- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Тш= (То+Тв)(1+(аорг+атех+аобс)/100), (61) 7 страница
5. 1. 3. 62. Перед остановкой станка отведите (удалите) инструмент от обрабатываемой детали.
5. 1. 4. Требования охраны труда в аварийных ситуациях
5. 1. 4. 1. Немедленно остановите станок:
- если на металлических частях станка обнаружено напряжение
(ощущение тока);
- электродвигатель работает на две фазы (гудит);
- оборван заземляющий провод;
- при перерыве в подаче электроэнергии;
- при возникновении вибрации;
- при ослаблении крепления детали, режущего инструмента.
5. 1. 4. 2. При обнаружении дыма и возникновении загорания, пожара немедленно объявите пожарную тревогу, примите меры к ликвидации пожара с помощью имеющихся первичных средств пожаротушения соответственно источнику пожара, поставьте в известность руководителя работ.
При необходимости организуйте эвакуацию людей из опасной зоны.
В условиях задымления и наличия огня в помещении передвигайтесь вдоль стен, согнувшись или ползком; для облегчения дыхания рот и нос прикройте платком (тканью), смоченной водой; через пламя передвигайтесь, накрывшись с головой верхней одеждой или покрывалом, по возможности облейтесь водой, загоревшуюся одежду сорвите или погасите, а при охвате огнем большей части одежды плотно закатайте работника в ткань (одеяло, кошму), но не накрывайте с головой.
5. 1. 4. 3. При несчастных случаях с людьми окажите им доврачебную помощь, немедленно поставьте в известность руководителя работ, сохраняйте обстановку, при которой произошел несчастный случай, если это не угрожает жизни и здоровью окружающих и не нарушает технологического процесса, до прибытия лиц, ведущих расследование причин несчастного случая.
5. 1. 4. 4. При поражении электрическим током как можно быстрее освободите пострадавшего от действия тока, т. к. продолжительность его действия определяет тяжесть травмирования. Для этого быстро отключите рубильником или другим отключающим устройством ту часть электроустановки, которой касается пострадавший.
5. 1. 4. 5. При невозможности быстрого отключения электроустановки необходимо отделить пострадавшего от токоведущих частей:
При освобождении пострадавшего от токоведущих частей или провода с напряжением до 1000 В пользуйтесь веревкой, палкой, доской или другим сухим предметом, не проводящим электрический ток, или оттяните пострадавшего за одежду (если она сухая и отстает от тела), например, за полы пиджака или пальто, за воротник, избегая при этом прикосновения к окружающим металлическим предметам и частям тела пострадавшего, не прикрытым одеждой.
Если пострадавший касается провода, который лежит на земле, то прежде чем подойти к нему, подложите себе под ноги сухую доску, сверток сухой одежды или какую-либо сухую, не проводящую электрический ток подставку и отделите провод от пострадавшего с помощью сухой палки, доски. Рекомендуется при этом действовать по возможности одной рукой.
Если нет возможности отделить пострадавшего от токоведущих частей или отключить электроустановку от источника питания, то перерубите или перережьте провода топором с сухой деревянной ручкой или перекусите их инструментом с изолированными рукоятками (пассатижи, кусачки). Перерубайте и перекусывайте провода пофазно, т. е. каждый провод в отдельности. Можно воспользоваться и неизолированным инструментом, но надо обернуть его рукоятку сухой шерстяной или прорезиненной материей.
При отделении пострадавшего от токоведущих частей с напряжением выше 1000 В не подходите к пострадавшему ближе чем на 4 - 5 м в помещении и 8 - 10 м вне помещения.
Для освобождения пострадавшего наденьте диэлектрические перчатки и диэлектрические боты и действуйте только изолированной штангой или клещами, рассчитанными на соответствующее напряжение.
5. 1. 4. 6. Если пострадавший находится в сознании, но испугался, растерялся и не знает, что для освобождения от тока ему необходимо оторваться от земли, резким окриком " подпрыгни" заставьте его действовать правильно.
