- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Тш= (То+Тв)(1+(аорг+атех+аобс)/100), (61) 1 страница
Содержание
Введение……………………………………………………………………..... 4
1. Общая часть
1. 1 Конструкция детали, анализ её технических требований и
служебного назначения……………………………….. …………………. 6
1. 2 Характеристика материала детали………………………………………. 7
1. 3 Анализ технологичности детали…………………………………………8
2. Технологическая часть
2. 1 Характеристика заданного типа производства………………………... 13
2. 2 Выбор вида и метода получения заготовки……………………………17
2. 3 Выбор и обоснование технологических баз…………………………... 20
2. 4 Проектирование маршрутного технологического процесса
изготовления детали с выбором оборудования и технологической
оснастки………………………………………………………………….. 22
2. 5 Расчёт операционных припусков и размеров…………………............. 32
2. 6 Выбор режущего, вспомогательного и измерительного
инструментов……………………………………………………………. 38
2. 7 Расчет режимов резания………………………………………………... 39
2. 8 Нормирование операции……………………………………………….. 56
2. 9 Расчет и кодирование программ для станков с ЧПУ ………………... 66
2. 10 Описание последовательности наладки станка с ЧПУ……………... 67
3. Конструкторская часть
3. 1 Описание и расчет станочного приспособления для
обрабатывающего центра модели МС032. 06………... ……………. …69
3. 1 Описание и расчетконтрольно измерительного инструмента………. 78
4. Экономическая часть
4. 1 Организация работы производственного участка…………………….. 80
4. 2 Технико-экономические расчеты………………………………………. 99
5. Охрана труда и окружающей среды в цехах предприятия
5. 1 Техника безопасности при работе на металлорежущих станках……114
5. 2 Охрана окружающей среды……………………………………………128
Список литературы…………………………………………………………132
Приложение А. Пример программы для обрабатывающего центра
модели МС-032. 06………………………………. ………. 134
Приложение Б. Пример программы для токарного станка с ЧПУ
модели СТП-220АП……………………………………... 137
Приложение В………………………………………………………………141
Приложение Г. Основные технико-экономические показатели……... …146
Введение
Технология машиностроения – область производства, которая включает совокупность средств, методов и способов человеческой деятельности, используемых для изготовления деталей.
Эффективность производства и его технический прогресс, качество продукции во многом зависят от опережающего развития производства, нового оборудования, машин, станков и аппаратов, от всемирного внедрения методов технико-экономического анализа, обеспечивающего решение технического и экономического вопросов, а так же экономическую эффективность технологических и конструкционных разработок.
Отличительной особенностью современного этапа развития машиностроения является широкое использование достижений фундаментальных и общеинженерных наук для решения теоретических проблем и практических задач технологии машиностроения. Различные разделы математических наук, теоретической механики, физики, химии, материаловедения и многих других наук принимаются в качестве теоретической основы новых направлений технологии машиностроения или используются в качестве аппаратов для решения практических технологических вопросов, существенно повышая общий теоретический уровень технологии машиностроения и ее практические возможности.
Для увеличения прибыли предприятия без повышения цены на изготовляемую продукцию необходимо снижать её себестоимость. К основным путям снижения себестоимости можно отнести следующее:
- совершенствование технологии производства, которая подразумевает
применение типовых и групповых технологических процессов;
- обновление и модернизацию промышленного оборудования;
- стремление максимально использовать производственные мощности
технологического оборудования;
- экономию материальных ценностей на единицу продукции,
использование заготовок, которые требуют минимум механической
обработки;
- улучшение организации труда и управления;
- снижение процента брака за счёт применения прицензионного
оборудования, оснастки, инструмента, станков с ЧПУ.
При правильном подходе к решению этих задач и при более тщательном их анализе и учёте достигается наиболее высокий экономический эффект от внедрения новых или вновь разработанных технологических процессов.
В представленном проекте нашли отражение большинство принципов эффективности производства. В проекте требуется спроектировать технологический процесс изготовления детали «Фланец», представленного на чертеже 711. 363. 006.
Для одной и той же детали при одинаковой программе выпуска может быть разработано несколько вариантов технологического процесса обработки, имеющих различную трудоемкость. Изменение объема выпуска еще больше увеличивает инвариантность технологических процессов и усложняет процесс проектирования и выбор оптимального варианта.
