- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Приклади інших способів зварювання. 2 страница
Над шаром кисню знаходиться шар води (до 50 – 100 молекул). Значно перешкоджає процесу зварювання жирова плівка. Навіть після самої ретельної обробки товщина плівки досягає 1 – 5 мікрометрів. Повністю віддалити жирову плівку дозволяє метод випалювання (підігрів до 400 °С).
Шкідлива дія жирової плівки пов’язана з:
а) не дозволяє встановити хімічний зв’язок між поверхнями, які з’єднуються;
б) розклинюючий ефект — жирова плівка, яка знаходиться у мікротріщинах збільшує їх розміри. Пояснюється це тим, що жирові молекули полярні (рисунок 1.12).
Розподіл шарів забруднень між собою у кожному випадку може відрізнятися.
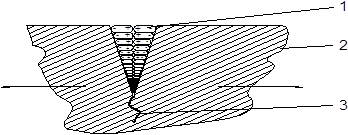
1 — накопичений позитивний заряд; 2 — виріб; 3 — тріщина
Рисунок 1.12 — Розклинюючий ефект жирової плівки
1.4.6 Особливості будови поверхні скла
Внаслідок присутності лужноземельних металів скло має основні властивості.
Під дією вологи навколишнього середовища (молекул води), хімічних розчинів при очищенні скла має місце вилуговування модифікаторів, котрі в подальшому змиваються з поверхні скла у вигляді лужних розчинів. Тому приповерхневий шар скла уявляє собою сітку з склоутворювача (наприклад, оксид кремнію SіO2), у порах якого знаходиться кремнієва кислота, яка володіє кислотними властивостями, тому поверхня скла має кислотні властивості.
В наслідок механічної обробки (полірування, шліфування) поверхневий шар скла покритий сіткою мікротріщин, тому міцність зварних з’єднань на основі скла в 2–10 разів менша, ніж міцність самого скла в об’ємі.
При зварюванні скла з металом необхідно попередньо сформувати на поверхні метала шар типово основного оксиду, якщо це неможливо, то використовують проміжні прокладки з амфотерних оксидів. Цим умовам добре відповідає Al2O3.
Додатково по пунктам 1.4.4-1.4.6 дивись [6, 17].
1.5 Особливості протікання стадій при різних способах
отримання нероз’ємного з’єднання
Зварювання в рідкій фазі. Фізичний контакт виникає за рахунок змочування з’єднуємих поверхонь рідким (розплавленим) металом.
Енергія активації — термічна.
Фізико–хімічні процеси:
1) дифузія атомів у межах зони утворення зварного шва та біляшовної зони проходить як у рідкій ванні, так і в металі шва, що
закристалізувався, до повного його охолодження;
2) кристалізація металу шва;
3) хімічні реакції проходять як між металевою, шлаковою та газовими фазами, так і в середині цих фаз;
4) утворення твердих розчинів;
5) релаксація (розсіювання) напруг. Процес розвитку напруг іде як на етапі дії дугового розряду (нагріву), так і на етапі охолодження металу шва.
Стадії А та Б протікають швидко (рисунок 1.9).
Зварювання в твердій фазі. Не відбувається розплавлення поверхонь, що зварюються.
Особливості дифузійного зварювання у вакуумі:
а) фізичний контакт утворюється за рахунок пружно-пластичної
деформації біляповерхневих шарів;
б) активація проходить за рахунок термодеформаційної енергії;
в) утворення хімічних зв’язків;
г) фізико–хімічні процеси:
1) гетеродифузія (внаслідок цього утворюється перехідний шар, котрий в залежності від матеріалів, що зварюються, може бути у вигляді евтектик, евтектоїдів, твердих розчинів та інших сполук);
2) хімічні реакції;
3) рекристалізація;
4) релаксація напруг.
Паяння. Утворення фізичного контакту відбувається за рахунок змочування поверхонь, що з’єднуєються, рідким припоєм. Активація в основному термічна.