Оказание доврачебной помощи
5. 1. 4. 7. Поражение электрическим током. После освобождения пострадавшего от действия электрического тока уложите его на подстилку и тепло укройте, быстро в течение 15 - 20 с определите характер требующейся первой медицинской помощи, организуйте вызов врача и примите следующие меры:
Если пострадавший дышит и находится в сознании, уложите его в удобное положение, расстегните на нем одежду. До прихода врача обеспечьте пострадавшему полный покой и доступ свежего воздуха, при этом следите за его пульсом и дыханием. Не позволяйте пострадавшему до прихода врача вставать и двигаться, а тем более продолжать работу;
В случае, если пострадавший находится в бессознательном состоянии, но у него сохраняются устойчивые дыхание и пульс, за которыми постоянно следите, давайте ему нюхать нашатырный спирт и обрызгивайте лицо водой, обеспечивая полный покой до прихода врача;
При отсутствии дыхания, а также редком и судорожном дыхании или остановке сердца (отсутствие пульса) немедленно сделайте искусственное дыхание или закрытый массаж сердца.
5. 1. 4. 8. Наружный массаж сердца проводите в случае остановки сердца, что определяется отсутствием пульса, расширением зрачков и синюшностью кожи и слизистых оболочек.
5. 1. 4. 9. При необходимости одновременного выполнения искусственного дыхания и массажа сердца порядок проведения их и отношение числа вдуваний к числу нажатий на грудину определяется числом лиц, оказывающих помощь:
Искусственное дыхание и массаж сердца проводите до полного восстановления жизненных функций организма или до прихода врача.
5. 1. 5. Требования охраны труда по окончании работы
5. 1. 5. 1. Выключите электропитание станка.
5. 1. 5. 2. Приведите в порядок рабочее место. Уберите со станка стружку, инструмент, приспособления, очистите станок от грязи, вытрите и смажьте трущиеся части станка, аккуратно сложите готовые детали и заготовки.
5. 1. 5. 3. Инструмент и приспособления уберите в специально отведенное для этой цели место.
5. 1. 5. 4. Использованные обтирочные материалы уберите в специальный ящик.
5. 1. 5. 5. Вымойте лицо и руки водой с мылом.
5. 2. Охрана окружающей среды
Охрана окружающей среды на предприятии характеризуется комплексом принятых мер, которые направлены на предупреждение отрицательного воздействия человеческой деятельности предприятия на окружающую природу, что обеспечивает благоприятные и безопасные условия человеческой жизнедеятельности. Учитывая стремительное развитие научно-технического прогресса, перед человечеством встала сложная задача – охрана важнейших составляющих окружающей среды (земля, вода, воздух), подверженных сильнейшему загрязнению техногенными отходами и выбросами, что приводит к окислению почвы и воды, разрушению озонового слоя земли и климатическим изменениям. Промышленная политика всего мира привела к таким необратимым и существенным изменениям в окружающей среде, что этот вопрос (охрана окружающей среды на предприятии) стал общемировой проблемой и принудил государственные аппараты разработать долгосрочную экологическую политику по созданию внутригосударственного контроля за ПДВ.
Основными условиями для улучшения экологии в стране являются: рациональное использование, охрана и трата запасов природного резерва, обеспечение безопасности экологии и противорадиационные меры, повышение и формирование экологического мышления у населения, а также контроль над экологией в промышленности. Охрана окружающей среды на предприятии определила ряд мероприятий для снижения уровня загрязнений, вырабатываемого предприятиями: Выявление, оценка, постоянный контроль и ограничение выброса вредных элементов в атмосферу, а также создание технологий и техники, охраняющих и сберегающих природу и ее ресурсы. Разработка правовых законов, направленных на охранные меры окружающей среды и материальное стимулирование выполненных требований и профилактики комплекса природоохранных мероприятий. Профилактика экологической обстановки путем выделения специально отведенных территорий (зон). Помимо экологической безопасности объекта (охрана окружающей среды на предприятии) не менее важна и безопасность жизнедеятельности (БЖД) на предприятии. В это понятие включен комплекс организационных предприятий и технических средств для предотвращения отрицательного воздействия производственных факторов на человека. Для начала все работники предприятия прослушивают курс по технике безопасности, который инструктирует непосредственный начальник или работник по охране труда. Помимо простой техники безопасности рабочие должны также соблюдать ряд правил по техническим требованиям и нормативам предприятия, а также поддерживать санитарно-гигиенические нормы и микроклимат на рабочем месте.
