- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
дәріс. Пішінбіліктерді басқыш механизмдер.
№7 дәріс. Пішінбіліктерді басқыш механизмдер.
Илемдеу процесі қалыпты өту үшін жұмысшы қапаста орналасқан пішінбіліктер белгілі бір қалыпта орналасуы керек. Ол үшін әрбір жұмысшы қапаста мынадай механизмдер мен құрылғылардың жұмыс істеуі қарастырылған:
а) пішінбіліктерді тік бағытта жылжытып орналастыру (басқыш механизм);
ә) пішінбіліктерді ось бойымен орналастыру;
б) жоғарғы пішінбілікті теңгеру.
Басқыш механизмдерін құрылғысы мен жұмыс істеу принциптері.Пішінбіліктерді тік жазықтықта орналастыру басқыш бұрамасымен жабдықталған арнайы механизм көмегімен жүзеге асырылады.
Барлық табақты, жолақты және жаншу орнақтарында жастығы және мойынтірегі бар астыңғы пішінбілік жұмыс қапасында қозғалыссыз тұрақты орнатылады. Сондықтан пішінбіліктер арасындағы ара қашықтықты үстіңгі пішінбілікті басқыш құрылғысы көмегімен жылжыту арқылы реттейді. Төрт пішінбілікті табақты орнақтарда белгіленген қалыңдығы бар қаңылтырды алу үшін металды жаншуға қажетті түзетулер орнақ тоқтатылмай-ақ жасалады. Сондықтан үстіңгі пішінбіліктің басқыш механизмі илемдеу процесінде пішінбіліктерге әсер ететін толық күшті жеңуге есептелуі қажет. Екі және үш пішінбілікті сортты орнақтардағы пішінбіліктердің орналасу қалпы илемдеу барысында өзгермейді. Өйткені пішінбіліктер арасындағы ара қашықтықты оларды мөлшерлеуге сәйкес қылып алдын-ала анықтайды, ал содан кейін дәл орналастырады. Сортты орнақтарда илемдеу тізбегін белгілі бір анықталған деңгейде ұстап тұру үшін үстіңгі және астыңғы пішінбіліктің де жылжу мүмкіншілігі қарастырылған. Металл пішінбіліктер арасынан әрбір рет өткен сайын үстіңгі пішінбілік қалпы өзгеріп отыратын орнақтарда (блюмингтер, слябингтер, қалың табақты орнақтар және т.б.), пішінбіліктің жылжуы металдың өтуі аралығындағы үзілістерде жүзеге асырылады. Бұндай жағдайда пішінбілікті орналастырудың уақытын қысқарту үшін үстіңгі пішінбіліктің жылжуы жоғары жылдамдықпен жүргізілуі керек (мысалы блюмингтерде 250 мм/с дейін). Бірақта, жұқа табақты металды илемдеуге арналған кейбір орнақтарда, үстіңгі пішінбіліктің жылжу жылдамдығын, пішінбіліктерді белгілі бір қалыпқа дәл орналастырумен байланысты шектейді. Осы себептен айтылған жылжу жылдамдығы өте кішкентай болуы (0,1 мм/с) қажет. Сонымен қатар басқыш бұраманың жылжу жылдамдығы пішінбілікті орналастыру кезінде жүретін ара қашықтықтан да (жол ұзындығынан да) тәуелді. Осы жол табақты және жұқа табақты орнақтармен салыстырған да жаншу орнақтарында едәуір үлкен. Сондықтан жаншу орнақтарының басқыш бұрамаларының жылжу жылдамдығы табақты орнақтармен салыстырғанда едәуір жоғары болып келеді.
Орнақ типіне байланысты басқыш механизмдер жылдам жүрісті (сурет 6.1) және баяу жүрісті болып екіге бөлінеді. Көпшілік жағдайда II-типті басқыш механизм жетегінің сұлбасасын жиі қолданады.
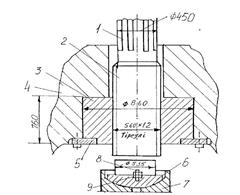
Сурет 6.1 көрсетілген тез жүрісті басқыш механизмдегі болаттан құйылған тұрқы жұмысшы қапас тың тұғырына бекітілген және олармен екі орнықтыратын сақина көмегімен 2 центрленген. Тұрқыда 1 жеті тісті доңғалағы бар көлденең қисықтісті цилиндрлік беріліс орнатылған. Осы цилиндрлік беріліс тұрқының 1 жоғарғы жағына жинақталған екі тік ернемекті электрқозғалтқышпен 3 қозғалысқа әкелінеді. Тістегіріш 4 электрқозғалтқыш білігінің шет жағына тікелей отырғызылып доңғалақ 5пен ілініседі. Осы доңғалақтар өз кезегінде тісті тәжге 7 айналуды береді. Тісті тәжі квадратты тесігі бар биік күпшекке 8 отырғызылған. Доңғалақ 7 және күпшек 8-ді айналдырған кезде басқыш сомдағы 9 бұраманың айналуы іске асырылады.
