- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Тш= (То+Тв)(1+(аорг+атех+аобс)/100), (61) 3 страница
где t- глубина резания.
D- окончательный диаметр.
d- начальный диаметр.
D=89 мм.
d=86, 5 мм.
t=(89-86, 5)/2=1, 25 мм.
Выбираем глубину резания с учетом припуска на обработку, жесткости технологической системы и точности обработки.
Принимаем t=1, 25 мм
2. 7. 3. 3. Подачу So, мм/об, вычисляют по справочнику
So=0, 49 мм/об [11, с. 266, таблица 11]
2. 7. 3. 4 Скорость резания V, м/мин вычисляют по формуле
 , (34)
, (34)
где Kv- общий поправочный коэффициент.
Сv - коэффициент скорости резания при обработке резцами.
m, x, y- показатели степеней.
Сv = 350
m = 0, 2 [11, с. 270, таблица 17]
x = 0, 15
y = 0, 35
2. 7. 3. 5 КоэффициентKv вычисляют по формуле
Kv = Kmv × Knv × Kuv × Кj × Кrv, (35)
где Kmv- коэффициент, учитывающий влияние материала заготовки.
Knv- коэффициент учитывающий состояние поверхности
Kuv – коэффициент учитывающий материал инструмента;
Кj - коэффициент угла в плане;
Кrv – коэффициент радиуса при вершине резца.
Knv = 0, 8 [11, с. 263, таблица 4]
Kmv = 0, 75 [11, с. 263, таблица 5]
Kuv = 1 [11, с. 263, таблица 6]
Кj = 1 [11, с. 271, таблица 18]
Кj1 = 0, 94 [11, с. 271, таблица 18]
Кr = 0, 94 [11, с. 271, таблица 18]
Кrv = 0, 94 [11, с. 271, таблица 18]
КТС и КТν -не учитываются
Kv = 0, 75 × 0, 8 × 1 × 1 × 0, 94 × 0, 94 = 0, 53
Тогда скорость резания находится по формуле (34)

2. 7. 3. 6 Частоту вращения шпинделя n, об/мин, вычисляют по формуле
 , (36)
, (36)
где V- скорость резания;
D – диаметр обрабатываемой поверхности.

Корректируем частоту вращения по паспорту станка:
nд= 400 об/мин
2. 7. 3. 7 Скорость главного движения Vд, м/мин, вычисляют по формуле
 , (37)
, (37)
где D – обрабатываемый диаметр;
nд– частота вращения шпинделя.

2. 7. 3. 8 Минутную подачу Sм, м/мин, вычисляют по формуле
Sм = SО × nд, (38)
где SО – подача, мм/об;
nд– частота вращения шпинделя.
Sм = 0, 49 × 400 = 196 мм/об = 0, 196 м/мин
2. 7. 3. 9 Мощность потребную на резание N, кВт, вычисляют по формуле
 (39)
(39)
где Pz - сила резания.
V - скорость резания.
2. 7. 3. 10 Силу резания Pz, Н, вычисляют по формуле
Рz = 9, 81 × Ср × tx× Soy × Vn × Кр, (40)
где Ср - постоянная силы резания, в зависимости от материала детали;
x, y, n- показатели степеней;
V – скорость резания;
Sо – подача;
Кр- поправочный коэффициент учитывающий влияние качества
алюминиевых сплавов на силовые зависимости.
Кр =0, 75 [11, с. 265, таблица 10]
Ср = 300
x = 1 [11, с. 273, таблица 22]
y = 0, 75
n = 0
Рz = 9, 81 × 300 × 1, 251 × 0, 490, 75 × 0, 75 = 1600 кВт
Мощность потребная на резание находится по формуле (39)
2. 7. 3. 11 Проверочный расчет осуществляют по формулам
N≤ Nшп, (41)
где N – мощность потребная на резание;
Nшп – мощность шпинделя.
Мощность шпинделя вычисляют по формуле
Nшп = Nэд × η, (42)
где Nэд – мощность электродвигателя станка;
η – КПД станка.
Nшп =30 × 0, 8=24 кВт
2, 84< 24
Условие выполняется.