Все нормы и правила экологической и рабочей безопасности должны быть определены и зафиксированы в определенном документе. Экологический паспорт предприятия – это комплексная статистика данных, отображающих степень пользования данным предприятием природных ресурсов и его уровню загрязнения прилегающих территорий. Экологический паспорт предприятия разрабатывается за счет компании после согласования с соответствующим уполномоченным органом и подвергается постоянной корректировке в связи с перепрофилированием, изменениями в технологии, оборудовании, материалов и т. д. Для правильного составления паспорта предприятия и во избежание мошенничества контролирование содержания вредных веществ в окружающей предприятие природе ведет специальная служба экологического контроля. Работники службы участвуют в заполнении и оформлении всех граф экологического паспорта, учитывая суммарное воздействие вредных выбросов в окружающую среду. При этом учитываются допустимые концентрационные уровни вредных веществ на прилегающих к предприятию территориях, воздухе, поверхностных слоях почвы и водоемов.
Машиностроительное производство может создавать самые различные загрязнения. Это обусловлено большим разнообразием применяемых в машиностроении материалов, множеством видов технологических процессов и большим ассортиментом выпускаемой продукции.
Основными источниками загрязнения атмосферы на предприятии являются сталеплавильные и чугуноплавильные агрегаты.
В литейном производстве воздух загрязняется пылью, окисью углерода. Много пыли образуется при работе землеподготовительного отделения, а так же при транспортировке формовочной земли.
Разнообразными, в том числе вредными для здоровья человека загрязнениями сопровождаются процессы пайки и сварки.
При работе металлорежущего оборудования с применением смазачно-охлаждающих жидкостей воздух загрязняется аэрозолями этих веществ. При обработке заготовок абразивным инструментом выделяется абразивная пыль.
Основные технологические процессы в машиностроении характеризуются довольно значительным шумом и вибрациями. Наиболее интенсивны шум и вибрации при работе технологического оборудования.
В машиностроении, например в прокатных и сталеплавильных цехаха и используют воду. Сточные воды предприятий машиностроения содержат механические взвеси песка, окалины, металлическую стружку и т. д.
Существует много методов борьбы с промышленными загрязнениями окружающей среды. Условно их делят на две группы: пассивные и активные. К числу пассивных относятся методы, использование которых не связанно с непосредственным воздействием на источник загрязнения. Это традиционные методы, носящие защитный характер. Сущность активных методов борьбы с загрязнениями заключается в совершенствовании существующих и разработке новых технологических процессов и оборудования в целях снижения их вредного воздействия на окружающую среду. Этим методам в последнее время уделяется всё большее внимание, так как они решают проблему окружающей среды радикально.
Список литературы
1. Горбацевич. А. Ф. Курсовое проектирование по технологии машиностроения. 3-е изд. «Высшая школа». Минск. 1975. 225 с.
2. Гельфгат Ю. И., Дипломное проектирование в машиностроительных техникумах: Учебное пособие по специальности «Обработка материалов на станках и автоматических линиях». – М.: Машиностроение, 1992. – 112с., ил.
3. ГОСТ 16085-80ЕСКД.
4. Данилевский В. В Справочник молодого машиностроителя. Изд. 3-е перераб. и доп. М., «Высшая школа», 1973. 648 с.: ил.
5. Добрыднев И. С. Курсовое проектирование по предмету «Технология машиностроения»: Учебн. Пособие для техникумов по специальности «Обработка металлов резанием». – М.: Машиностроение, 1985. 184 с., ил.
6. Инструкция по охране окружающей среды на машиностроительных предприятиях.
7. Инструкция по охране труда при работе на металлорежущих станках.
8. Материалы в машиностроении. Т. 1 цветные металлы и сплавы под ред. Лужникова Л. П.
9. Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с числовым программным управлением. Часть 1. Нормативы времени. – М.: Экономика, 1990.
10. Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с числовым программным управлением. Часть 2. Нормативы времени. – М.: Экономика, 1990.
