- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Дәріс. БП дайындамасын алу тәсілдері
№8 Дәріс. БП дайындамасын алу тәсілдері
Дайындама алудың негізгі тәсілдері:
1) роликті қайшылармен
2) дискті арамен
3) гильотинді қайшымен
4) штамповкілеумен.
Роликті қайшылармен дайындама алғанда жұмыс сыйымдылығын бағалау үшін, келесі операциялар орындағанда Топер оперативті уақыт нормасын білу керек (50)
1. Фольгаланған диэлектриктің МЕСТ немесе технологиялық шартта болуын бақылау.
2. Фольгаланған диэлектриктің бетін жолақтарға кесу. Кесу жылдамдығы 10м/мин.
3. Жолақтарға кескенде Топер де шамамен 60-70 пайызды құрайды.
4. Соңғы операция. Дайындама өлшемдерін тексеру.
Дискті ара арқылы БП дайындамасын алу.
Дискті аар арқылы БП дайындамасын алу жұмыс тәртібі, роликті қайшыны қолдану сияқты жүред. 10.2 кестеде Топер оперативті уақыт нормасы үшін келесі жұмыс тәртібі келтірілген:
- материалдың бір бетін алып, оны жақсылап орнату:
- беттің базалық жағын кесіп алу;
8.1-кесте
Материалды роликті қайшылармен жолақтарға кескенде Топер оперативті уақыт нормасы
| № п/п | Беттің өлшемі, мм | Беттің қалыңдығы, мм | Бір рет кесудегі опперативті уақыт нормасы Топер, мин
| |||||||
| Беттен алынатын жолақтар саны | ||||||||||
| 10-нан жоғары | ||||||||||
| 800 х 1000-дейін | 1,5- дейін | 0,142 | 0,136 | 0,116 | 0,112 | 0,102 | 0,097 | 0,088 | 0,082 | |
| 800 х 1000 дейін | 3,0- дейін | 0,177 | 0,146 | 0,124 | 0,116 | 0,105 | 0,101 | 0,090 | 0,084 | |
| 800 х 1000 дейін
| 5,0- дейін
| 0,211 | 0,156 | 0,131 | 0,120 | 0,100 | 0,105 | 0,092 | 0,СГ85 | |
| 10ООх 1500 дейін | 1,5- дейін | 0,186 | 0,169 | 0,162 | 0,139 | 0,130 | 0,126 | 0,123 | 0,100 | |
| 1000 х 1500 дейін | 3,0- дейін | 0,247 | 0,190 | 0,171 | 0,155 | 0,139 | 0,134 | 0,127 | 0,108 | |
8.2- кесте
Шынытекстолитті дискті арамен жолақтарға кескенде Топер оперативті уақыт нормасы
| № п/п | Өлшемі листа, мм | Қалың- ы ғылиста, мм | Бір рет кесудегі опперативті уақыт нормасы Топер, мин мин | ||||||
| дығы | Беттен алынатын жолақтар саны | ||||||||
| жоғары | |||||||||
| 800х 1000 - дейін | 1,5 - дейін | 0,175 | 0,184 | 0,151 | 0,144 | 0,127 | 0,112 | 0,104 | |
| 800х 1000 - дейін | 3,0 - дейін | 0,226 | 0,187 | 0,159 | 0,148 | 0,130 | 0,113 | 0,108 | |
| 800х 1000 - дейін | 5,0 - дейін | 0,277 | 0,201 | 0,168 | 0,153 | 0,133 | 0,115 | 0,107 | |
| 1000х 1500- дейін | 1,5 - дейін | 0,382 | 0,263 | 0,249 | 0,199 | 0,181 | 0,175 | 0,157 | |
| 1000х 1500- дейін | 3,0 дейін | 0,388 | 0,290 | 0,260 | 0,219 | 0,194 | 0,178 | 0,162 | |
| 1000х 1500 - дейін | 5,0 - дейін | 0,469 | 0,317 | 0,270 | 0,239 | 0,208 | 0,182 | 0,166 | |
Гильотинді қайшылар арқылы БП дайындамасын алу.
Гильотинді қайшылар арқылы БП дайындамасын алу жұмыс тәртібі, роликті қайшыны қолдану сияқты жүреді. 8.3 кестеде Топер оперативті уақыт нормасы үшін келесі жұмыс тәртібі келтірілген.
Штамповкамен қатар базалық және технологиялық саңылауларды арқылы БП дайындамасын алу жұмыс сыйымдылығы келесі операциялардың және өтулердің оперативті уақыты арқылы бағаланады:
1. Фольгирленген диэлектриктің МЕСТ не ТУ ға сәйкестігін тексеру.
2. БП дайындамасын кесу сонымен бірге базалық және технологиялық саңылауларды тесе отырып.