Основной целью проекта является выбор оптимального варианта технологического процесса для изготовления детали - представителя «Фланец», приобретение практических навыков в разработке технологического процесса и в выполнении технологических расчетов.
1. Общая часть
1. 1 Конструкция детали, анализ её технических требований и служебного назначения
1. 1. 1 Деталь «Фланец» 711. 363. 006 изготавливается из стали 30ХГСА штамповкой.
1. 1. 2 Данная деталь, «Фланец», является деталью военно-промышленного комплекса Российской Федерации (ВПК), которое занимается разработкой и постановкой в серийное производство изделий военной техники.
1. 1. 3 Конструкции фланцев весьма разнообразны. В данном случае фланец(чертеж № 711. 363. 006) представляет собой деталь круглой формы с осью вращения, имеющую отверстия и пазы для соединения и координации взаимного расположения деталей, входящих в изделие.
1. 1. 4 Обрабатываемые поверхности детали с точки зрения обработки не представляют значительных трудностей. Имеется возможность свободного доступа режущего инструмента к обрабатываемым поверхностям. В конструкции детали имеются достаточные по размерам и жёсткости базовые поверхности.
1. 1. 5 К детали предъявляются следующие технические требования:
- штамповка изготавливается в соответствии с ОСТ 190176-75;
- штамповочные уклоны 5-7̊ ̊;
- неуказанные радиусы штамповки 2 мм;
- общие допуски по ГОСТ 30893. 1-2002 Н14, h14; IТ14/2.
1. 2 Характеристика материала детали
1. 2. 1 Материалом заготовки служит штампованная сталь 30ХГСА. Механические свойства стали приведены в таблице 1. Её химический состав приведён в таблице 2.
Таблица 1- Механические свойства стали 30ХГСА.
| Сплав | σ 0, 2 (МПа) | σ в (МПа) | δ, % | φ, % | HВ (МПа) | KCU (кДж / м2) |
| 30ХГСА |
Таблица 2 - Химический состав стали 30ХГСА.
| Химический состав (%) | ||||||||
| C | Si | Mn | Ni | S | P | Cr | Cu | Fe |
| 0, 28-0, 34 | 0, 9- 1, 2 | 0, 8- 1, 1 | До 0, 3 | До 0, 025 | До 0, 025 | 0, 8- 1, 1 | До 0, 3 | |
1. 2. 2 Сталь 30ХГСА имеет довольно высокую твердость, предел прочности и текучести в сочетании с достаточными пластическими свойствами, обладает хорошей выносливостью, отличными показателями ударной вязкости. Рекомендована для изготовления ответственных сварных конструкций, работающих при знакопеременных нагрузках.
Сталь 30ХГСА относится к среднелегированной конструкционной стали. В свое время сплав разрабатывался для нужд авиации, хотя сейчас используется в самых разных отраслях, в том числе и в машиностроении.
К недостаткам данной стали можно отнести незначительную «прокаливаемость» и чувствительность к хрупкости.
1. 2. 3 Область применения стали широка: различные улучшаемые детали, такие как валы, оси, зубчатые колеса, фланцы, корпуса обшивки, лопатки компрессорных машин, работающие при температуре до 200°С, рычаги, толкатели, ответственные сварные конструкции, работающие при знакопеременных нагрузках, крепежные детали, работающие при низких температурах.
1. 2. 4Особенности стали 30ХГСА:
- Закалка этой марки проводится в температурном диапазоне 550 – 650
°С. Термообработка позволяет повысить прочность материала (до
значения 2 800 МПа) и пластичность;
- Свариваемость – хорошая. Однако качество шва будет обеспечено
только при выполнении ряда условий: предварительный разогрев
металла (до 300 º С), а после окончания работы – медленное охлаждение
участка (для этого пламя горелки постепенно отводится в сторону).
Если этого не сделать, то есть риск появление трещин в сварном шве.
- Низкая стоимость, так как легирующие компоненты не являются
дефицитом.