Фізико–хімічні процеси:
1) встановлення хімічних зв’язків;
2) хімічні реакції;
3) дифузія;
4) кристалізація;
5) релаксація напруг.
Склеювання. Фізичний контакт утворюється за рахунок змочування з’єднуємих поверхонь рідким клеєм. Процес відбувається в основному без активації.
Фізико–хімічні процеси: в загальному випадку можливі процеси гомеодифузії в межах клейового прошарку, хімічні реакції між клеєм та матеріалом, але спочатку встановлюються міжмолекулярні зв’язки. В багатьох випадках склеювання міцність з’єднання визначається силами
Ван–дер–Ваальса, а також можуть відбуватися дифузійні процеси, котрі завжди закінчуються, як тільки шов закристалізувався. Як правило міцність клеєних з’єднань визначається силами когезії клею, тобто міцністю самого клею.
1.6 Термодинамічне визначення процесу зварювання
При зварюванні завжди в зону зварювання вводять речовину та енергію, з якими в зоні зварювання протікають термодинамічні необоротні перетворення (рисунок 1.13).

Р.Ф. — рідка фаза; Т.Ф. — тверда фаза;
Г.Ф. — газова фаза; Т — термічна енергія;
М — механічна енергія; ТМ — термомеханічна енергія;
О — особа
Рисунок 1.13 — Схема термодинамічних перетворень енергії
та речовини при зварюванні
Зварювання як термодинамічний процес — це одержання монолітного з’єднання з окремих матеріалів за рахунок введення та термодинамічного необоротного перетворення енергії та речовини у місці з’єднання.
1.7 Типовий баланс енергії процесу зварювання
Узагальнена схема балансу енергії процесу зварювання надана на рисунку 1.14.
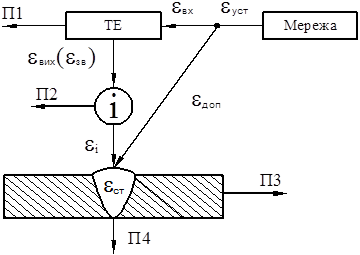
ТЕ — трансформатор енергії або джерело живлення;
І — інструмент (носій енергії);
 — питома енергія на вході в джерело живлення;
— питома енергія на вході в джерело живлення;
 — питома енергія на виході (питома енергія
— питома енергія на виході (питома енергія
зварювання), Дж×мм-2;
 — питома енергія інструмента, Дж×мм-2;
— питома енергія інструмента, Дж×мм-2;
 — питома енергія акумульована у стику, Дж×мм-2
— питома енергія акумульована у стику, Дж×мм-2
Рисунок 1.14 — Узагальнена схема балансу енергії процесу зварювання
Кожний етап передачі енергії характеризується питомою величиною енергії втрат:
П1— втрати енергії у трансформаторі;
П2 — втрати енергії у інструменті;
П3 — втрати енергії, пов’язані з теплопровідністю виробу, що зварюється;
П4 — втрати енергії, пов’язані з випаровуванням, розбризкуванням металу з зони зварювання;
eдоп— питома енергія на допоміжні операції (наприклад, переміщення зварювальної головки).
Кожен етап процесу передачі енергії характеризується своїм ККД:
ефективний ККД
 ; (1.3)
; (1.3)
термічний ККД
 ; (1.4)
; (1.4)
термодинамічний ККД
 ; (1.5)
; (1.5)
фізичний ККД
 , (1.6)
, (1.6)
де  — питома енергія, яка необхідна для зруйнування одержаного
— питома енергія, яка необхідна для зруйнування одержаного
зварного з’єднання.
1.8 Класифікація процесів зварювання
1.8.1 Ознаки класифікації
Класифікація процесів зварювання відбувається по таким ознакам:
1) фізична;
2) технічна;
3) технологічна;
4) техніко–економічна.
В основі фізичної ознаки знаходяться слідуючи критерії:
1) наявність тиску;
2) форма введеної енергії;
3) вид інструменту (наприклад, електрична дуга, електричний струм та інші).