11. Силантьева Н. А., Малиновский В. Р. Техническое нормирование труда в машиностроении: Учебник для учащихся сред. спец. учеб. заведений по курсу «Техническое нормирование труда в машиностроении». – 2-е изд., перераб. и доп. – М.: Машиностроение, 1990. 256 с.: ил.
12. Справочник технолога-машиностроителя. В 2-х т. Т. 1/Под ред. А. Г. Косиловой и Р. К. Мещерякова. – М.: Машиностроение, 1985. 656 с., ил.
13. Справочник технолога-машиностроителя. В 2-х т. Т. 2/Под ред. А. Г. Косиловой и Р. К. Мещерякова. – М.: Машиностроение, 1985. 496 с., ил.
ПРИЛОЖЕНИЕ А
(справочное)
Пример программы для обрабатывающего центра модели МС-032. 06 устройство NC-110.
Программа для токарной операции с ЧПУ №125
%
N1 T01
M6
G0G55G90
M11A0
M10
M21C-0. 666
M20
X0Y45
G43Z50H01S2000M3
G1Z34F0. 03M8
G41X-2. 03Y45D01
X-2. 03Y29. 83
G3X2. 03Y29. 83R2. 03
G1X2. 03Y45
G40X0Y45
Z50F0. 03M9
G0Z200M5
M1
N2T02
M6
G0G56G90
M11A0
M10
M21C47
M20
X0Y-55
G43Z70H02S400M3
G1Z41F0. 04
Z27. 83M8
G41X12. 13Y-55D02
X12. 13Y-27
X-12. 13Y-27
X-12. 13Y-55
G40X0Y-55F0. 04
Z70
Продолжение приложения А
M21C-135
M20
X0Y-55
G1Z41F0. 04
Z27. 83
G41X9. 3Y-55D02
X9. 3Y-27
X-9. 3Y-27
X-9. 3Y-55
G40X0Y-55F0. 04
Z70M9
G0Z200M5
