- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Приклади інших способів зварювання. 5 страница














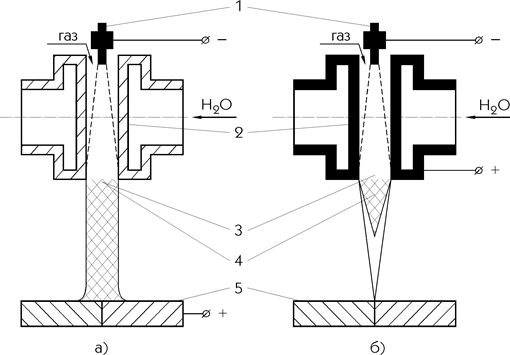
1 — катод; 2 — канал—сопло; 3 — плазмовий розряд;
4 — стовп плазмового розряду; 5 — виріб
Рисунок 2.36 — Схема плазмотрону
В канал-сопло подається плазмоутворюючий газ: аргон, гелій, азот, водень, пари води або їх суміші. Найбільша температура в парах води (50000 К). Плазмоутворюючий газ виконує наступні функції:
1) захист аноду від окиснення (руйнування);
2) охолодження аноду і каналу;
3) стабілізація процесу;
4) передача тепла в зону зварювання;
5) передача матеріалу, який напилюється, в робочу зону.
Нема такого газу, який би виконував усі ці функції, тому використовують суміш газів.
Плазмотрони використовуються для зварювання і напилення.
Докладніше по п. 2 дивись [9, 10, 13, 14].
3 Термічні недугові джерела енергії
3.1 Електронно–променевий нагрів
3.1.1 Електронно–променевий нагрів та його використання
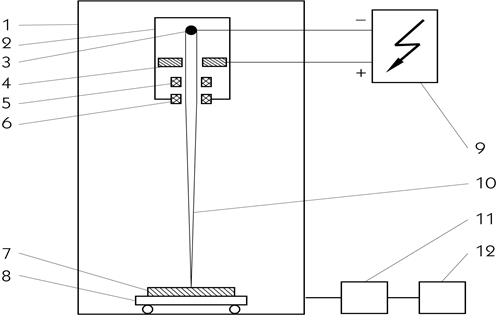
1 — вакуумна камера; 2 — електронна пушка; 3 — катод;
4 — анод; 5 — магнітна лінза; 6 —система, що відхиляє промінь;
7 — виріб; 8 — маніпулятор; 9 — джерело живлення;
10 — електронний промінь; 11 — високовакуумний насос;
12 — форвакуумний насос
Рисунок 3.1 — Схема електронно–променевого нагріву
Інструментом є електронний промінь. Нагрів виробу здійснюється за рахунок перетворення кінетичної енергії електронів в теплову при гальмуванні їх в приповерхневих шарах твердого тіла. Потужність електронного променя визначають параметри:
1) прискорювальна напруга між анодом і катодом (десятки, сотні кіловольт);
2) струм пучка, mA;
3) величина вакууму (10-4–10-5 мм рт. ст.).
Електронний промінь використовується для зварювання, різання, нагріву, плавки, розмірної обробки, напилювання.
В технічному відношенні розрізняють три способи зварювання з використанням електронного променя:
1) зварювання без присаджувального матеріалу з глибинним («кінжальним») проплавленням (використовується для зварювання матеріалів товщиною 3 – 100 мм);
2) зварювання з присаджувальним матеріалом (використовується для зварювання матеріалів товщиною від 5 до 200 мм);
3) прецизійне зварювання без утворення парогазового каналу і без розбризкування (використовується для зварювання матеріалів товщиною від 1 мкм до декількох міліметрів).
За допомогою цього методу можна зварювати чорні, кольорові метали та їх сплави, кераміку, металокераміку.
3.1.2 Основні фізичні характеристики електронного променя
Основними фізичними характеристиками електронного променя є:
1. Швидкість електрону, який вилетів з пушки, без релятивістської поправки
 . (3.1)
. (3.1)
2. Потужність, яка передається променем виробу
 , (3.2)
, (3.2)
де  — ефективний коефіцієнт корисної дії процесу;
— ефективний коефіцієнт корисної дії процесу;
U — прискорювальна напруга, кВ;
І — струм пучка електронів, mА.
3. Глибина, на яку проникає електрон в тверде тіло  (см)
(см)
 , (3.3)
, (3.3)
де U — прискорювальна напруга;
 — густина речовини.
— густина речовини.
