- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Дәріс. БП-ны металдау әдісі
№13 Дәріс. БП-ны металдау әдісі
Металдау үрдістерінің алдында бетті және тесіктерді даярлауда, фоторезист жағуда, қорғау маскасның және басқа операцияларымен күкірт негізіндегігі қышқылды тазалағыштар қолданылады, олар сілтілі ерітінділер қолданбай мыс бетін жұмсақ өңдеуге, майлы ластануларды алып тастауға мүмкіндік береді. Қышқылды тазалағыштар жеңіл кетеді және тазартатын сулардың шығынын қысқартады.
КҚБП даярлау алдында өте маңызды болып тесіктерді металдаудың алдындағы даярлау үрдісі болып табылады, ол түйіскен алаңдардың шеттерінен шайырды алып тастауға негізделген. Осы шақта шет елдерде кең таралған тәсіл перманганатты өңдеу болып табылады, ол ағынды өңдеу желітарында немесе бірыңғай желіта металдау үрдісімен орындалады. Бұл үрдіс жағылуды жояды және келесі метализация алдында катализатордың жылдам түсірілуіне арналған тесік қабырғаларының кедір-бұдырлығын қамсыздандырады.
Перманганантты өңдеудің негізгі сатылары болып табылады:
·сілтілі ерітіндіде түршігу 2...10 мин ішінде Т =65...70°;
·перманганат ерітіндісінде өңдеу 8...10 мин ішінде Т =65...70°,
·3...5 мин ішінде бейтараптану Т =20...40°
Әрбір кезеңнен кейін құбыр суымен тазарту жүзеге асып отырады.
Тесіктерді перманганатты өңдеу диэлектрикті терең улауды жасамайды, әйтпесе сапасы төмендейді. Оның кемшілігіне өнеркәсіпті ағындарды мұқият тазалау қажеттілігі жатады.Әрбір кезеңнен кейін құбыр суымен тазарту жүзеге асып отырады.
Тесіктерді перманганатты өңдеу диэлектрикті терең улауды жасамайды, әйтпесе сапасы төмендейді. Оның кемшілігіне өнеркәсіпті ағындарды мұқият тазалау қажеттілігі жатады. Электр химиялық дайындау тәсіл артықшылықтары: органикалық жабулардың біркелкі алып тастауы, мыстың азғантай болшегі ғана кетіп қалады, барлық беттерде бірдей кедір-бұдырлық, беттерге және тесіктерде пемзалық ұнтақ қалдығының жоқ болуы, деформацияжәне беттік керілудің жоқтығы, экологиялық қауіпсіздік, өзіндік құнның төмендігі.
Кемшілігі: ағынды суларды тазалауына үлкен шығындар.
модульдік сызықтарда электрохимиялық тазалау еклесі түрде өтеді:
·электрохимиялық тазалау;
·тазарту;
·декапирование;
·тазарту;
·пассивтік;
·тазарту;
·кептіру.
БП бетін және тесіктерді плазмохимилық улау
Бұрғылаудан кейін шайырдан және шыны талшықтардан 0,3мм-ден аз диаметрлі тесіктерді тазалау үшін қолданылады; көпқабатты үлкен өлшемді МБП жасауда (15-тен жоғары).
Плазма әсерінен тесіктердің қабырғаларында тұрған шайыр булануы болады.
Плазма – заттың күй-жағдайы, бұл кезде атомдар жоғары жиілікте электромагниттік өріс салдарынан элект қабықшасынан айырылады, нәтижесінде оттектің және фтордың бос радикалдары түзіледі. Бұл радикалдар эпоксидтті шайырдың полимерлік тізбегін және шыны талшықтарды қиратып газ тәрізді заттар құрастырады (СО2; Н2О; SiF4; Н2).
Улау вакуумдық камерада мынандай ортада өтеді: оттек - 70%; фреон - 30% (С2F4) өңдеу келесі тәртіптермен: разрядтау -1,33•10-3 Па; өңдеу ұзақтық - 35...45 мин.
Плазмохимилық улау артықшылықтары: аз диаметрлі тесіктерден шайырды және шыны талшығын мұқият алып тастау, тесікті метализациялау алдында диэлектрикті улауды қажет етпейді, ағын судың қажеті жоқ, өйткені үрдіс « құрғақ ».
Кемшіліктері: өнімділігі төмен, жабдықтардың қымбаттылығы, үрдістің энергия сыйымдылығы, тесіктерде аймақтардың болуы және оларды химиялық тазалауды қажететеді, озондық қабатқа фреон әсері.
Тесіктердің қабырғаларының алдын ала металдауын келесі әдістермен өндіруге болады:
· химиялық мыстаумен (3...5 мкм ) және гальваникалық алдын ала мыстау (5...7 мкм );
· химиялық мыстаумен (3...5 мкм );
· термолиза;
· сульфидті әдіспен;
· магнетрондық бүрку және т.с.с.
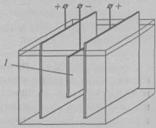 |
13.1 - Сурет. БП гальваникалық металдауға арналған ванна: 7- БП
Бірінші екі әдіс БП прецизиондық даярлауда қолданылады, қалғандары жалпы қолдануда.
Осы шақта тесіктерді химиялық мыстауды қолданбай тура металдау әдістердін қолдану кең өріс жайып келеді, мұнда галваникалық тұндыруды диэлектрикке түзу сәйкес даярлаудан кейін жүреді.
БП даярлауда гальваникалық металдау бірнеше рет жүзеге асады:
·алдын ала гальваникалық металдау химиялық мыстың жіңішке қабатына қорғаныш үшін, адгезия жақсарулары және структурлық отыру өшіккен мыс сандарын азайтуға арналған ( мыс қабаты 5...7 мкм );
·гальваникалық мыстау – монтаждық және өтпелі тесіктерде және өткізгіштерде, түйісу алаңдарында ( жуандық 25...35 мкм ) негізгі өткізгіш қабатын алуға;
·БП соңғы контактілеріне металдарды және қорытпаларды гальваникалық тұндыру -- тозуға төтеп беру жоғарылаулары, қаттылықты, өтпелі кедергілерді азайту және т.б. үшін.
Қаптарды гальваникалық тұндыруы электролитті ванналарда өндіріледі (13.1-сурет), оған алдын ала бекітілген салпыншақтардағы БП дайындамалары батырылады. (13.2- сурет).
 |
13.2 - сурет. БП гальваникалық мыстау үшін арналған салпыншақ: 1-3- жұқа тақтайша; 4,12- тірек
Салпыншақтарды катодтық штангада нықталып бекінеді ( БП катод болып келеді ), ол сыртқы тұрақты ток көзіне қосылады . Анодтар қоршап қамалатын металдан немесе қорытпадан, анод ыдыраушылығы өнімдерінің БП дайындауларына тиюнен сақтайтын қапшықтарға орнатады және катодтан бірдей ара қашықтықта екі жаққа қояды. Әдетте анодтың ауданы БП дайындамасынан 1,5...2 есе көбірек болады, бұл отырғызылатын қабаттың біркелкі болуы үшін жасалады.
Негізгі әдебиет: 2 нег [319 - 321]
Қосымша әдебиет: 2нег [208 - 212]
Бақылау сұрақтары:
1. «Тура металлизациялау» технологиясы.
2. Қоспаларды қолдану.
3. Металлорезистті тұндыру.
4. Гальваникалық металдау .
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|