M1
N3T03
M6
N401G0G57G90
M11A45
M10
M21C-135
M20
X5Y-15
G43Z70H03S550M3
G1Z20F0. 04M8
Z-3. 535
X4
Y2
G91M21C-12. 3
C12. 3
Y6
C-12. 3
Y-9
Y10
C12. 3
G90Y-15F0. 04
C-135
X5
X-5
X-4
Y2
G91M21C12. 3
C-12. 3
Окончание приложения А
Y6
C12. 3
Y-9
Y10
C-12. 3
G90Y-15
C-135
X-5
Z50F0. 04M9
G40X0Y0
G0Z200M5
M30
%
ПРИЛОЖЕНИЕ Б
(справочное)
Пример программы для токарного станка с ЧПУ модели СТП-220АП устройство FMS-3000.
Программа для токарной операции с ЧПУ №115
%
N1 T0101 M06
N2 G00G54X100Z50S550M03
N3 X0Z2M08
N4 G01X0Z0. 2F0. 83
N5 X41. 85
N6 X42. 85Z-0. 8
N7 Z-27
N8 G00X100Z50M05M09
N9 T0202 M06
N10 G00G54X0Z50S650M03
N11 X40. 5Z1. 2M08
N12 G01X39. 5Z0. 2F0. 68
N13 X38. 5Z-0. 8
N14 Z-7
N15 X36. 2
N16 X35. 2Z-8
N17 Z-18
N18 G00X0Z50M05M09
N19 T0303 M06
N20 G00G54X0Z50S900M03
N21 X34Z-21M08
N22 G01X36. 6Z-21F0. 38
N23 X34
N24 G00X0Z50M05M09
N25 T0404 M06
N26 G00G54X0Z50S850M03
N27 X34Z-24M08
N28 G01X36. 5Z-24F0. 5
N29 X34
N30 G00X0Z50M05M09
N31 T0505 M06
N32 G00G54X100Z50S600M03
N33 X43. 85Z-22M08
N34 G01X42Z-22F0. 61
N35 Z-15
Продолжение приложения Б
N36 X43. 85
N37 G00X100Z50M05M09
N38 T0606 M06
N39 G00G54X100Z50S1050M03
N40 X43Z-20. 21M08
N41 G01X40. 8Z-16. 4F0. 22