2. 7. 4 Расчет режимов резания на операцию № 125, переход 001
2. 7. 4. 1 Исходные данные:
- обрабатываемая поверхность 4Н12(+0, 12)
- модель станка: обрабатывающий центр мод. МС-032. 06;
- тип фрезы: концевая, диаметром 4 мм;
- материал режущей части: твердосплавная сталь;
- ширина фрезерования: 4 мм;
- число зубьев Z= 4;
- геометрия фрезы:
1. j=60° [11, с. 348, таблица 9- 8]
2. a=14°
3. a1=8°
4. g=25°
2. 7. 4. 2 Глубина резания t, мм
t = 2 мм. [11, с. 281-282]
2. 7. 4. 3 Подача Sо, мм/об
Sо=0, 06 мм/об; [11, с. 282, таблица 33-38]
2. 7. 4. 4 Подачу на зуб Sz, мм/зуб, вычисляют по формуле
 , (43)
, (43)
2. 7. 4. 5 Период стойкости инструмента Т, мин
Т=80 мин. [11, с. 290, таблица 40]
2. 7. 4. 6 Скорость резания V, м/мин, вычисляют по формуле
 , (44)
, (44)
где Cv – поправочный коэффициент;
q, x, y, u, p, m – показатели степени;
Т – период стойкости инструмента;
t – глубина резания;
Sz – подача на зуб;
В – ширина фрезерования;
D – диаметр фрезы;
z – число зубьев;
Кv- коэффициент.
Cv = 46, 7
q = 0, 45
x = 0, 5
y = 0, 5 [11, с. 286-290, таблица 39]
u = 0, 1
p = 0, 1
m = 0, 33
2. 7. 4. 7 Коэффициент Кv вычисляют по формуле
Kv = Kmv × Knv × Kuv, (45)
где Кmv - поправочный коэффициент, учитывающий влияние физико-
механических свойств алюминиевых сплавов на скорость резания.
Кnv – поправочный коэффициент, учитывающий влияние состояния
поверхности заготовки на скорость резания.
Кuv – поправочный коэффициент, учитывающий влияние
инструментального материала на скорость резания.
Кmv = 0, 75 [11, с. 263, таблица 4]
Кnv = 0, 8 [11, с. 263, таблица 5]
Кuv = 1 [11, с. 253, таблица 6]
Kv = 0, 75 × 0, 8 × 1 = 0, 6
Скорость резания находится по формуле (44)

2. 7. 4. 8 Число оборотов фрезы n, об/мин, вычисляют по формуле
 , (46)
, (46)
где V – скорость резания;
D – диаметр фрезы.

Корректируем полученное значение по паспорту станка:
nд = 2000 об/мин
2. 7. 4. 9 Действительную скорость Vд, м/мин, вычисляют по формуле
 , (47)
, (47)
где D – диаметр фрезы;
nд – число оборотов фрезы.

2. 7. 4. 10 Скорость подачи Vs, мм/мин, вычисляют по формуле
Vs= Sz × z × nд , (48)
где Sz – подача на зуб;
z – число зубьев фрезы.
Vs= 0, 03 × 4 × 2000=240 мм/мин
2. 7. 4. 11 Мощность резания N, кВт вычисляют по формуле
 , (49)
, (49)
где Pz – сила резания;
Vд – скорость подачи.
2. 7. 4. 12 Сила резания Pz, Н, вычисляется по формуле
 , (50)
, (50)
где Ср – коэффициент уточнения;
x, y, u, q, w – показатели степени;
t– глубина резания;
Sz – подача на зуб;
D – диаметр фрезы;
n – число оборотов фрезы;
Kmp – поправочный коэффициент.
Ср = 12, 5
x = 0, 85
y = 0, 75 [11, с. 291, таблица 41]
u = 1
q = 0, 73
w = 0
Kmр = 0, 75 [11, с. 265, таблица 10]

Мощность резания находится по формуле (49)
2. 7. 4. 13 Проверочный расчет осуществляют по формуле
N≤ Nшп, (51)
где N – мощность потребная на резание;
Nшп – мощность шпинделя.
Мощность шпинделя вычисляют по формуле
Nшп = Nэд × η, (52)
где Nэд – мощность электродвигателя станка;
η – КПД станка.
Nшп =3 × 0, 8 = 2, 4кВт
0, 017< 2, 4
Условие выполняется
2. 7. 5 Режимы резания на оставшиеся операции и переходы представлены в таблице 8 [2, с. 261-291].