1. 3 Анализ технологичности детали
1. 3. 1 Технологичность изделия – это совокупность свойств конструкциидетали, определяющая ее приспособленность к достижению оптимальных затрат при производстве, эксплуатации и ремонте изделия для достижения заданных показателей качества и объема выпуска.
К методам оценки технологичности относятся: качественный и количественный методы.
1. 3. 2 Качественная оценка технологичности детали
Основные положения качественной оценки:
- деталь «Фланец» чертеж № 711. 363. 006 изготавливается из стали
30ХГСА;
- конструкция детали простая по конфигурации, состоит из
стандартных, унифицированных элементов;
- заготовка получается штамповкой;
- заготовка по форме и размерам максимально приближена к форме и
размерам готовой детали.
В детали на первой операции в качестве черновой базы используется торец и поверхность штамповки. Схема базирования детали представлена на рисунке 1.
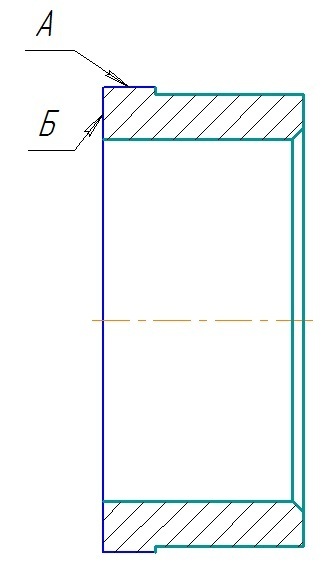
Рисунок 1 - Схема базирования
В качестве черновой базы используют поверхность А и Б. Чистовыми базами являются: отверстие диаметром 70, 05+0, 1, а так же торцевая поверхность Б.
Допустимые размеры, геометрическая форма и шероховатость установлены в зависимости от требований эксплуатации и надежности машины. Наиболее точными являются размеры: диаметр  , 37-0, 05.
, 37-0, 05.
Отверстия, предусмотренные в конструкции детали: диаметр 70, 05+0, 1, диаметр 3, 2Н12(+0, 12). 6 отверстий диаметром 3, 2Н12(+0, 12)
Конструкция детали позволяет применение высокопроизводительных режимов обработки и станков с ЧПУ, а именно: токарный станок с ЧПУ мод. СТП-220АП иобрабатывающий центр мод. МС-032. 06.
Ко всем поверхностям обеспечивается свободный доступ инструмента.
1. 3. 3 Количественная оценка технологичности детали
Количественную оценку технологичности детали рассчитывают по ряду показателей. Показателями по признакам обработки являются коэффициенты точности обработки и шероховатости поверхности детали.
Для определения количественных показателей технологичности конструкции детали используют коэффициент точностиКтч и коэффициент шероховатости Кш. Пользуясь чертежом и эскизом детали с пронумерованными обрабатываемыми поверхностями выполняют расчет [2, с. 26].
1. 3. 3. 1 Коэффициент точности Ктч вычисляют по формуле
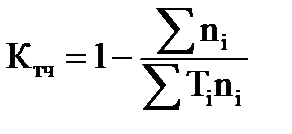 , (1)
, (1)
где ni – число поверхностей;
Ti – квалитет точности.
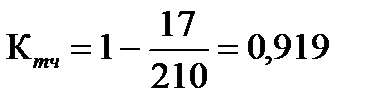
Таблица 3 - Сводная таблица по расчету коэффициента точности.
| Квалитет точности Ti | Тср=12, 5 | ||||
| Число поверхностей ni | ∑ ni=17 | ||||
| ПроизведениеTini | ∑ (Tini)=210 |
1. 3. 3. 2 Коэффициент шероховатости Кш вычисляют по формуле
 , (2)
, (2)
где mi - число поверхностей;
Rai – параметр шероховатости.
Таблица 4 - Сводная таблица по расчету коэффициента шероховатости
| Параметр шероховатости | 1, 6 | 3, 2 | 6, 3 | Raср=3, 7 |
| Число поверхностей mi | ∑ mi=17 | |||
| Произведение Raimi | 1, 6 | 12, 8 | 75, 6 | ∑ ( Raimi)=90 |

1. 3. 3. 3 Значение полученных коэффициентов близко к единице, что свидетельствует о низкой точности большинства поверхностей детали и большой шероховатости их, т. е. чем ближе полученное значение к единице, тем деталь технологичнее.