N42 Z-11. 4
N43 X43. 85Z-14. 45
N44 G00X100Z50M05M09
N45 T0707 M06
N46 G00G54X100Z50S600M03
N47 X0Z1M08
N48 G01X0Z0F0. 61
N49 Z41. 6
N50 X42. 6Z-1
N51 Z-27
N52 G00X100Z50M05M09
N53 T0202 M06
N54 G00G54X0Z50S800M03
N55 X41Z1M08
N56 G01X39Z-1F0. 5
N57 Z-8
N58 X37. 2
N59 X36. 2Z-9
N60 Z-18
N61 G00X0Z50M05M09
N62 T0808 M06
N63 G00G54X0Z50S700M03
N64 X36. 5Z-7
N65 G01X36. 5Z-18F1. 5
N66 X35. 2
N67 G00X0Z50M05M09
N68 M02
%
G – подготовительные функции
M – вспомогательные функции
N – номер кадра
F – подача
Продолжение приложения Б
S – обороты
T, D, H - функции инструмента
I, J, K - параметры интерполяции
X, Y, Z, U, V, W, P, Q, R, A, B, C, D, E - размерные перемещения
G00 – ускоренное перемещение
G01 – линейная интерполяция
G02 – G03 – круговая интерполяция
G04 – пауза
G17/G18/G19 – выбор плоскости
G20/G21 – выбор системы мер
G40/G41/G42 – коррекция на радиус инструмента
G43/G44/G49 – компенсация длины инструмента
G52 – система локальных координат
G53 – система координат станка
G54 – G59 – система рабочих координат
G80 – отмена постоянных циклов
G81 – цикл сверления
G82 – цикл растачивания (сверления) с задержкой
G83 – цикл глубокого сверления
G84 – цикл нарезания резьбы
