- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
2.2. Дәнекерлеу жабдығын және электрод маркаларын таңдау.
Балқ ытылғ ан электродтар ү шін диаметрі 0, 3.. 0, 12мм болатын суық тартылғ ан калибрленген сым сонымен қ атар ыстық тай тапталғ ан немесе ұ нтақ сым электродтық ленталар жә не тілім мейлінше кең таралғ ан материалдар болып табылады. Егер сым маркасының соң ында А ә рпі кө рсетілген болса онда оның жоғ ары сапалы болатпен фосфордан жасалғ анын кө рсетеді. Сымды орам, шарғ ы немесе касета тү рінде жеткізеді. Сымның жоғ арғ ы жағ ы қ ақ сыз, тотсыз, таза болу керек. Балқ ымайтын электродты ө зек электротехникалық кө мірден, синтетикалық графиттен жә не вольврамнан жасалады. Кө мір жә не графит электродтардың диаметрі 5-25мм, қ зындығ ы 200-300мм болатын цилиндрлі ө зегі.
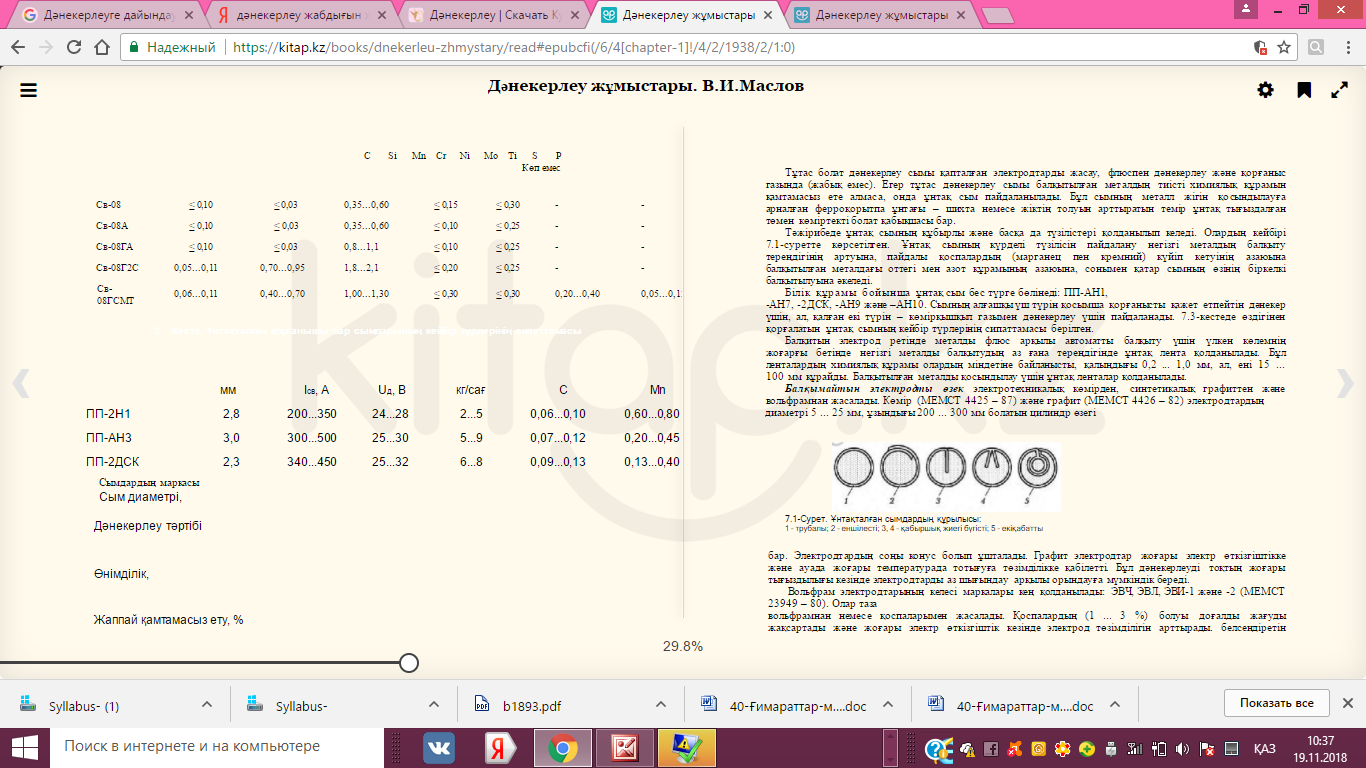
Ұ нтақ талғ ан сымдардың қ ұ рылысы.