Таблица 8 - Режимы резания
| Операция | Переход | υ, м/мин | S, мм/об | t, мм | n, об/мин |
| 141, 4 108, 64 | 0, 84 0, 49 | 2, 15 1, 25 | |||
| 149, 4 153, 4 235, 4 329, 9 | 0, 83 0, 68 0, 31 0, 35 | 0, 5 0, 25 | |||
| 157, 1 206, 8 194, 8 158, 2 160, 5 195, 9 160, 4 | 0, 83 0, 68 0, 38 0, 5 0, 61 0, 22 0, 61 0, 5 1, 5 | 0, 4 1, 8 1, 6 1, 5 0, 6 0, 25 0, 5 0, 3 | |||
| Окончание таблицы 8 | |||||
| 25, 12 13, 8 | 0, 03 0, 04 0, 04 | ||||
| 40, 8 39, 5 | 0, 14 0, 09 | 2, 1 | |||
| 0, 09 | 1, 6 | ||||
| 27, 3 | 0, 15 | 1, 4 | |||
2. 8 Нормирование операции
2. 8. 1 Важнейшим фактором планирования кадров на предприятии является нормирование труда. Нормирование – это определение необходимых затрат рабочего времени на выполнение конкретного объема работ в конкретных организационно - технических условиях.
Рабочее время – установленная законодательством продолжительность дня (рабочая неделя), в течение которого рабочий выполняет порученную ему работу. Классификация затрат рабочего времени по отношению к производственному процессу представлена на рисунке 6.
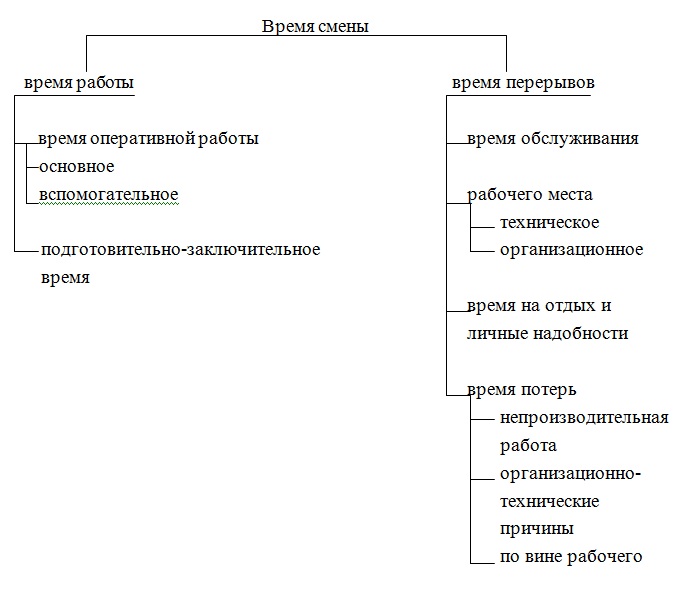
Рисунок 6 – Классификация затрат рабочего времени
2. 8. 2 Расчёт норм времени на операцию № 125
2. 8. 2. 1 Исходные данные для расчета:
- операция программная;
- оборудование: обрабатывающий центр МС-032. 06;
- масса детали 0, 026;
- приспособление спец.;
- условия организации труда: централизованная доставка на рабочее
место заготовок, инструмента, приспособлений и документации, сдача
их после обработки партии деталей;
- количество инструментов - 3, количество переходов - 3:
1. фреза концевая диаметром 4 «Hanita» D01404002.
2. фреза концевая диаметром 16 НМ90 Е90А-D16-2С16.
3. фреза концевая диаметром 8 400408003.
- годовая программа выпуска 72000 шт;
- режимы резания занесены в таблицу (8);
- мерительный инструмент:
1. калибр 4Н12
2. шаблон 28h13;
3. калибр 18, 5Н12
4. калибр 24Н14
5. шаблон 2, 5±0, 2.
2. 8. 2. 2 Штучное время Тшт, мин, вычисляют по формуле
Тш= (Тца+Тв)(1+(аорг+атех+аобс)/100), (53)
где Тш- норма штучного времени;
То- оперативное время;
Тв- вспомогательное время.
Тца=15, 6 мин
2. 8. 2. 3 Вспомогательное время Тв, мин, вычисляют по формуле
Тв=Твуст+Твопер+Твизм+Твдоп (54)
где Твуст- время на установку и снятие детали;
Твпер- время связанное с переходом;
Твизм- время на измерение;
аорг, атех, аобс – время на обслуживание рабочего места, отдых и
личные надобности.