G85 – цикл растачивания с отводом на рабочей подаче
G86 – цикл растачивания с быстрым отводом и остановом шпинделя
G90/G91 – абсолютная и относительная система координа
G94 – подача в мм/мин
G95 – подача в мм/об
M10/M12/М20 – включить зажимы для осей A и С.
М11/М13/М21 – выключить зажимы.
M00 – программируемый останов
Окончание приложения Б
M01 – останов с подтверждением
M02 – конец программы
M03 – вращение шпинделя по часовой стрелке
M04 – вращение шпинделя против часовой стрелки
M05 – останов шпинделя
M06 – смена инструмента
M07 – включение дополнительного охлаждения
M08 – включение охлаждения
M09 – отключение охлаждения
M30 – останов и переход в начало управляющей программы
ПРИЛОЖЕНИЕ В
(справочное)

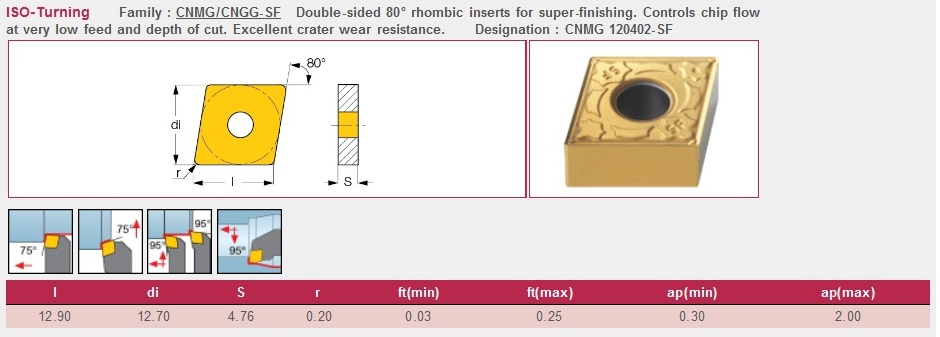
CNMG 120402-SF
Продолжение приложения В
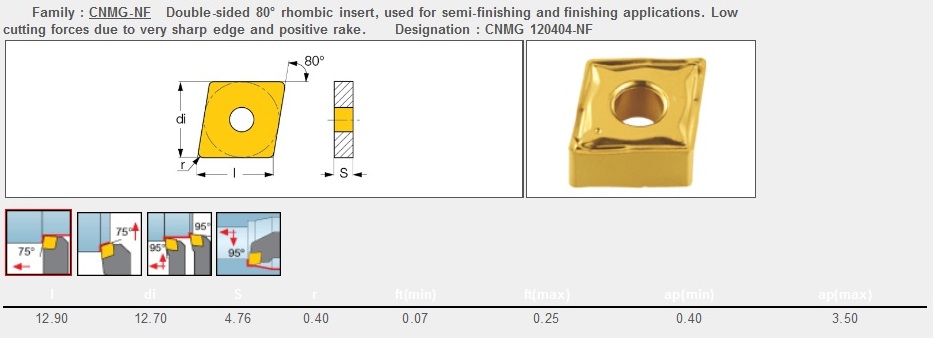
CNMG 120404-NF
GEHIL 16-16-2

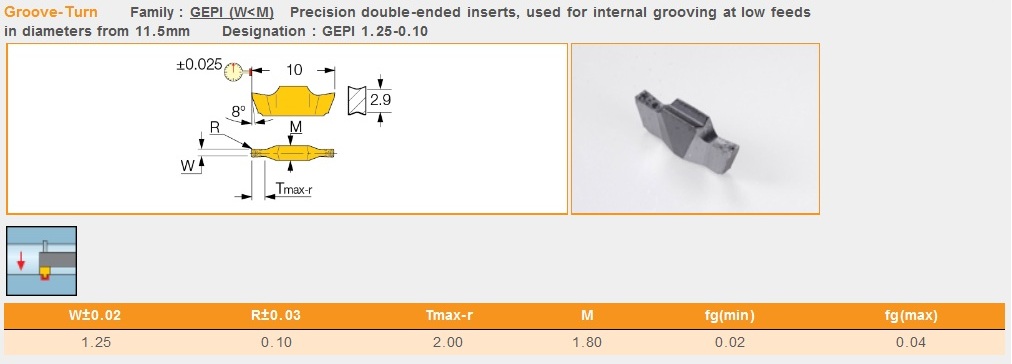
GEPI 1. 25-0. 10
Продолжение приложения В
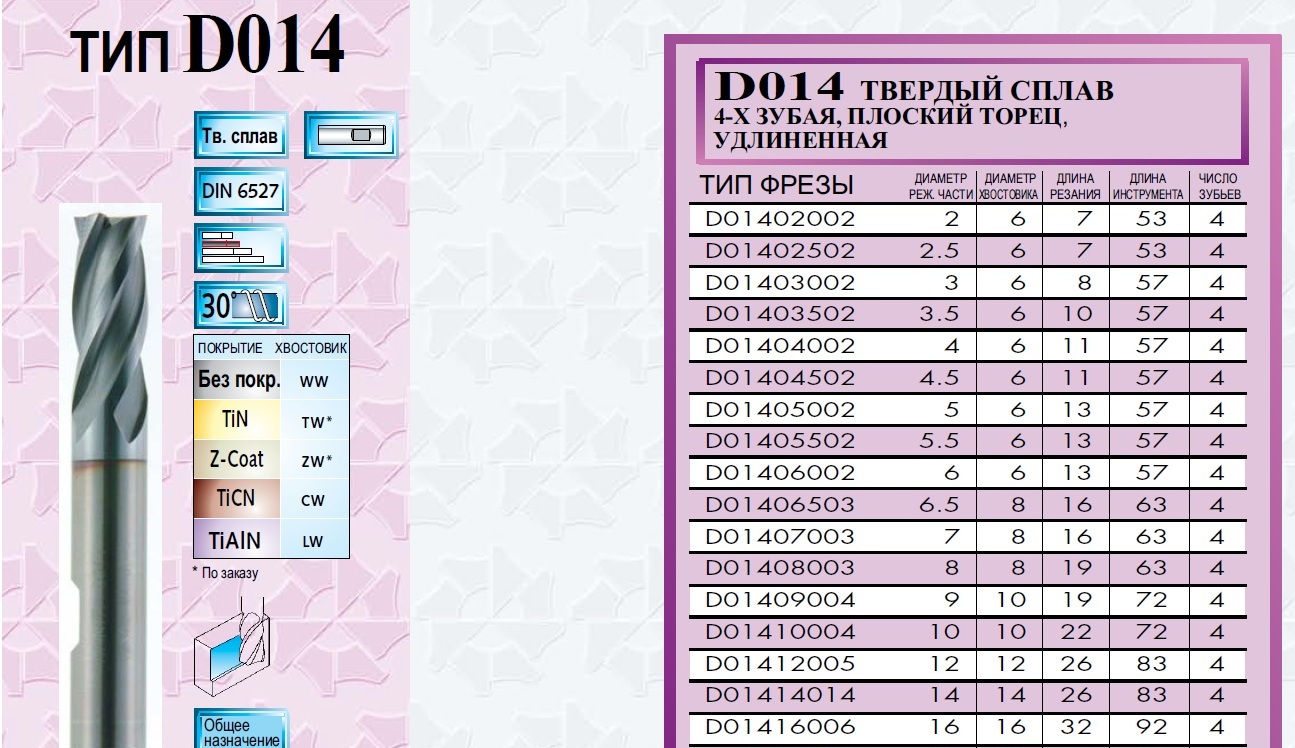
HANITAD01404002
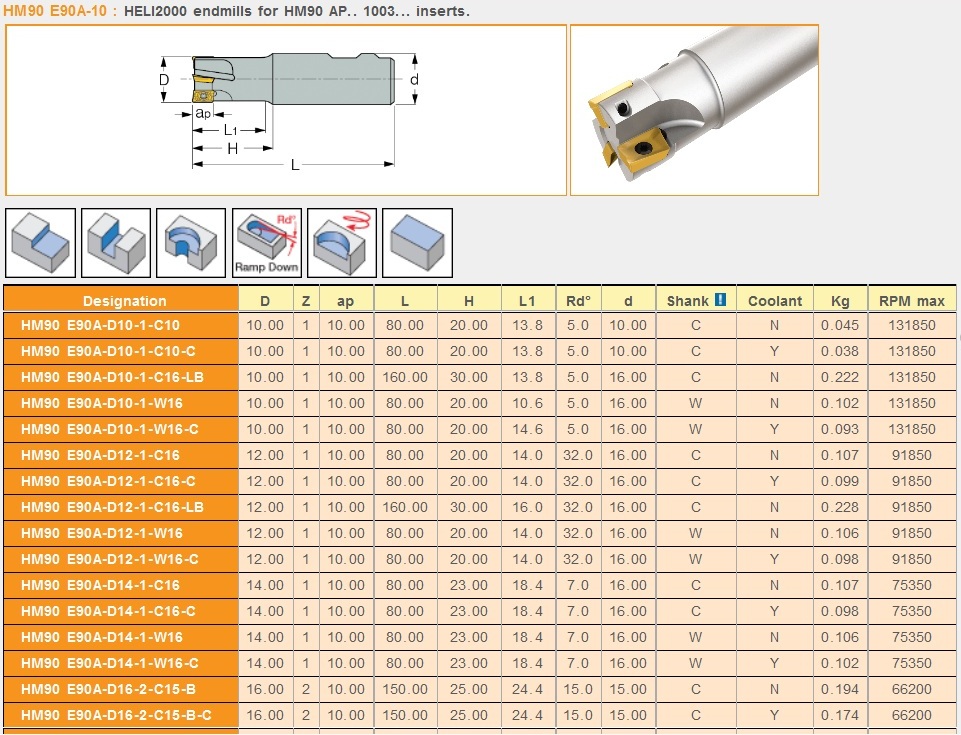
HM90 E90A-10
Продолжение приложения В
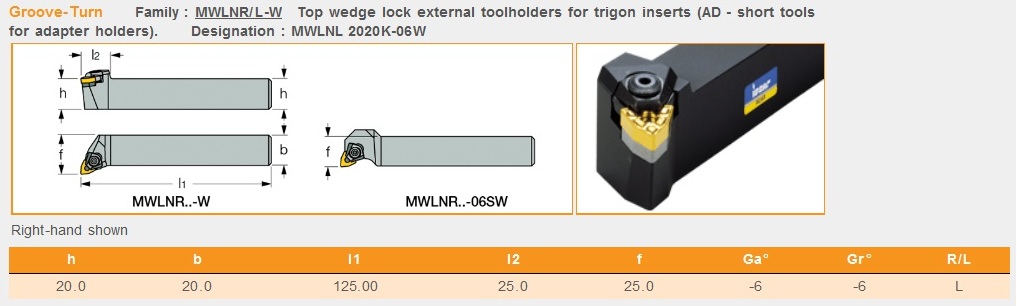
MWLNL 2020K-06W
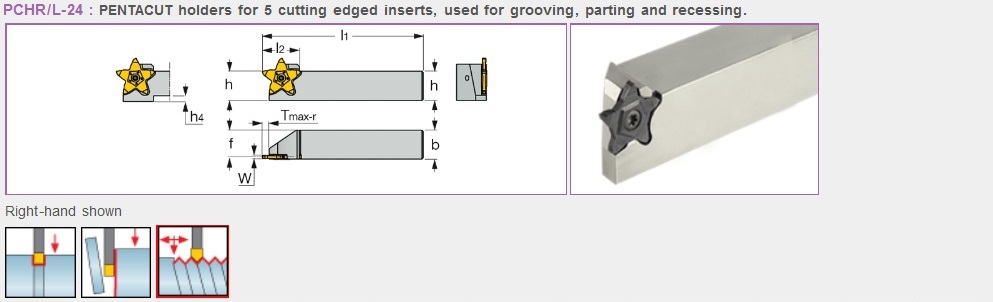
PCHL 20-24