2 Технологическая часть
2. 1 Характеристика заданного типа производства
2. 1. 1 Годовой приведенный выпуск деталей закрепленных за участком Впр определяется по формуле
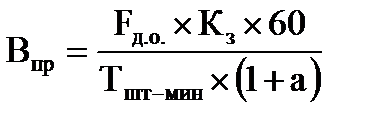 , (3)
, (3)
где Fд. о. - действительный годовой фонд работы оборудования;
Кз - коэффициент загрузки оборудования (принимаем от 0, 8 до 0, 85);
Тшт-мин - норма штучного времени на операцию широкого
расчетного места;
а - это коэффициент допустимых потерь времени на наладку
оборудования (принимаем для среднесерийного
производства 0, 05…0, 08).
2. 1. 2 Действительный годовой фонд работы оборудования Fд. о., час, определяется по формуле
Fд. о. = Fн´ S´ Кпр, (4)
где Fн - номинальный годовой фонд времени работы оборудования (в
2016г. составляет 1971 часа);
S - число смен работы оборудования (принимаем 2 смены);
Кпр - коэффициент, учитывающий простой оборудования в
капитальном ремонте (принимаем 0, 97).
Fд. о=1971´ 2´ 0, 95=3744, 9 часов
Годовой приведенный выпуск деталей находится по формуле (3)

Принимаем Впр равное 72000 штук
2. 1. 3 Годовой объем выпуска детали - представителя, на которую разработан технологический процесс, определяется из соответствующей величины коэффициента закрепления операций согласно данному типу производства
Кз. о=1…10 для крупносерийного производства;
Кз. о=11…20 для среднесерийного;
Кз. о=20…40 для мелкосерийного.
2. 1. 4 При равномерном в течение года выпуске продукции и закреплении за каждым рабочим местом рабочей операции, коэффициент закрепления операций соответствует количеству наименований детали, тогда величина выпуска детали-представителя Вд должна находиться в следующих пределах
 , (5)
, (5)
где Впр- годовой приведенный выпуск детали;
Кз. о. - коэффициент закрепления операций согласно данному типу
производства.
Кз. о=11…20 для среднесерийного типа производства.

Принимаем Вд=5000 штук
2. 1. 5 Предварительно определяем тип производства в зависимости от объема выпуска и массы детали, пользуясь таблицей 5.
Таблица 5 - Тип производства
| Масса детали, кг | Тип производства | ||||
| Единичное | Мелкосе- рийное | Средне- серийное | Крупносерий- ное | Массовое | |
| < 1. 0 | < 10 | 10-2000 | 1500-100000 | 70000-200000 | > 200000 |
| 1. 0- 2, 5 | < 10 | 10-1000 | 1000-50000 | 50000-100000 | > 100000 |
| 2, 5-5, 0 | < 10 | 10-500 | 500-35000 | 35000-75000 | > 75000 |
| 5, 0-10 | < 10 | 10-300 | 300-2500 | 25000-50000 | > 50000 |
| > 10 | < 10 | 10-200 | 200-1000 | 10000-25000 | > 25000 |
Исходя из того, что масса детали 0, 26 кг и объем выпуска 72000 шт., принимаем среднесерийное производство.
2. 1. 6 Основные технологические характеристики среднесерийного производства:
- применение специальных станков, универсального оборудования и
станков с ЧПУ
- закрепление за одним рабочим местом нескольких операций;
- расстановка оборудования по технологическому процессу, группам
станков или типу детали;
- широкое применение приспособления;
- средняя квалификация рабочих;
- соблюдение принципов взаимозаменяемости.
2. 1. 7 Основной характеристикой типа производства является коэффициент закрепления операций Кз. о, который рассчитывают по формуле
Кз. о = mд´ Кз. д. од, (6)
где mд - количество наименований деталей обрабатываемых на участке;
Кз. д. од- коэффициент закрепления операций за одним рабочим
местом по деталям одного наименования (принимаем 1).