Твуст= 0, 14 мин [7, с. 52, карта 3]
Твпер=2, 46 мин[7, с. 79, карта 14]
Твизм= 0, 05+0, 05+0, 14+0, 14+0, 14=0, 52 мин [7, с. 80-89, карта 15]
Тогда вспомогательное время составит:
Тв=0, 14+2, 46+0, 52=3, 12 мин
атех +аорг+аотл=10, 5+6, 9+2=19, 4% [7, с. 90-92, карта 16-17]
Находим норму штучного времени по формуле (53)
Тшт=(15, 6+3, 12)х(1+19, 4/100)=22, 3 мин
2. 8. 2. 4 Штучно-калькуляционное время Тшт-к, мин, находят по формуле
Тшт-к=Тшт+Тпз/N, (55)
где Тшт-к – штучно-калькуляционное время
Тпз - подготовительно-заключительное время
N - количество штук в партии представителя
N=100 шт
2. 8. 2. 5 Подготовительно - заключительное время Тпз, мин, вычисляют по формуле
Тпз=Торг+Тн+Тпр, (56)
где Торг - время наладки;
Тпр - время на пробную обработку;
Тн - время на наладку.
Торг = 4+2+2 =8 мин [7, с. 96, карта 21]
Тн=6+0, 2+0, 15*4+0, 5*9+3, 5+0, 2=13 [7, с. 96, карта 21]
Тпр =4, 6+15, 6 = 20, 2 мин [7, с. 109, карта 31]
Подготовительно- заключительное время составляет:
Тпз= 8+13+20, 2=41, 2 мин
Штучно-калькуляционное время находят по формуле (55):
Тшт-к=22, 3+41, 2/100=22, 71мин.
2. 8. 3 Расчёт норм времени на операцию № 145
2. 8. 3. 1 Исходные данные для расчета:
- операциясверлильная
- оборудование: сверлильный мод. 2Н125;
- масса детали 0, 026 кг;
- приспособление - кондуктор;
- условия организации труда: централизованная доставка на рабочее
место заготовок, инструмента, приспособлений и документации, сдача
их после обработки партии деталей;
- количество инструментов - 1, количество переходов 1:
1. сверло Ф3, 2 ГОСТ 10902-77 Р5М5;
- годовая программа выпуска 72000 шт;
- режимы резания занесены в таблицу (8);
- мерительный инструмент:
1. Пробка 3, 2Н12;
2. 8. 3. 2 Штучное время Тшт, мин, вычисляют по формуле
Тшт = (То+ Тв) (1 + (аорг + атех + аобс)/100), (57)
где Тш- норма штучного времени.
То- оперативное время.
Тв- вспомогательное время.
аорг, атех, аобс – время на обслуживание рабочего места, отдых и
личные надобности.
То =5, 05 мин
2. 8. 3. 3 Вспомогательное время Тв, мин вычисляют по формуле
Тв = Твуст+ Твопер + Твизм + Твдоп, (58)
где Твуст- время на установку и снятие детали.
Твпер- время связанное с переходом.
Твизм- время на измерение.
аорг, атех, аобс – время на обслуживание рабочего места, отдых и
личные надобности.
Твуст= 0, 33 мин [7, с. 76-78, карта 13]
Твпер= 0, 1+0, 09 = 0, 19 мин [7, с. 79, карта 14]
Твизм= 0, 03 мин [7, с. 80-89, карта 15]
Вспомогательное время составляет:
Тв= 0, 33+0, 19+0, 03 = 0, 55 мин
атех +аорг+аотл=7% [7, с. 90-92, карта 16-17]
Находим норму штучного времени по формуле (57)
Тшт=(5, 05+0, 55)х(1+7/100)=5, 99 мин
2. 8. 3. 3 Штучно-калькуляционное время Тшт-к, мин, находят по формуле
Тшт-к=Тшт+Тпз/N, (59)
где Тшт-к – штучно-калькуляционное время;
Тпз - подготовительно-заключительное время;
N - количество штук в партии представителя.
