
|
| | | |
|
|
| | | |
|
| | | |
|
| | | |
|
| | | |
|
| | | |
| | | |
|
|
| | | |
|
|
| | | |
|
|
| | | | Дубл.
| Взам.
| Подл.
| | | ТИ
|
|
| | | | | | | | | | | | | | |
ГОСТ 3. 11. 05-84 Форма 5а
|
|
|
|
|
| 1880. 01200. 00095
|
| | |
|
|
1880. 25200. 00111
| | |
|
|
|
| | |
2 Участок сварочных и наплавочных работ.
|
№ поз.
| Наименование
| № проекта конструкторской документации или тип
рекомендуемого оборудования
| |
| Рольганг
| Т276. 09
| |
| Стенд для сварочных работ на корпусе
автосцепки
| Т54. 00. 000
| |
| Установка для наплавки и обработки автосцепок УНА-2
| 6230В (ПКБ ЦНИИ)
| |
| Приспособление установки и приварки полочки в корпусе автосцепки
| Т593. 00. 000
| |
| Приспособление для правки полочки корпуса автосцепки
| ВТ 434-58
| |
| Полуавтомат сварочный,
Сварочный выпрямитель
| ПДГ 508М,
КИГ 601
| |
| Шкаф электросушильный
| СНОЛ-3, 5. 5. 3, 5/5-Н1
| |
| Сварочный выпрямитель
| ВД-506 или ВДУ-506
| |
| Стол сварщика
| СС-1200/SP
| |
| Приспособление для закрепления деталей автосцепки при их наплавке
| РП34. 00. С00
| |
| Фильтровентиляционный агрегат
| НМСФ
| |
| Сварочный агрегат
| Migatronic KMX 550
| |
| Газосварочный аппарат
| ГВН-1, 25
|
3 Участок правки
| № поз.
| Наименование
| № проекта конструкторской документации
| |
| Электропечь для нагрева хвостовика корпуса автосцепки
| Т893. 00. 000
| |
| Пресс правки хвостовика
| Т1238. 04. 00. 000
| |
| Пресс правки деталей
| Т1238. 03. 00. 000
| |
| Штамп для изготовления полочки корпуса автосцепки
| ВТ 434. 58
| |
| Штамп для правки предохранителя
| ВТ 434. 58
| |
| Штамп для правки замкодержателя
| К 664. 00. 000
| |
| Манипулятор для транспортировки нагретых корпусов
| Т626. 000 или
Т633. 000
|
| | | |
|
|
|
| | |
|
|
|
| | |
|
|
|
| | | |
|
|
| | | |
|
| | | |
|
| | | |
|
| | | |
|
| | | |
| | | |
|
|
| | | |
|
|
| | | |
|
|
| | | | Дубл.
| Взам.
| Подл.
| | | ТИ
|
|
| | | | | | | | | | | | | | |
ГОСТ 3. 11. 05-84 Форма 5а
|
|
|
|
|
| 1880. 01200. 00095
|
| | |
|
|
1880. 25200. 00111
| | |
|
|
|
| | |
4 Участок механической обработки
| № поз.
| Наименование
| № проект конструкторской документации или тип рекомендуемого оборудования
| |
| Станок горизонтально-фрезерный
(допускается замена на строгальный)
| Модель 6П10 или 6Н11
| |
| Универсальный фрезерный станок
| Модель СФС
| |
| Станок точильно-шлифовальный
| Модель ТШ-3
| |
| Сверлильный станок
| Модель 2А-125
| |
| Поперечно-строгальный станок
| 7Е36
| |
| Приспособление к фрезерному и строгальному станкам для обработки корпусо автосцепки
| Т594. 000 или Т1206. 08. 00. 000
| |
| Приспособление обработки отверстия в автосцепке под валик подъемника
| Т421. 00
| |
| Приспособление фрезеровки шипа автосцепки
| Т98. 00. 00. 000
| |
| Приспособление обработки торца хвостовика автосцепки
| Т919. 02. 00. 000
| |
| Приспособление для обработки перемычки хвостовика автосцепки
| Т413. 00
| |
| Приспособление обработки замыкающей поверхности замка автосцепки
| Т591. 00. 000 или Т1206. 09. 00. 000
| |
| Приспособление для обработки овального отверстия замка
| К 264. 00
| |
| Прижим пневматический для закрепления замка автосцепки СА-3
| Т714. 03. 000
| |
| Приспособление для обработки предохранителя
| ВТ 434. 58
| |
| Приспособление для изготовления соединительного звена расцепного привода
| ВТ 434. 58
| |
| Приспособление для обточки валика подъемника автосцепки
| Т50-00сб
|
| | | |
|
|
|
| | |
|
|
|
| | |
|
|
|
| | | |
|
|
| | | |
|
| | | |
|
| | | |
|
| | | |
|
| | | |
| | | |
|
|
| | | |
|
|
| | | |
|
|
| | | | Дубл.
| Взам.
| Подл.
| | | ТИ
|
|
| | | | | | | | | | | | | | |
ГОСТ 3. 11. 05-84 Форма 5а
|