Таблиця 3.1 — Глибина проникання електрона в алюміній (r = 2,7 г·см-3)
в залежності від величини прискорювальної напруги
| Прискорювальна напруга, кВ | |||
| Глибина проникнення, см | 0,76 | 19,4 | 77,5 |
Електрон, проникаючи в тверде тіло, при зіткненні з вузлами кристалічної гратки, розсіює свою енергію. На глибині h відбувається найбільша передача енергії електрона тілу
 . (3.4)
. (3.4)
При цьому виділяється така кількість енергії, що в середині тіла відбувається локальний вибух і миттєве розплавлення матеріалу. Теплота і розплавлений метал вириваються на поверхню, яка при цьому звільняється від оксидних плівок. Утворюються благоприємні для зварювання умови. Цей спосіб особливо ефективний при зварюванні металів, які мають на поверхні тугоплавкі оксиди. Електронний промінь — внутрішнє джерело нагріву.
3.1.3 Взаємодія електронного променя з речовиною
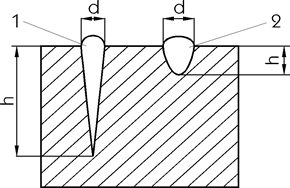
1 — електронно–променеве зварювання; 2 — дугове зварювання
Рисунок 3.2 — Види форм шва
Коефіцієнт форми шва (h/d) при електронно–променевому зварюванні дорівнює 10 – 15, при дуговому зварюванні дорівнює 1. Основна причина відмінності коефіцієнтів форми шва знаходиться у величині тиску рзаг.
При електронно–променевому зварюванні
 , (3.5)
, (3.5)
де р1 — тиск на розплавлену ванну металу за рахунок електронного
бомбардування;
р2 — тиск «віддачі» матеріалу, який випаровується;
р3 — тиск за рахунок вторинних і теплових електронів (виходять
з нагріваємого тіла після входження в нього електронів);
р4 — тиск за рахунок рентгенівського випромінювання
(рентгенівське випромінювання — один з головних
недоліків електронно–променевого зварювання).
Взагалі  .
.
3.1.4 Тепловий баланс електронно–променевого зварювання
Рівняння теплового балансу електронного-променевого зварювання має вигляд
 , (3.6)
, (3.6)
де W — енергія електронного пучка, який виходить з пушки;
Wос — втрати енергії в оптичній системі;
Wв — енергія, яка підводиться до виробу;
 , (3.7)
, (3.7)
де W1 — втрати енергії на аноді;
W2 — втрати енергії, пов’язані з іонною складовою;
 , (3.8)
, (3.8)
де Wвин — енергія виносу;
Wпр — втрати енергії на проплавлення металу.
 , (3.9)
, (3.9)
де W3 — втрати енергії на випаровування розплавленого металу;
W4 — втрати енергії, пов’язані з вторинною електронною емісією;
W5 — втрати енергії, пов’язані з термоелектронною емісією;
W6 — втрати енергії, пов’язані з електромагнітним випроміню-ванням;
W7 — втрати енергії, пов’язані з теплопровідністю виробу.
Ефективний коефіцієнт корисної дії електронно-променевого зварювання дорівнює 75 – 90 %. ККД проплавлення 60%.
3.2 Фотонно–променевий нагрів
3.2.1 Використання фотонно–променевого нагріву
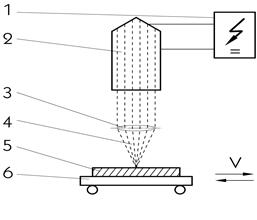
1 — потужний блок конденсаторів;
2 — оптичний квантовий генератор (ОКГ);
3 — лазерна оптика; 4 — лазерний промінь;
5 — виріб; 6 — маніпулятор
Рисунок 3.3 — Схема лазерної установки
Інструментом є лазерний промінь, який характеризується монохроматичністю, когерентністю, паралельністю. Фотонний промінь використовується для зварювання та різки. Зварювання може вестись безперервним та імпульсним променем у будь-якій газовій атмосфері.
За допомогою цього методу можна зварювати чорні та кольорові метали, тугоплавкі метали, біметали.
Форма зварного шва при лазерному зварюванні схожа на форму зварного шва при електронно–променевому зварюванні.
Фотонний промінь — поверхневе джерело нагріву.
3.2.2 Принцип роботи оптичного квантового генератора
Оптичний квантовий генератор (ОКГ) є основним елементом лазерної установки. В основу роботи ОКГ покладено принципи:
1. Світло має хвильову і корпускулярну природу, тобто світло поширюється у вигляді хвилі окремими порціями — квантами. Обмін енергією між твердим тілом, для якого енергія квантована, і світловим полем, енергія якого теж квантована, здійснюється дискретно.