N=100 шт
2. 8. 3. 4 Подготовительно - заключительное время Тпз, мин, вычисляют по формуле
Тпз=Торг+Тн+Тпр, (60)
где Торг - время наладки
Тпр - время на пробную обработку
Торг = 4+2+2=8 мин [7, с. 102, карта 26]
Тн = 4+0, 3+0, 2+0, 5+0, 2 = 5, 2мин [7, с. 102, карта 26]
Тпр = 0, т. к. нет размеров точнее 11 квалитета
Подготовительно- заключительное время составит:
Тпз= 8+5, 2+0=13, 2 мин
Находим штучно-калькуляционное время по формуле (59):
Тшт-к=5, 99+13, 2/100=6, 122 мин
2. 8. 4 Расчёт норм времени на операцию № 135
2. 8. 4. 1 Исходные данные для расчета:
- операцияфрезерная;
- оборудование: фрезерный мод. 676;
- масса детали 0, 026 кг;
- приспособление специальное;
- условия организации труда: централизованная доставка на рабочее
место заготовок, инструмента, приспособлений и документации, сдача
их после обработки партии деталей:
- количество инструментов: 2, количество переходов: 2.
1. фреза дисковая диаметром 63х1, 5 спец. Р6М5
2. фреза дисковая диаметром 63х18, 5 спец. Р6М5.
- годовая программа выпуска 72000 шт.
- режимы резания занесены в таблицу (8).
- мерительный инструмент:
1. калибр 18, 5Н12
2. калибр 1, 5+0, 08
3. шаблон 5, 5h13
4. шаблон 3±1
5. шаблон 2, 2±0, 1
6. шаблон 18̊ 30`±1̊.
2. 8. 3. 2 Штучное время Тшт, вычисляют по формуле
Тш= (То+Тв)(1+(аорг+атех+аобс)/100), (61)
где Тш- норма штучного времени.
То- оперативное время.
Тв- вспомогательное время.
аорг, атех, аобс – время на обслуживание рабочего места, отдых и
личные надобности.
То =4, 5 мин
2. 8. 4. 3 Вспомогательное время Тв, мин, вычисляют по формуле
Тв=Твуст+Твпер+Твизм+Твдоп, (62)
где Твуст - время на установку и снятие детали.
Твпер- время, связанное с переходом.
Твизм- время на измерение
Твуст= 0, 1 мин [7, с. 52-78, карта 3-13]
Твпер=0, 14+0, 07*2+0, 06*2+0, 05=0, 45 мин [7, с. 79, карта 14]
Твизм=0, 14+0, 14+0, 05+0, 05+0, 05+0, 06=0, 49мин[7, с. 80-89, карта 15]
Тв=0, 1+0, 45+0, 49= 1, 04 мин
атех +аорг+аотл=8% [7, с. 90-92, карта 16-17]
Находим норму штучного времени по формуле (61)
Тшт=(4, 5+1, 04)× (1+8/100)=5, 98 мин
2. 8. 4. 4 Штучно-калькуляционное время Тшт-к, мин, вычисляют по формуле
Тшт-к=Тшт+Тпз/N, (63)
где Тшт-к – штучно-калькуляционное время
Тпз - подготовительно-заключительное время
N - количество штук в партии представителя
N=100 шт
2. 8. 4. 5 Подготовительно- заключительное время Тпз, мин, вычисляют по формуле
Тпз=Торг+Тн+Тпр (64)
где Торг - время наладки
Тпр - время на пробную обработку
Торг = 4+2+2=8 мин [7, с. 96, карта 21]
Тн=5+0, 3+0, 2*2+0, 3=6 мин [7, с. 96, карта 21]
Тпр =0, т. к. нет размеров точнее 11 квалитета
Подготовительно- заключительное время составит:
Тпз= 8+6+0= 14 мин
Находим штучно-калькуляционное время по формуле (63):
Тшт-к=5, 98+14/100=6, 12 мин
2. 9 Расчет и кодирование программ для станков с ЧПУ
2. 9. 1 Для обработки детали на станках с ЧПУ требуется управляющая программа. Управляющая программа - представляет собой набор указаний исполнительным органам станка представленных в кодах системы ЧПУ.
2. 9. 2 Подготовка программ производится с помощью системы автоматизированного программирования (САП). Применение ЭВМ для подготовки УП поставило этот процесс на качественно новый уровень.
2. 9. 3 Разработка программ осуществляется на автоматизированном рабочем месте (АРМ). Это комплекс состоящий из аппаратной части (ЭВМ периферийные устройства) и программно-математического обеспечения (ПМО). Использование современных, так называемых CAD/CAM(автоматизированное проектирование и автоматизированные системы технологической подготовки производства) систем применяемых, для разработки УП, на предприятиях позволяет не только сократить сроки подготовки производства, но и значительно повысить качество разработки УП. Разработка ведется с использованием оптимальных стратегии обработки и режимов резания. Для ввода исходной информации необходимо построение числовой математической модели детали. И затем, в диалоговом режиме ведется проектирование УП.