PENTA 24N200J020

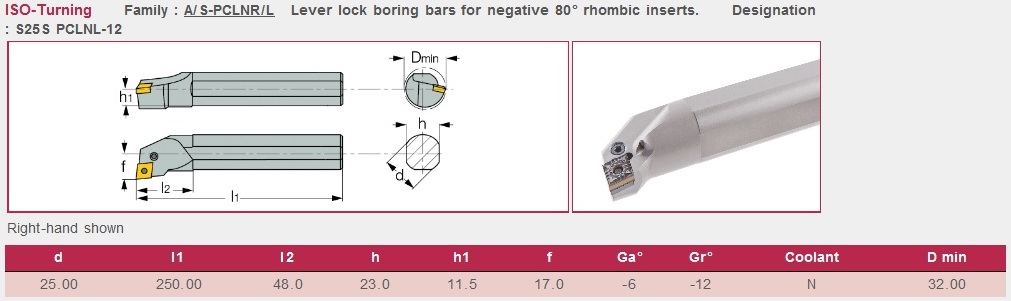
S25S PCLNL-12
Окончание приложения В
PCLNR2020K12

ПРИЛОЖЕНИЕ Г
(справочное)
Основные технико-экономические показатели по варианту 1
| Показатели | Единицы Измере-ния | Величина показателя |
| 1 Годовой объем выпуска детали - представителя | шт. | |
| 2 Годовой приведенный объем выпуска детали | шт. | |
| 3 Режим работы участка | смены | |
| 4Количество единиц оборудования | станки | |
| 5Средний коэффициент загрузки | % | |
| 6Балансовая стоимость оборудования | тыс. руб. | |
| 7 Суммарная мощность оборудования | кВт | 582, 8 |
| 8 Производственная площадь участка | м2 | 1147, 5 |
| 9 Количество работников | чел. | |
| 10 Средний разряд производственных рабочих | - | |
| 11 Производительность труда производственных рабочих | норм-ч. /чел. | |
| 12 Общий фонд оплаты труда рабочих участка | руб. | 17738770, 9 |
| 13 Среднемесячная заработная плата по участку в том числе: - производственные - вспомогательные - мастера | руб. руб. руб. | 33215, 91 11017, 9 |
| 14 Полная себестоимость детали | руб. | 1341, 1 |
| 15 Отпускная цена детали | руб. | 1966, 04 |
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|