Інструмент — це носій енергії.
Такі терміни, як «клас», «підклас», «різновид» та інші є умовними. Вони дозволяють полегшити класифікацію. Термін «процес» не пов’язаний з класифікацією.
Ознаки класифікації процесу зварювання надані в таблиці 1.1.
Таблиця 1.1 — Ознаки класифікації
| Ознака | Зміст ознаки | Класифікація |
| 1. Фізична | Наявність тиску Форма енергії, що вводиться Вид носія енергії | Клас Підклас Метод |
| 2. Технічна | Зміст визначається у межах кожного методу | Група Підгрупа Вид Різновид |
| 3. Технологічна | Спосіб Прийом | |
| 4. Техніко–економічна | Зміст визначається за питомими витратами енергії (Дж×мм-2), необхідної для отримання одиниці зварного шву або витрат (грн×мм-2) | Класифікацію проводять від механічних до термічних процесів в порядку зростання питомих витрат |
1.8.2 Класифікація процесів зварювання за фізичною ознакою
Класифікація процесів зварювання за фізичною ознакою наведена на рисунку 1.15.
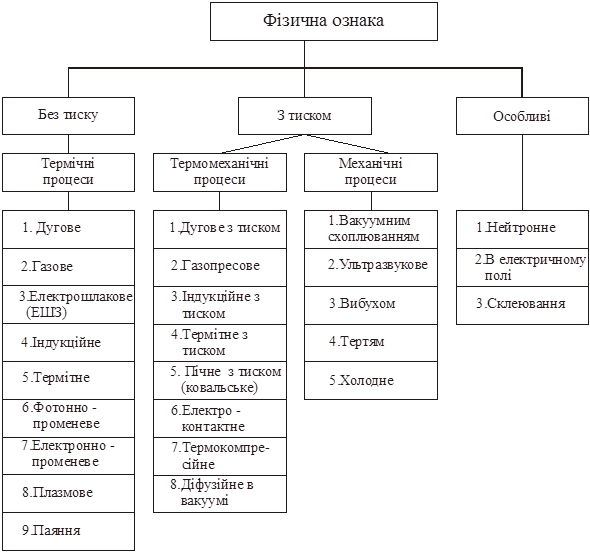
Рисунок 1.15 — Блок–схема класифікації процесів
зварювання за фізичною ознакою
1.8.3 Структурні схеми передачі енергії при зварюванні
В основі обґрунтування класифікації процесів зварювання лежать структурні схеми передачі та перетворення енергії.
Для написання структурних схем використовуються наступні символи та ознаки:
|

|

|
|

|


М — механічна енергія;
Т — термічна енергія;
ТМ — термомеханічна енергія;
П — поверхнева енергія;
Ел — електрична енергія;
Ем — електромагнітна енергія;
Х — хімічна енергія;
Я — ядерна енергія;
Д — деформаційна енергія;
DC — зміна внутрішньої енергії та інші.
На рисунках 1.16 – 1.19 приведені приклади написання структурних схем передачі енергії для деяких процесів зварювання.
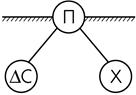
Рисунок 1.16 — Структурна схема перетворення енергії
при склеюванні
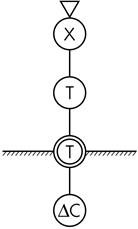
Рисунок 1.17 — Структурна схема перетворення енергії
при газовому зварюванні
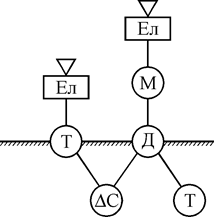
Рисунок 1.18 — Структурна схема перетворення енергії
при електроконтактному зварюванні
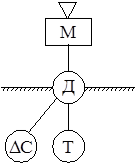
Рисунок 1.19 — Структурна схема перетворення енергії
при холодному зварюванні
1.9 Оцінка енергетичної ефективності зварювальних
джерел нагріву
Для цієї оцінки використовується два параметри:
 — питома енергія інструмента, яка вводиться у виріб. Це та енергія, котра необхідна для утворення одиничної площини зварного шва. Вона характеризує густину енергії в плямі нагріву. Чім менша
— питома енергія інструмента, яка вводиться у виріб. Це та енергія, котра необхідна для утворення одиничної площини зварного шва. Вона характеризує густину енергії в плямі нагріву. Чім менша  , тим більша ефективність джерела нагріву.