2. 9. 4 После разработки, УП переносится на программоноситель, а затем передается на станок с ЧПУ.
Для разработки УП мною использовались CAD/CAMсистемы применяющиеся на предприятии ПО SolidWorks (SolidWorksСо., США)
2. 9. 5 Пример программы для обрабатывающего центра модели
МС-032. 06представлен в приложении А.
2. 9. 6 Пример программы для токарного станка с ЧПУ модели СТП-220АП представлен в приложении Б.
2. 10 Описание последовательности наладки станка с ЧПУ
2. 10. 1 Наладка - это подготовка технологического оборудования и технологической оснастки к выполнению технологической операции. Под наладкой следует понимать большой комплекс действий, направленных на подготовку как новых, так и находящихся в эксплуатации станков к работе, поддержание их в работоспособном состоянии.
Наладка станка является одним из ответственных этапов эксплуатации станка с ЧПУ. Правильная наладка способствует повышению производительности труда, качества продукции и сохранения долговечности оборудования.
2. 10. 2 Наладка станка с ЧПУ также включает в себя размещение рабочих органов станка в исходное положение, пробную обработку детали, внесение корректировки на положение инструмента и режима обработки, исправление погрешностей и недочетов управляющей программы.
2. 10. 3 Последовательность наладки на станок с ПУ:
- в соответствии с операционной картой получить инструмент, проверить
отсутствие на нем повреждений, надежность крепления режущих
пластинок правильность заточки и т. д.;
- настроить режущий инструмент;
- установить налаженный инструмент в инструментальный магазин или в
резцедержатель;
- установить приспособления, проверить надежность закрепления
заготовки и выверить приспособления, то есть совместить оси координат
станка с осями координат приспособления;
- проверить работоспособность рабочих органов станка на холостом ходу;
- ввести программу обработки;
- переместить шпиндель и стол станка в предусмотренное картой наладки
нулевое положение;
- проверить отсутствие информации на корректорах и набрать значения,
обеспечивающие получения требуемых размеров детали;
- закрепить заготовку в приспособление;
- установить переключатель режима в положение «автоматический
режим» или «полуавтоматический режим»;
- обработать первую заготовку;
- измерить изготовленную деталь и рассчитать поправки, которые вводим
на корректора;
- обработать заготовку повторно в «автоматическом режиме»;
- измерить готовую деталь.
3. Конструкторская часть
3. 1Описание и расчет станочного приспособления для обрабатывающего центра модели МС-032. 06
3. 1. 1 В машиностроении широко применяется разнообразная технологическая оснастка, под которой понимаются станочные приспособления, вспомогательный, режущий и измерительный инструмент.
3. 1. 2 Кстаночным приспособлениям относят дополнительные устройства, используемые для механической обработки, сборки и контроля деталей, сборочных единиц и изделий. По технологическому назначению приспособления подразделяются на станочные приспособления, патроны и устройства для закрепления рабочего инструмента, сборочные приспособления и кантователи на сборочных операциях.
3. 1. 3 С учетом эксплуатационных характеристик станочные приспособления подразделяются на универсальные (машинные тиски, патроны, делительные головки, поворотные столы и др. ) и специальные, предназначенные для выполнения определенных операций механической обработки данной заготовки или детали.
3. 1. 4 Основными элементами приспособления являются опоры, зажимы для закрепления обрабатываемой заготовки или детали, делительные или поворотные устройства и механизированные приводы.
3. 1. 5 Для получения заданной точности детали в процессе обработки, а также заданного положения в готовом изделии деталь должна быть установлена определенным образом. Всякое тело, свободно двигаясь в пространстве имеет шесть степеней свободы:
- перемещение вдоль осей x, y, z;
- вращение вдоль осей x, y, z.
Деталь в приспособлении должна быть лишена всех шести степеней свободы и занимать одно единственное положение относительно станка и режущего инструмента.
3. 1. 6 Выбор установочных элементов.
3. 1. 6. 1 Схема базирования детали изображена на рисунке 1. Установочными элементами приспособления являются плоскость и палец. В качестве зажимныхэлементов используется резьбовой зажим.
3. 1. 6. 2 Данная схема базирования может быть реализована с помощью следующих установочных и зажимных элементов:
- базирование по главной установочной базе осуществляется плоскостью
приспособления, прижим детали осуществляется с помощью резьбового
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|