2. Кожне тіло в стані рівноваги характеризується мінімальною внутрішньою енергією. Якщо таке тіло збудити природнім або штучним шляхом, його внутрішня енергія зросте (стан нестабільний), в системі почнуть розвиватися процеси, які намагатимуться вернути тіло в початковий енергетичний стан. При цьому тіло буде випромінювати в простір енергію (спонтанне або індуціроване випромінювання) у вигляді світлового потоку.
Збудження речовини (активна речовина) може бути за рахунок:
1) хімічних процесів;
2) радіоактивних часток;
3) потоку електронів;
4) світлового поля.
Збудження світловим полем здійснюється за рахунок газорозрядних ламп “накачки” спірального або типу олівця з рефлектором, які живляться від блоку конденсаторів. В лазерних установках в якості активної речовини використовують синтетичні рубіни з домішкою хрому. При освітленні рубіна білим або зеленим світлом іони хрому збуджуються, підвищують свою енергію і переходять в енергетичний стан 2, який являється нестабільним, і, практично миттєво, енергія іонів хрому знижується до деякого метастабільного рівня 3 (рисунок 3.4).
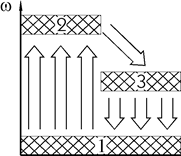
Рисунок 3.4 — Схема енергетичних станів активної речовини
Якщо активну речовину освітити червоним світлом, тоді енергія атомів активної речовини з рівня 3 зменшиться до рівня 1, при цьому всі атоми хрому зменшують енергію одночасно і в навколишнє середовище випромінюється енергія у вигляді світлового потоку, який характеризується монохроматичністю і когерентністю.
В пучку світла, який випромінюється необхідно ще й забезпечити строгу паралельність променів та підсилити їх. Для забезпечення вузькоспрямованості використовують об’ємний резонатор, який уявляє собою два паралельні дзеркала, одне з яких напівпрозоре (для виходу променів). Між дзеркалами відбувається багаторазове відбиття променів. В якості дзеркал використовують грані рубіна (рисунок 3.5).
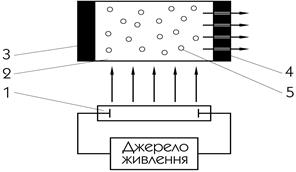
1 — лампа накачки; 2 — рубін; 3 — непрозоре дзеркало;
4 — напівпрозоре дзеркало; 5 — активна речовина
Рисунок 3.5 — Схема ОКГ
Для підсилювання світлового потоку використовують ОКП (оптичний квантовий підсилювач).
3.2.3 Тепловий баланс фотонного зварювання
Баланс енергії для лазерної установки має вигляд
 , (3.10)
, (3.10)
де Wдж — енергія, підведена від джерела живлення (100 %);
Wлн — втрати енергії в лампі “накачки” (94 %);
Wос — втрати енергії в оптичній системі (3 %);
Wвин — енергія виносу за рахунок розбризкування, випаровування
(2 %);
Wпр — втрати енергії на проплавлення (1 %).
Ефективний коефіцієнт корисної дії дорівнює 1 %.
Докладніше по пунктам 3.1 - 3.2 дивись [13, 14].
3.3 Газове полум’я
3.3.1 Принцип нагріву в газовому полум’ї
Газове полум’я є продуктом реакції згорання горючого газу в кисні. Джерело енергії — поверхневе, по густині енергії в плямі нагріву гірше, ніж фотонний промінь чи електрична дуга. Інструментом є газове полум’я.
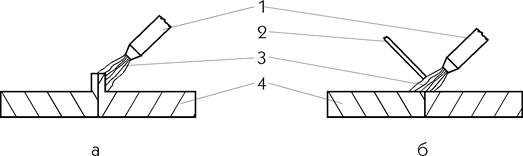
а — зварювання без присаджувального дроту;
б — зварювання з присаджувальним дротом;
1 — пальник; 2 — присаджувальний дріт; 3 — полум’я; 4 — виріб
Рисунок 3.6 — Схеми газового зварювання
Газове полум’я (рисунок 3.7) використовується для:
1) зварювання (зона 3);
2) паяння;
3) термообробки (зона 5);
4) наплавлення;
5) попереднього, супутнього підігріву (зона 5);
6) різки (зона 2).