, тим більша ефективність джерела нагріву.
 — загальна питома енергія зварювання.
— загальна питома енергія зварювання.
 , (1.7)
, (1.7)
де  — питома енергія зварювання (рисунок 1.14);
— питома енергія зварювання (рисунок 1.14);
 — питома енергія на допоміжні операції.
— питома енергія на допоміжні операції.
Із зменшенням ефективність джерела нагріву збільшується.
Із зменшенням  підвищується густина енергії, що вводиться в зону зварювання, тобто збільшується проникаюча здібність інструмента.
підвищується густина енергії, що вводиться в зону зварювання, тобто збільшується проникаюча здібність інструмента.
На рисунку 1.20 відображається зміна параметрів для однопрохідного зварювання різними методами.

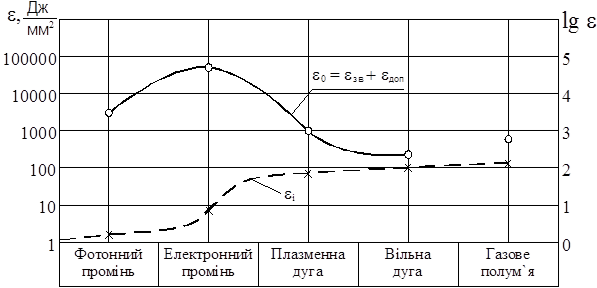
Рисунок 1.20 — Порядок величин питомої енергії  і
і  (Дж×мм-2)
(Дж×мм-2)
необхідної для однопрохідного зварювання сталі
різними методами
1.10 Вимоги до зварювальних джерел нагріву
До зварювальних джерел нагріву пред’являють наступні вимоги:
1. Технічна придатність джерела нагріву.
2. Надійність і якість зварного шва.
3. Мінімальне значення питомої енергії інструмента  .
.
4. Мінімальне значення  .
.
5. Мінімальна шкідливість зварювальних робіт.
6. Мінімальна вартість зварювальних робіт.
7. Максимальна продуктивність праці.
8. Простота обслуговування і надійність джерела нагріву.
9. Доступність джерела нагріву.
Всі ці вимоги треба аналізувати у взаємозв’язку.
Докладніше по пунктам 1.5 - 1.10 дивись [13, 14].
2 Теорія дугового розряду
2.1 Види провідності
Розрізняють такі види провідності:
1. Електронна — в провідниках.
2. Електронно–діркова — в напівпровідниках.
3. Іонна — в твердих діелектриках і рідких електролітах.
4. Електронно–іонна — в газах.
Провідність в твердих тілах пояснюється на основі зонною теорії провідності. Розрізняють наступні зони: валентна, заборонена, провідності. Розподіл електронів провідності в твердому тілі підкоряється статистиці Фермі—Дірака. У провідниках, діелектриках та напівпровідниках є так званий рівень Фермі.
Рівень Фермі — найвищий енергетичний рівень, зайнятий електронами при 0 К. Від нього відраховується робота виходу електронів.
Провідники. Якщо порівняти провідники з діелектриками або напівпровідниками, то ми побачимо, що у провідників валентна зона заповнюється не повністю (рисунок 2.1, а) чи зона провідності накладається з валентною зоною (рисунок 2.1, б), а валентна зона напівпровідників та діелектриків заповнена повністю (рисунок 2.3).