2. 1. 8 Количество наименований деталей, обрабатываемых на участке mд, вычисляют по формуле
 , (7)
, (7)
где Fд. о- действительный годовой фонд работы оборудования;
Кз - коэффициент загрузки оборудования, принимаем от 0, 8 до 0, 85;
Тшт-мин - норма штучного времени на операцию широкого
расчетного места;
а - это коэффициент допустимых потерь времени на наладку
оборудования (принимаем для среднесерийного
производства 0, 05…0, 08).
Вд - годовой выпуск детали-представителя

Коэффициент закрепления операций вычисляют по формуле (6)
Кз. о=14, 311´ 1=15
2. 1. 9 Для серийного производства характерен запуск деталей в производство партиями. Минимальное количество деталей в партии n определяется по формуле
 , (8)
, (8)
где Тп. з - норма подготовительно-заключительного времени на ведущую
операцию;
Тшт - норма штучного времени на ведущую операцию

2. 1. 10 Расчетная величина партии корректируется таким образом, чтобы она была равна половине сменному, сменному или суточному выпуску детали и кратна годовому выпуску. Корректируем размер партии по месячному выпуску детали Вмес, в соответствии с формулой
 , (9)
, (9)
где Вд - годовой выпуск детали

2. 1. 11 Оптимальный размер партии детали, запускаемой в производство nопт, вычисляют по формуле
nопт = Вмес/к, (10)
где к - количество партий в месяц, целое число;
 .
.
2. 2 Выбор вида и метода получения заготовки
2. 2. 1 Для обработки заготовок на металлорежущих станках с наибольшей производительностью и наименьшим отходом металла в стружку необходимо стремиться к повышению точности и классу шероховатости поверхности заготовки. Стараться максимально приближать форму и размеры заготовки к форме и размерам готовой детали.
На выбор метода получения заготовки влияют:
- материал детали;
- конструкция детали;
- тип производства;
- имеющееся оборудование;
- себестоимость изготовления;
- трудоёмкость изготовления.
Учитывая данные факторы, выбираем метод получения заготовки – штамповка.
2. 2. 2Штамповка - процесс обработки металлов давлением, при котором формообразование детали осуществляется в специализированном инструменте — штампе.
Штамп - инструмент, предназначенный для придания детали заданной конфигурации посредством пластической деформации заготовки или разделением её на части.
Для получения штамповок используются разнообразные машины: молоты, кривошипные прессы, горизонтально-ковочные машины, гидравлические прессы, кузнечно-штамповочные автоматы и др. В крупносерийном производстве применяют автоматы и автоматизированные линии, а также всевозможные загрузочные и манипулирующие устройства (включая промышленных роботов), позволяющие существенно повысить производительность труда.
Для сравнения проводится анализ двух методов получения заготовки по такому показателю, как себестоимость получаемой заготовки. В качестве используемого метода примем тот, где себестоимость изготовления будет ниже. Для сравнения принимаем два метода получения заготовки: штамповка и пруток.
2. 2. 3 Себестоимость заготовки Sзаг, руб., рассчитывают по формуле
Sзаг=(Ci/1000× Q× Kt× Kc× Kв× Km× Kn)-(Q-q)× Sотх/1000, (11)
где Sзаг– себестоимость заготовки;
Ci – стоимость одной тонны заготовок;
Q – масса заготовки;
q – масса детали;
Kt- коэффициент, зависящий от точности отливки;
Km- коэффициент, зависящий от марки материала;
Kc- коэффициент, зависящий от группы сложности отливок;
Kв– коэффициент, зависящий от массы отливок;
Kn– коэффициент, зависящий от объема производства;
Sотх – стоимость отходов за одну тонну (принимаем равной 30% от
стоимости 1 тонны заготовок).
Kt=1, 05
Km =1, 18
Kc= 1 [5, с. 31-35]
Kв=1, 29
Kn =1
Sзаг=(40000/1000× 0, 942× 1, 05× 1× 1, 29× 1, 18× 1)-(0, 942-0, 260)× 12000/1000 ==52, 04 руб.
При получении заготовки штамповкой себестоимость заготовки составляет 52, 04 рубля.
При расчете себестоимости заготовки, получаемой прутком, производят расчет, аналогичный выше приведенному.