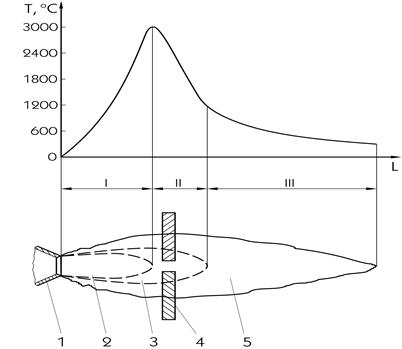
1 — пальник; 2 — ядро; 3 — зона зварювання; 4 — виріб; 5 — факел
Рисунок 3.7 — Схема газового полум’я
Одне з головних достоїнств газового полум’я — відносна автономність (можливість проведення зварювання в польових умовах).
Можна зварювати чорні, кольорові метали, сплави, чавуни (до 10 мм). Часто використовується в ремонтних роботах для заварювання тріщин.
В залежності від співвідношення горючого газу і кисню газове полум’я поділяють на:
1) нейтральне — співвідношення 1:1 (використовується для зварювання чорних металів);
2) відновне — надлишок горючого газу (використовується для зварювання алюмінію та його сплавів);
3) окиснювальне — надлишок кисню (використовується для зварювання міді та її сплавів).
В якості горючих газів використовують: нафтовий, природний, коксовий гази, бензин, керосин, ацетилен, водень.
3.3.2 Хімічні процеси при газовому зварюванні
В основі газового зварювання лежить екзотермічна (з виділенням тепла) реакція згорання горючого газу в кисні
 . (3.11)
. (3.11)
Технікоекономічність горючих газів оцінюється:
1. Здібністю утворювати теплоту .
2. Технікою безпеки (найбільш небезпечний водень).
3. Вартістю.
Для оцінки здібності утворювати теплоту вводиться показник — нижча теплотворна здатність Qн (ккал×м-3 або ккал×кг-1) — тепло, яке утворюється при згоранні 1 м3 або 1 кг палива. Найбільша Qн у ацетилену, найменша у коксового газу.
3.3.3 Теплові характеристики і особливості нагріву газовим
полум’ям
Для характеристики газового полум’я вводять наступні параметри:
1. Нижча теплотворна здатність Qн.
2. Повна теплова потужність в газовому полум’ї, кал×год-1
 , (3.12)
, (3.12)
де Vа — витрати горючого газу, л×год-1 (для ацетилену g = 3,5·Vа).
3. Питомий тепловий потік — це кількість тепла, яка надається полум’ям тілу через одиницю площі за одиницю часу, кал × (см2 ×с)-1
 , (3.13)
, (3.13)
де Тг — температура газу , °С;
Т — температура тіла, °С;
 — загальний коефіцієнт теплообміну (визначається експериментально, кал × (см2 ×с×°С)-1 ).
— загальний коефіцієнт теплообміну (визначається експериментально, кал × (см2 ×с×°С)-1 ).
Тепло від газового полум’я до тіла передається двома шляхами:
1) конвекцією (95 %);
2) радіацією.
3.3.4 Тепловий баланс газового зварювання
Тепловий баланс має вигляд:
 , (3.14)
, (3.14)
де W — енергія від джерела нагріву;
W1 — втрати, пов’язані з теплопровідністю виробу (~ 46 %);
W2 — втрати в навколишнє середовище (~ 42 %);
W3 — розплавлення основного металу (~ 6 %);
W4 — перенесення тепла краплями в зону зварювання (~ 4 %);
W5 — втрати на угар та розбризкування (~ 2 %).
Тобто ККД газового зварювання становить до 10 %.
Додатково по п. 3.3 дивись [1, 14].
3.4 Електрошлакове зварювання
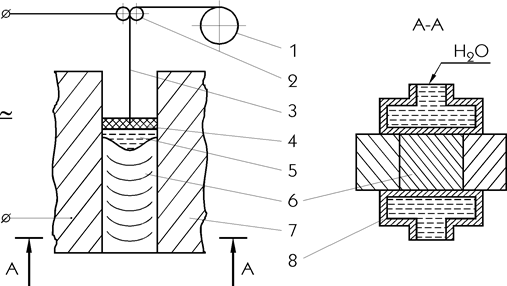
1 — бухта з електродним матеріалом; 2 — ролики; 3 — електродний
матеріал (зварювання може вестись одним електродом, кількома
електродами, стрічковим електродом, пластинами, тощо);
4 — шлакова ванна; 5 — металева ванна; 6 — шов; 7 —метал,
що зварюється; 8 — мідні повзуни (охолоджуються водою)
Рисунок 3.8 — Схема електрошлакового зварювання (ЕШЗ)
Струм зварювання до 2000 А, напруга 25–50 В. За допомогою цього методу зварюють низьковуглецеві, вуглецеві та леговані сталі. Інструментом є електричний струм.
Додатково по п. 3.4 дивись п. 2.17.3, 8.1.2 та [14].
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|