Электродтардың соң ы конус болып табылады. Графит электродтар жоғ ары электр ө ткізгішке жә не ауада жоғ ары температурада тотытуғ а тө зімділікке қ абілетті. Бқ л дә некерлеуді токтың жоғ ары кезінде электродты аз шығ ындау арқ ылы орындауғ а мү мкіндік береді. Вольфрам электродты маркалары кең інен қ олданады: ЭВЧ, ЭВЛ, ЭВИ-1 жә не 2. Олар таза вольфрамнан немесе қ оспалардан жасалады.
Қ ол доғ алауғ а арнлағ ан қ апталғ ан электрод сыртына батыру қ ысым арқ ылы батыру тә сілімен арнайы қ ұ рамымыен қ алың дығ ы бар қ аптамамен қ апталғ ан металл ө зектң бң лдіреді. Қ аптама жануының тұ рақ ты жануын, сонымен қ атар, тиісті механикалық қ асиеттері бар белгілі бір химиялық қ ұ рамының металл жігін алуды қ амтамасыз етеді. Қ ол доғ алы дә некерлеуге жә не балқ ытуғ а аранлғ ан қ апталғ ан электродтар МЕМСТ 9466-75 сә йкес мақ саты бойынша келесі топтарғ а бө лінеді: кө міртекті жә не тө мен қ оспалы қ ұ ралмалы болаттарды дә некерлеуге арналғ ан, ө осындыланғ ан болаттар, жылуғ а жә не жоғ ары қ осындыланғ ан болаттар, сонымен қ атар, жоғ арғ ы қ абатын балқ ытуғ а аранлғ ан.
Қ аптама қ алың дығ ы бойынша жұ қ а қ аптамалы, орташа қ алың дығ ы бар қ аптама, қ алың жә не ө те қ алың қ аптамамен, ал қ аптама қ ұ рамы бойынша-қ ышқ ыл (А), негізгі (Б), целлюлоза (Ц) ирутил (Р) қ аптамаен, сонымен қ атар, басқ а ү лгідегі қ аптамалар(П). Егер қ аптама қ ұ рамында 20%артық темір ұ нтағ ы болса, онда оның ү лгісінің белгісі Ж ә рпімен толық тырылады. Электродты балқ ыту кезінде бө лінетін газдар балқ ытылғ ан металды сенімді қ орғ анысты қ амтамасыз етеді. Дә некерлеу ваннасының металын маргенецпен тотық сыздандыру металдан газды белсінді тү рде жоюғ а ық пал етеді.
Қ аптамалы электродтар 1, 6, 2, 0; 2, 5; 3, 0; 4, 0; 5, 0; 6, 0 эә не 8, 0 мм диаметрмен шығ арылады. Дә некерлеудің ұ йғ арынды жазық тық та жағ дайы
бойыша қ аптамалыэлектродтартоптарғ а бө лінеді, нө мірлері шартты белгілерінеқ осылады: барлық жағ дайларү шінжоғ арыдан тө мендә некерлеу кезіндетіктенбасқ абарлық жағ дайларү шінтік
жазық тық татө менгі жә не кө лденең жә не тө меннен жоғ арығ а дә некерлеу кезіндетік жағ дайлар ү шін тө менгі, оның ішінде«қ айық ша» дә некерлеужағ дайлары. Қ аптаманың затбелгісінде осы электродтар пайдаланылуымү мкін дә некерлеудің кең істік жағ дайлары нұ сқ арлармен кө рсетіледі
Барлық қ ұ жаттарда (қ ұ растырымдық қ ұ жаттамадан басқ а) электродтардың
қ ысқ аша шартты белгілері, маркасы, диаметрі мен стандарт белгісі кө рсетілуі
тиіс.