Sзаг=(40000/1000× 1, 9× 1, 05× 1× 1, 29× 1, 18× 1)-(1, 9-
-0, 092)× (12000/1000)=101, 79 руб.
Таким образом, для данной детали наиболее экономически выгодно применение метода получения заготовки штамповкой.
2. 2. 4 Важным показателем метода получения заготовки является коэффициент использования материала Ким, который рассчитывается по формуле:
 , (12)
, (12)
Ким ≥ 0, 6, (13)
где mдет - масса детали;
mзаг – масса заготовки
Ким=0, 260/0, 942=0, 27
0, 6> 0, 27
Выбираем способ получения заготовки штамповкой, т. к. данный коэффициент обеспечивает условия базирования для тонкостенной детали, используемой в курсовом проекте.
2. 3 Выбор и обоснование технологических баз
2. 3. 1 Базирование – это придание заготовке или изделию требуемого положения относительно выбранной системы координат. Базы – это поверхность, сочетание поверхностей, ось или точка, используемая для базирования.
2. 3. 2 По своему назначению базы делятся на:
- конструкторская – это база, используемая для определения
расположения детали или сборочной единицы в изделии;
- измерительная – это база, используемая для определения
относительного положения заготовки или изделия и средств измерения;
- технологическая – это база, используемая для определения положения
заготовки или изделия в процессе изготовления и ремонта.
2. 3. 3 Различают следующие технологические базы:
- черновые базы – это базы (поверхность, сочетание поверхностей, ось
или точка) служащие для установки детали на станке на первой
операции;
- чистовые базы – это ранее обработанные поверхности, служащие базами
на последующих операциях.
2. 3. 4 Выбор черновых баз
На первой механической операции в качестве черновых баз используют поверхности, отвечающие следующим правилам:
- черновая база используется один раз;
- для деталей, которые не обрабатываются со всех сторон, черновыми
базами выбирают те поверхности, которые в будущем не
обрабатываются;
- если деталь обрабатывается со всех сторон, то за черновую базу берётся
поверхность, у которой минимальный припуск;
- поверхности черновых баз должны иметь достаточные размеры и
обеспечивать устойчивость и жёсткость детали;
- базовые поверхности должны быть чистыми, ровными, не иметь
уклонов, следов от разъёмов штампа.
В качестве черновой базы на первой операции используются поверхности, обозначенные на чертеже заготовки знаком « ». С поверхностей черновых баз снимается минимальный припуск, и они имеют достаточные размеры, и при этом обеспечивается необходимая жёсткость детали. В качестве черновой базы используют поверхность А и Б (рисунок 1).
2. 3. 5 Выбор чистовых баз
Для выбора чистовых баз механической обработки руководствуются следующими принципами:
- базы должны обеспечивать устойчивость изготовления детали,
приспособления, удобство крепления и снятия детали;
- базовые поверхности должны выбираться так, чтобы усилия резания не
отжимали деталь от приспособления.
При выборе технологических баз детали должны соблюдаться два принципа:
- принцип постоянства, то есть для выполнения нескольких операций
используется одна и та же поверхность в качестве базовой;
- принцип совмещения баз, то есть при выборе баз различного назначения
необходимо стремиться использовать одну и ту же поверхность в
качестве баз.
Соблюдая вышеперечисленные принципы, в качестве чистовых баз принимаем: отверстие диаметром 70, 05+0, 1, а так же торцевая поверхность Б. (см. рисунок 1).
2. 4 Проектирование маршрутного технологического процесса изготовления детали с выбором оборудования и технологической оснастки
2. 4. 1 Маршрут изготовления детали «Фланец» чертеж №711. 363. 006 состоит из следующих операций:
- 5…100 - получение заготовки (штамповка).
- 105 - токарная с ЧПУ. На данной операции производится следующие действия:
1. подрезается торец 1 в размер 38, 3h12, снимается фаска 4, растачивается отверстие 5 в размер диаметр69, 3H12;
2. точится поверхность 2 в размер диаметр86, 5h11 и подрезается торец 3 в размер 10±1.
В качестве приспособления для установки и закрепления детали применяется стандартный трёхкулачковый патрон.
- 110 – токарная с ЧПУ. На данной операции производится следующие действия:
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|