Қосатын тістегеріш 6 оське еркін отырғызылған. Осы қосатын тістегеріш бір мезгілде екі гидравликалық цилиндрлердің тығынжылы 11 болып саналады. Екі гидравликалық цилидрлер басқыш құрылғының тұрқына жинақталған. Жоғырыда жазылған бөлшектер жалғыз бұрандамен (оң жақтағы немесе сол жақтағы) жеке жұмыс істеу қажет болғанда тістегерішті 5 ілінісуден шығаруға арналған. Орнақ жұмыс істегенде жоғарғы цилиндрдің қуысы маймен толтырылады. Оларға шығатын жер жабық болады. Төменгі цилиндрден май жоғарғы жақтағы алаңға қойылған ыдысқа ығыстырылады. Блюмингтерді пайдалану тәжірибесі мынаны көрсетті: электрқозғалтқышта тежелу механизмін қолдануды қарастырғанмен, илемдеген кезде басқыш бұрамаға үлкен динамикалық жүктеме түсетіндіктен, осы басқыш бұраманың өзіндік бұралып шығып кетуі жүреді. Өзіндік бұралып шығып кетуден сақтану мақсатымен үлкейтілген диаметрі бар сфералық табандарды 14 басқыш бұранданың басқы жағына жасайды. Жинауды және бұзуды қолайлы жүргізу үшін табанды көлемді ғып жасайды және басқыш бұранда да бүйірлік кілтек 13-пен және өтпелі сұққыш 15-пен бекітеді. Жаншуды көрсететін аспап аралық конусты беріліс 16 арқылы басқыш құрылғыға қосылған.
|
Басқыш құрылғы тік типті екі электрқозғалтқыштан жетекті алады. Электрқозғалтқыштың қуаты 180 – 270 кВт (п = 500÷750/1000 об/мин). Майлау айналып келетін сұйық маймен іске асырылады. Басқыш бұранданың сыртқы диаметрі 440 мм тең. Бұранда бір кірісті, қадамы 48 мм. Табанның диаметрі 500 мм. Электрқозғалтқыштан басқыш бұрамаға беріліс қатнасы 4,5. Бұраманың қозғалу жылдамдығы 250 мм/с дейін.
Слябингтің және қалыңқаңылтырлы орнақ 2800 басқыш механизмінің құрылымы жоғарыда жазылған блюминг 1150 басқыш механизмінің құрылымымен ұқсас. Сондықтан бұл дәрісте қаралмайды.
Қазіргі заманғы блюмингтердің басқыш механизмдерінде тез тозатын бұрамдықты берілістің (түсті металдан жасалған бұрамдықты дөңгелегі бар) орнына ернемекті қозғалтқышпен жүргізілетін цилиндрлі тісті беріліс қолданылады. Цилиндрлі берілістің пайдалы әсер коэффициенті өте жоғары. Басқыш бұрамалар жеке-жеке қозғалуы үшін аралық тістегеріштер гидравликалық цилиндрлер арқылы көтеріліп, ілінісуі орталық тісті дөңгелекпен ажырайтындай ғып жасалған.
Басқыш бұрамалар мен сомындар. Басқыш бұрама илемдеу кезінде пішінбілік мойыншасының біреуіне түсетін күшті қабылдап, оны басқыш сомын арқылы тұғырға береді. Басқыш бұраманың табанындағы үйкеліс беті сфералық пішінді ғып жасалған. Осылай жасау басқыш бұраманың осі бойымен мойынтірегі бар жастықтың өздігінен жақсы орнатылуына мүмкіндік береді.
Блюмингтер мен слябингтердің және қалыңтабақты орнақтардың қаралай өңдеу қапастарында бұраманың диаметрімен салыстырғанда сфералық өкшелікті үлкенірек қылып жасайды. Теория бойынша бұранда сызығының көтерілу бұрышы 20 301 аспаса, онда бұрама-сомын жұбында өздігінен тежелу орын алуы керек еді. Бірақта едәуір динамикалық жүктемелер пайда болатын блюмингтер мен слябингтерде басқыш бұраманың ауытқуы байқалады. Осыған орай өздігінен бұралып босауды болдырмау үшін бұраманы қою маймен майлайды және өкшелік диаметрі мен сфералы табан өлшемін үлкейтеді.