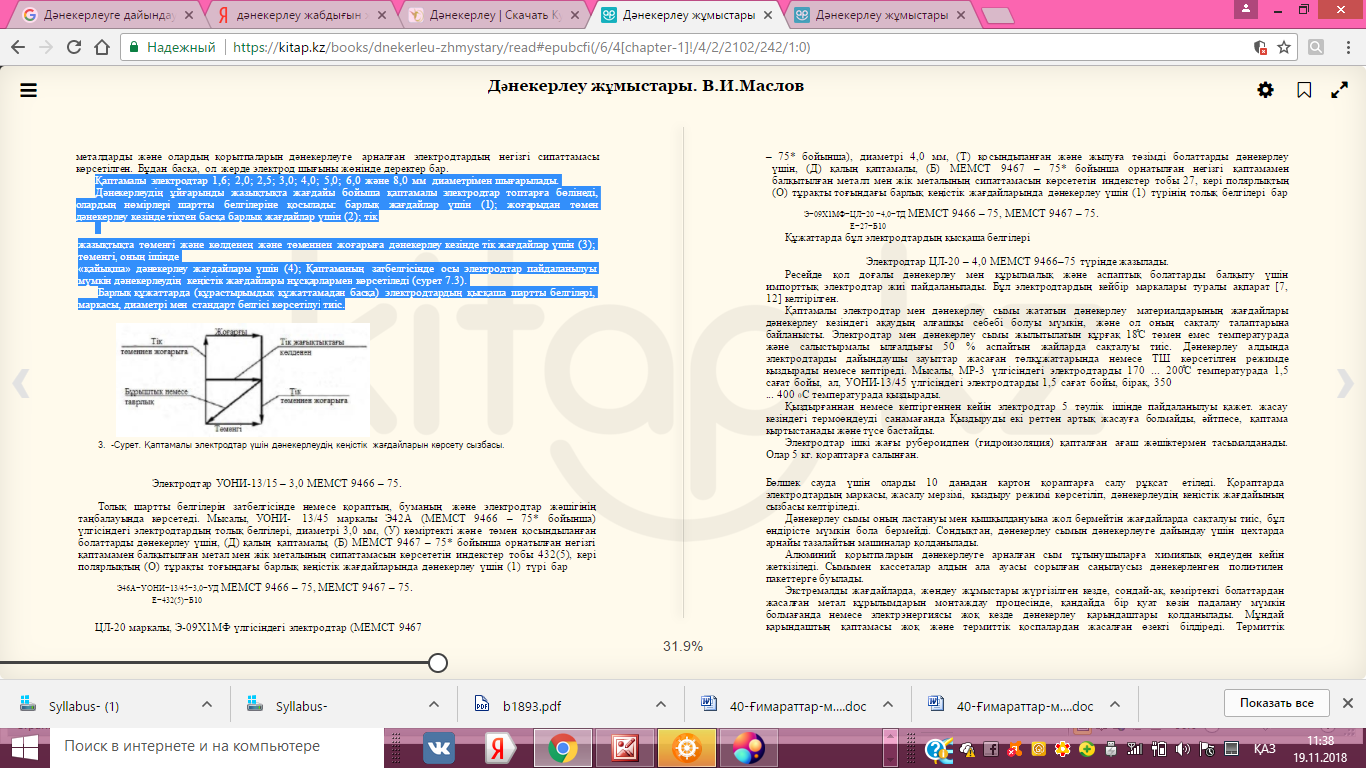
Сурет-5 Қ аптамалы электродтар ү шін дә некерлеудің кең істік жағ дайын кө рсету сызбасы.
Қ ыздырғ аннан немесе кептіргеннен кейін электродтар 5 тә улік ішінде пайдаланылуы қ ажет. жасаукезіндегі термоө ң деуді санамағ анда Қ ыздыруды екі реттен артық жасауғ а болмайды, ә йтпесе, қ аптама қ ыртыстанады жә не тү се бастайды.
Электродтар ішкі жағ ы рубероидпен (гидроизоляция) қ апталғ ан ағ аш жә шіктермен тасымалданады. Олар 5 кг. қ ораптарғ а салынғ ан.
Негізгі қ аптамалы электродтарды салқ ын жарық тарды жасауғ а бейім шың далғ ан болаттарды, кү кіртпен фосфор қ ұ рамы жоғ ары болаттарды, кө міртегі мен кү кірт қ ұ рамы жоғ ары тотық сызданғ ан тынық болаттарды, тө мен жә не жоғ ары қ осындыланғ ан болаттарды дә некерлеу ү шін қ олданады. Мұ ндайэлектродтар жоғ ары температура кезінде коррозиялыбелсенді ортада ү лкен айныматаң балы жү ктемекө рген қ ұ рылымның кез келген кең істіктегі жағ дайында кө пқ абатты дә некерлеу кезінде тиімді (кү кірттісутек ортадағ ы қ ұ быр желісі).