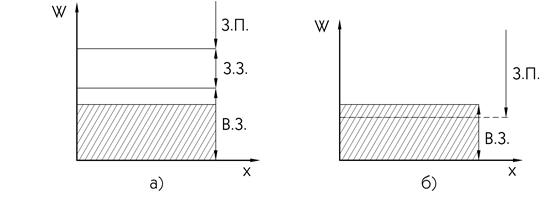
а — валентна зона заповнена не повністю;
б — зона провідності накладається з валентною зоною;
В.З. — валентна зона; З.З. — заборонена зона;
З.П. — зона провідності
Рисунок 2.1 — Схема енергетичних зон для електронів в провідниках
Питомий електричний опір у провідників r =10–4 – 10–2 Ом×м. Якщо температура підвищується, то провідність зменшується. Кількість носіїв заряду не залежить від величини струму, тому провідність (опір) металу при даній температурі є величина постійна, і залежність між струмом та напругою підкоряється закону Ома (рисунок 2.2).
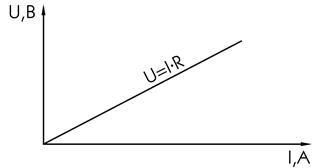
Рисунок 2.2 — Вольт–амперна характеристика металевого провідника
Діелектрики. Діелектрики і напівпровідники в чистому вигляді, тобто без домішок, не здатні проводити електричний струм. Вони мають однакову будову енергетичних зон. Різниця тільки в ширині забороненої зони: для напівпровідників —  еВ; для діелектриків —
еВ; для діелектриків —  еВ (рисунок 2.3).
еВ (рисунок 2.3).
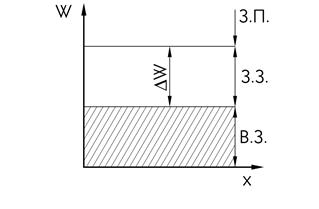
Рисунок 2.3 — Схема енергетичних зон для електронів в
діелектриках та напівпровідниках
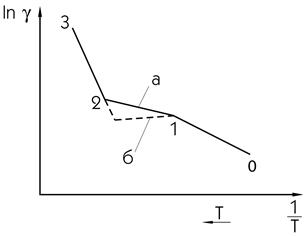
Провідність в діелектриках утворюється за рахунок домішок. Це оксиди калію (K2O), літію (Lі2O), натрію (Na2O) та інші, які під впливом температури та прикладеного електричного потенціалу розщеплюються на іони, і провідність здійснюють лужні катіони. Питомий електричний опір в них r =108 – 1016 Ом×м. На рисунку 2.4 зображений графік залежності провідності від температури, з якого видно, що чим вища температура, тим більша провідність.
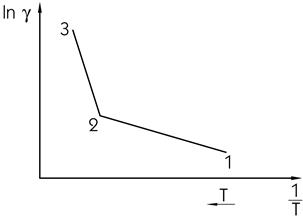
Рисунок 2.4 — Графік залежності провідності від
температури для діелектрика
На ділянці 1–2 (рисунок 2.4) — домішкова провідність, а на 2–3 — власна провідність (в провідності починають брати участь іони, а при великій температурі і електрони діелектрика).
Сумарний електричний струм діелектрика
 , (2.1)
, (2.1)
де  — поверхневий електричний струм;
— поверхневий електричний струм;
 — об’ємний електричний струм.
— об’ємний електричний струм.
 , (2.2)
, (2.2)
де  — крізний електричний струм;
— крізний електричний струм;
 — електричний струм абсорбції, тобто струм, викликаний
— електричний струм абсорбції, тобто струм, викликаний
поляризацією діелектрика.
Для діелектриків закон Ома не виконується, тому що кількість носіїв заряду не постійна в залежності від величини струму.
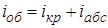
Напівпровідники. Для забезпечення провідності в напівпровідники вводять донорну або акцепторну домішку (рисунок 2.5).