Табақты орнақтар үшін басқыш бұраманы майда бұрандалы ғып және көтерілу бұрышының шамасын кішкентай қылып (<10) жасайды. Сондықтан оның өздігінен бұралып босаңсуы орын алмайды. Бұрама айналған кезде үйкеліске кететін шығынды азайту үшін сфералық табанға қою май беріледі.
Басқыш бұраманың сомындары аса тез тозатын бөлшектер қатарына жатады. Оларды АЖ9-4, АЖМц10-3-1,5 таңбалы құйма қоладан жасайды. Қоланы үнемдеу үшін басқыш сомынды құрамалы қылып жасаған жөн (6.2 – сурет). Сыртқы құрсауларды аса берік шойыннан жасайды. Бұл шойынның серпімділік модулі өзінің шамасы жағынан қоланың серпімділік модульіне жақын болғандықтан, кысылған кезде шойын мен қоланың деформациялануы бірдей болып жүреді. Кейде қоланы сатылы болат құрсауға құюды қолданады. Бірақта мұндай тәсілді қолданғанда қоланың құрсауға толық емес жанасуы орын алады.
Кейбір жағдайда сомынды болаттан жасалған екі жарты бөлікті бүктеп жасайды, Осы сомынның бұрандасын қола электролитпен қаптастырып дайындайды. Құрсауланған сомындарды сумен салқындату, олардың бұрандаларының тозуын төмендетеді (сурет 6,3, а).
Бұрама-сомын басқыш жұбын қою маймен майлаумен салыстырғанда сұйық маймен майлау олардың бұрандаларының тозуын 1,5-2,0 есе азайтатындығын практика көрсетіп отыр. Сұйық майды басқыш жұбқа берген жағдайда май бұраманың бұрандасы бойымен ағып өкшелікке барады, ал одан жалпы айналымды май жүйесіне жіберіледі. Бірақ сұйық майды қолдану басқыш бұраманың өздігінен бұралып босауына алып келуі мүмкін. Қою майды қолданғанда ол қысылып орнынан шығып кері қайтусыз жоғалады. Өздігінен бұралып босап кетуді болдырмас үшін тұғыр ойығында сомынды астынғы жақтан бүйір жақ тақтайшалары көмегімен бекітеді (сурет 6,3, б).
1-күпшегі бар оймакілтекті қосылыс; 2-басқыш бұранда; 3-басқыш сомын; 4-тұғыр; 5-бекіткіш бүйірлік тақтайшалар; 6-табан; 7-өкшелік; 8-сұққыш; 9-бүйіржақтық кілтек.
Сурет 6.2 - 2500-орнағының басқыш бұрамасы мен сомыны
Рисунок 6.3 – Құрамалы басқыш сомындар және басқыш бұраманың (жетекті) жоғарғы жағының пішіні
Басқыш бұрама орталық тістегіріштің немесе бұрамдықты дөңгелектің күпшегінде (беріктігі жоғары шойыннан жасалған) айналып тұрады және оның ішінде тік бағытта қозғалады. Басқыш бұраманың жоғарғы жағын квадрат пішінді қылып (жаншығыш орнақтарда, сурет 6,3, в)) немесе оймакілтегі бар цилиндрлі қылып (табақты орнақтарда, сурет 6,3, г)) жасайды. Үйкелісті азайту үшін (тез жүретін басқыш механизмдерде) квадратты аяқ жақта кейбірде бағыттаушыны қоюды қарастырады (қоланы балқытып қаптастырады немесе қоладан жасалған тақтайшаны бұрамамен бекітеді. Соңғы жағдайда күпшек болаттан құйылып жасалынуы мүмкін).
Басқыш бұрамалар мен сомындардың екі түрлі бұрандасын қолданады:
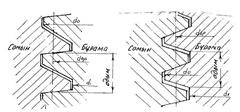
- таянышты бір жүрісті (трапециялы) (сурет 6,4, а). Бұранда қадамын (майда, қалыпты немесе ірі) МЕСТ бойынша таңдап алады;
- екі жақты трапециялы (сурет 6,4, б). Бұранданың осы пішінін (беріктігі жоғары болғандықтан) суықтай илемдейтін жұқа табақты орнақтардың басқыш бұрамалары мен сомындары үшін қолданады. Өйткені айтылған орнақтардың басқыш механизмдері илемдеу кезінде аса үлкен күштерді қабылдайды.