Негізгі қ аптамалы электродтармен дә некерлеу процесіне доғ аның қ ысқ а тұ йық талуымен металды ірітамшылы (тамшы диаметрі 4 мм асатын) тасымалдау тә н. Дә некерлеу алдында электродтарды 1 сағ атішінде 300... 400̊ С
температурада қ ыздырып алғ ан жө н.
Негізгі қ аптамалы электродтар пісіруқ ұ рылымдарын ө ндіру кезінде падаланылатынбарлық металдарды дә некерлеуге ұ сынылады. Жоғ арысапалы дә некерлеу жігін алудың негізгі шарттары, бұ л ретте максималды қ ысқ а доғ а жә не дә некерлеуалдында жиектерді мұ қ ият тазалау.
Негізгі қ аптамалы электродтардың алуан тү рлігінен кең танылғ ан сериясы УОНИ-13 (УОНИ13/45, -13/45А жә не -13/55К), ОЗС (ОЗС-3, -
4 жә не 12)Ғ сонымен қ атар ЦЛ )ЦЛ-17, -27А, -36 жә не -40), СМ-11, УП-2/45, ВСН-3, ДСК-50.
Целлюлозалық аптама негізінен органикалық материалдардан қ ұ ралғ ан: крахмал, декстрин, целлюлоза, ағ аштың ұ нтағ ы жә не т. с. с. Дә некерлеу доғ асының жану процесінде қ аптаманың бұ лкомпоненттері бө лшектеніп жә не доғ аның жылуының ә серінен жана балқ ытылатын металдың сенімді қ орғ анысын қ амтамасыз етеді. ЭлектродтарЦЛ-20–4, 0МЕМСТ9466–75тү ріндежазылады.
Ресейде қ ол доғ алы дә некерлеу мен қ ұ рылмалық жә не аспаптық болаттарды балқ ыту ү шінимпорттық электродтар жиі пайдаланылады. Бұ л электродтардың кейбір маркалары туралы ақ парат келтірілген.
Қ аптамалы электродтар мен дә некерлеу сымы жататын дә некерлеу материалдарының жағ дайларыдә некерлеу кезіндегі ақ аудың алғ ашқ ы себебі болуы мү мкін, жә не ол оның сақ талу талаптарынабайланысты. Электродтар мен дә некерлеу сымы жылытылатын қ ұ рғ ақ 18̊ С тө мен емес температурадажә не салыстырмалы ылғ алдығ ы 50 % аспайтын жайларда сақ талуы тиіс. Дә некерлеу алдындаэлектродтарды дайындаушы зауыттар жасағ ан тө лқ ұ жаттарында немесе
ТШ кө рсетілген режимдеқ ыздырады немесе кептіреді. Мысалы, МР3 ү лгісіндегі электродтарды 170... 200̊ С температурада 1, 5сағ ат бойы, ал, УОНИ-13/45 ү лгісіндегі электродтарды 1, 5 сағ ат бойы, бірақ, 3504000Стемпературадақ ыздырады.
Қ ыздырғ аннан немесе кептіргеннен кейін электродтар 5 тә улік ішінде пайдаланылуы қ ажет. жасаукезіндегі термоө ң деуді санамағ анда Қ ыздыруды екі реттен артық жасауғ а болмайды, ә йтпесе, қ аптама қ ыртыстанады жә не тү се бастайды.
Электродтар ішкі жағ ы рубероидпен (гидроизоляция) қ апталғ ан ағ аш жә шіктермен тасымалданады. Олар 5 кг. қ ораптарғ а салынғ ан.
Бө лшек сауда ү шін оларды 10 данадан картон қ ораптарғ а салу рұ қ сат етіледі. Қ ораптардаэлектродтардың маркасы, жасалу мерзімі, қ ыздыру режимі кө рсетіліп, дә некерлеудің кең істік жағ дайының сызбасы келтіріледі.
Дә некерлеу сымы оның ластануы мен қ ышқ ылдануына жол бермейтін жағ дайларда сақ талуы тиіс, бұ лө ндірісте мү мкін бола бермейді. Сондық тан, дә некерлеу сымын дә некерлеуге дайындау ү шін цехтардаарнайы тазалайтын машиналар
қ олданылады.
Алюминий қ орытпаларын дә некерлеуге арналғ ан сым тұ тынушыларғ а химиялық ө ң деуден кейінжеткізіледі. Сымымен кассеталар алдын ала ауасы сорылғ ан саң ылаусыз дә некерленген полиэтиленпакеттерге буылады.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|