8.3- кесте
Стеклотекстолитті гильотинді қайшымен жолақтарға кескенде Топер оперативті уақыт нормасы
| № п/п | Беттің өлшемі, мм | Беттің қалыңдығы, мм | Бір рет кесудегі опперативті уақыт нормасы Топер, мин | ||||||
| Беттен алынатын жолақтар саны | |||||||||
| 10-нан жоғары | |||||||||
| 800 х 1000- дейін | 1,5- дейін | 0,110 | 0,084 | 0,064 | 0,054 | 0,049 | 0,038 | 0,035 | |
| 800 х 1000- дейін | 3,0- дейін | 0,139 | 0,096 | 0,073 | 0,064 | 0,054 | 0,043 | 0,037 | |
| 800 х 1000- дейін | 5,0- дейін | 0,169 | 0,108 | 0,083 | 0,073 | 0,059 | 0,049 | 0,038 | |
| 1000 х 1500- дейін | 1,5- дейін | 0,186 | 0,115 | 0,091 | 0,079 | 0,061 | 0,052 | 0,040 | |
| 1000 х 1500- дейін | 3,0- дейін | 0,205 | 0,135 | 0,105 | 0,087 | 0,070 | 0,058 | 0,043 | |
| 1000 х 1500 - дейін | 5,0- дейін | 0,243 | 0,317 | 0,119 | 0,094 | 0,080 | 0,060 | 0,048 | |
Контур бойынша жолақты БП дайындамасын қырқып алып, бір уақытта және технолониялық саңылаулар жасау, 1-2 кластағы БП үшін қолданады.
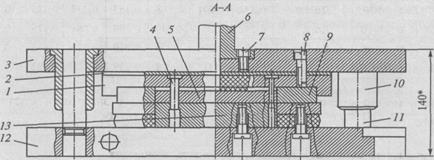 |
8.1 – сурет. Фольгаланған диэлектриктің МЕСТ не ТУ- ға сәйкестігін тексеру
Штамповкамен қатар базалық және технологиялық саңылаулар арқылы БП дайындамасын алу жұмыс сыйымдылығы келесі операциялардың және өтулердің оперативті уақыты арқылы бағаланады:
1. Фольгаланған диэлектриктің МЕСТ не ТУ ға сәйкестігін тексеру.
2. БП дайындамасын кесу сонымен бірге базалық және технологиялық саңылауларды тесе отырып.
8.4-кестеде келесі жұмыс тәсілдері үшін оперативті уақыт нормалары берілген:
- Жолақты алып оны штампқа бекіту;
- Ползуннің жүрісін қосып штамптау;
- дайындаманы алып тастау;
- жолақты бір адымға жылжыту;
- қалдықты алып тастау;
3. Слесарлік операция. БП периметрі бойнша заусенцтерді алыу және фаскаларды алатын станокта тесктердікінде алу.
4.Бақылау операциясы. Дайындама өлшемдерін тексеру.
8.4-кесте
БП дайындамасын кесу сонымен бірге базалық және технологиялық саңылауларды тесіп отыру үшін оперативті уақыт нормалары
| № п/п | Сырғы-маның жүрісі, мин | жолақтың ені мм | Қалыңдығы, мм |
Ашық штамптағы оперативті уақыт ТОПЕР, мин, | |||||
| Штамп қадамы, мм | |||||||||
| 50-ге дейін | 100-ге дейін | 150-ге дейін | 200-ге дейін | 250-ге дейін | 300-ге дейін | ||||
| 50- дейін | З- дейін | 0,032 | 0,039 | 0,044 | 0,049 | 0,059 | 0,064 | ||
| 50- дейін | 5- дейін | — | 0,042 | 0,049 | 0,054 | 0,075 | 0,072 | ||
| 100- дейін | З- дейін | 0,036 | 0,040 | 0,047 | 0,052 | 0,063 | 0,067 | ||
| 100- дейін | 5- дейін | 0,036 | 0,044 | 0,052 | 0,066 | 0,071 | 0,076 | ||
| 150- дейін | З- дейін | 0,035 | 0,042 | 0,049 | 0,056 | 0,067 | 0,072 | ||
| 150- дейін | 5- дейін | 0,038 | 0,046 | 0,055 | 0,062 | 0,074 | 0,078 | ||
| 200 және одан жоғары свыше | З-дейін | 0,036 | 0,044 | 0,051 | 0,058 | 0,070 | 0,075 | ||
| 200 және одан жоғары | 5-дейін | 0,039 | 0,049 | 0,057 | 0,065 | 0,080 | 0,085 | ||
| 50-дейін | З-дейін | 0,031 | 0,036 | 0,043 | 0,048 | 0,058 | 0,063 | ||
| 50-дейін | 5-дейін | — | 0,041 | 0,048 | 0,053 | 0,067 | 0,071 | ||
| 100-дейін | З-дейін | 0,032 | 0,040 | 0,046 | 0,051 | 0,062 | 0,067 | ||
| 100-дейін | 5-дейін | 0,036 | 0,043 | 0,051 | 0,058 | 0,070 | 0,075 | ||
| 150-дейін | З-дейін | 0,033 | 0,041 | 0,048 | 0,055 | 0,067 | 0,071 | ||
| 150-дейін | 5-дейін | 0,037 | 0,045 | 0,054 | 0,061 | 0,073 | 0,077 | ||
| 200 және одан жоғары | З-дейін | 0,035 | 0,043 | 0,050 | 0,057 | 0,069 | 0,074 | ||
| 200 және одан жоғары | 5-дейін | 0,038 | 0,048 | 0,056 | 0,064 | 0,079 | 0,084 | ||
Негізгі әдебиет: 1нег [285-288]
Қосымша әдебиет: 2нег [128-132]
Бақылау сұрақтары:
1. Роликті қайшылармен дайындаманы алу.
2. Дискті арамен дайындаманы алу.
3. Гильотинді қайшылармен дайындаманы алу.
4. Дайындаманың өлшемдерін өлшеу.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|