Әдетте басқыш бұрамаларда бір кірмелі бұранданы қолданады. Ал жылдам жүрісті блюмингтердің басқыш механизмдерінде тек екікірмелі бұранданы қолданады. Бұранда беттерінің шыдамдылығын арттыру үшін оларды шынықтырады және ажарлайды.
Басқыш бұраманың диаметрін илемдеген кезде түсетін күшке байланысты былай анықтайды:  мұндағы d1 – бұрама ойығының ішкі диаметрі; Y – илемдеген кездегі бұрамаға әсер ететін ең үлкен күш; [σ] – бұраманы қысқандағы шақтамалы кернеу.
мұндағы d1 – бұрама ойығының ішкі диаметрі; Y – илемдеген кездегі бұрамаға әсер ететін ең үлкен күш; [σ] – бұраманы қысқандағы шақтамалы кернеу.
Басқыш бұраманы соғылғын Ст5, 40Х, 40ХН болаттарынан жасайды. Осы болаттардың беріктік шегі (σВ) 600-750 МПа тең. Беріктіктің бесеселенген қорын негізге алып, бұрама материалының қысуға шақтамалы кернеуін мынаған теңеп қабылдауға болады: [σ] = (150÷120) МПа.
Басқыш бұраманың есептік диаметрін МЕСТ 3968-74 сәйкестендіреді. Басқыш сомынның сыртқы диаметрін D жіне оның биіктігін Н әдетте мына қатынастан таңдайды:
D=(1,5-1,8) d0; Н = (0,95-1,1) D.
|
№8-Дәріс Гидравликалық және гидромеханикалық басқыш механизмдер.
Илемдеу кезіндегі пішінбіліктен шығатын жолақтын қалындығыңын ерекшеліктері.Илемдеу процесінде пішінбіліктен шығатын жолақтың қалыңдығы мынандай себептермен үздіксіз өзгереді: пішінбілікке кіретін жақтағы жолоқтың қалыңдығының тұрақты болмауы; орамдық ұзындығы бойынша жолақтың механикалық қасиетінің тұрақты болмауы; пішінбіліктерді және жолақты майлаудың жағдайының бірдей болмауы және т.б. Жолақтың қалындығын және оның жолақ ұзындығы бойымен өзгеруін анықтау үшін әр түрлі типті (индуктивті, рентгендік және басқа) ұшатын микрометрлерді (түйіспелі, түйіспейтін қалыңдық өлшегіштер) орнақтағы пішінбіліктердің алдыңғы және артқы жақтарына қойады. Жолақтың қалыңдығының өзгеруін басқыш бұраманың астына қойылатын месдозаны қолданып илемдеген кезде пайда болатын қысымды өлшеп, жанама тәсілмен табуға болады.
Осы аспаптардың көрсетуін (қалыңдықты өлшеу бергішінің электрлік сигналдары), жолақтың бойлық және қөлденеңдік алақалыңдылығын азайту мақсатында, қалыңдықты автоматты реттейтін жүйеде (ҚАРЖ) қолдануға болады.
Басқыш бұрамалар жетекті электрқозғалтқыштан алатын электрмеханикалық типті басқыш механизмдерде, жоғарыда айтылған сигналдар электрқозғалтқышты қосу үшін, яғни басқыш бұраманы айналдырып илемдеу процесінде жолақты жаншудың мөлшерін өзгерту үшін қолданылады.
Электржетегі бар басқыш бұраманы қолданатын ҚАРЖде практика көрсеткен мынандай кемшілік бар: басқыш бұраманың электрмеханикалық жетегінің инерционды болуы себебінен алақалыңдылықты түзетуді кешігіп жүргізу (өлшегіш аспатардың импульстерінен электрқозғалтқышты қосу және басқыш бұраманың бәсендеткішті жетегінің екпін алуы 0,5 – 1,0 с талап етеді. Осындай уақыт ішінде илемдеу жылдамдығы 10 – 30 м/с тең болғанда жолақ 5 – 30 м жолды жүріп өтеді).
ҚАРЖ-нің тез ісер етуін жоғарлату мақсатында (бұл әсіресе илемдеуді жоғары жылдамдықпен жүргізген жағдайда маңызды) гидравликалық (басқыш бұрама және оның электржетегі қолданылмайтын) және құрастырылған басқыш механизмдер соңғы жылдары қолдануды тапты. Осы басқыш механизмдер едәуір төмен инерциондылыққа иемденген.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|