а — донорні домішки; б — акцепторні домішки;
 — енергія активації донорів;
— енергія активації донорів;
 — енергія активації акцепторів;
— енергія активації акцепторів;
 ~
~  0.05 еВ
0.05 еВ
Рисунок 2.5 — Схема енергетичних зон для електронів в
напівпровідниках з домішками
При донорній провідності (n-типа) валентність домішкових атомів більша, а при акцепторній (р-типа) менша ніж у основних. Питомий електричний опір напівпровідників r = 10–2 – 107 Ом×м.
На графіку залежності напруги від електричного струму можна виділити дві ділянки (рисунок 2.6).
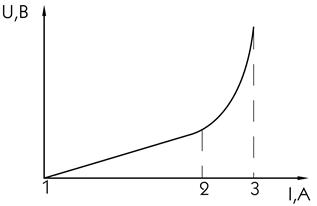
Рисунок 2.6 — Вольт–амперна характеристика для напівпровідників
На ділянці 1–2 справедливий закон Ома, тому що кількість носіїв заряду не залежить від величини струму, а на ділянці 2–3 закон Ома не виконується тому, що не вистачає носіїв струму і електричний опір стає непостійним. З графіка (рисунок 2.7) видно, що провідність напівпровідника з підвищенням температури збільшується.
а — велика концентрація домішок;
б — мала концентрація домішок;
ділянка 0-1 — домішкова провідність;
ділянка 1-2 — впливає збільшення амплітуди коливань іонів;
ділянка 2-3 — власна провідність
Рисунок 2.7 — Графік залежності провідності від
температури для напівпровідників
Провідність газу. Провідність газу залежить від температури та напруженості електричного поля E, яке може бути:
сильним — сотні – тисячі кВ×см-1 (для зварювання в електричному полі);
слабким — десятки кВ×см-1 (майже для всіх видів зварювання).
З підвищенням температури та напруженості електричного поля провідність газу збільшується.
За електричною міцністю гази розташовуються:
1) елегаз (7,2 МВ×м-1);
2) азот (3 МВ×м-1);
3) повітря (3 МВ×м-1);
4) вуглекислий газ (2,7 МВ×м-1);
5) водень (1,8 МВ×м-1).
Для газів характерна іонно–електронна провідність. Носії зарядів у газі утворюються шляхом іонізації частинок газу. Під дією зовнішніх джерел енергії частинки газу перетворюються на іони, які рухаються в електричному полі, утворюючі електричний струм густиною
 , (2.3)
, (2.3)
де j — густина струму в газі;
n — кількість заряджених частинок (електронів і іонів);
e — заряд електрона;
e і — заряд іона;
Vі— швидкість електрона і іона.
Vе >> Vі, тому приймають
 . (2.4)
. (2.4)
Рідкі електроліти. Рідкі електроліти представляють собою розчини яких–небудь речовин у воді або розплав солей, сульфідів, оксидів та інші.
В електролітах проявляється в основному іонна провідність. Іони непов’язані у вузлах кристалічної гратки, як це має місце в твердих тілах, тому вони мають велику рухливість в електричному полі і приймають участь в переносі електричного струму. Провідність електроліту залежить від:
1) його природи;
2) концентрації;
3) коефіцієнта активності іонів;
4) величини електричного потенціалу;
5) температури.
Провідність електролітів підкоряється закону Ома в широких межах, але порушується навколо електродів в результаті розрядки іонів. В цих зонах порушується лінійність у падінні потенціалу та створюється анодне і катодне падіння потенціалу.
2.2 Види розрядів у газі
Стійкі газові розряди підрозділяються на темний, тліючий і дуговий. Всі види розрядів в газі можна отримати в скляній трубці, заповненій газом при тиску 1 мм рт. ст. (рисунок 2.8).
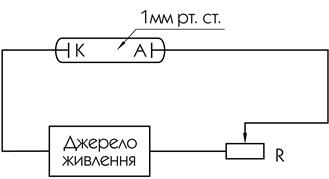
Рисунок 2.8 — Скляна трубка для отримання розрядів
Електричний струм в трубці змінюється від 10–12 А до 100 А. За допомогою обмежуючого опору можливо одержати всі три форми розряду (рисунок 2.9).
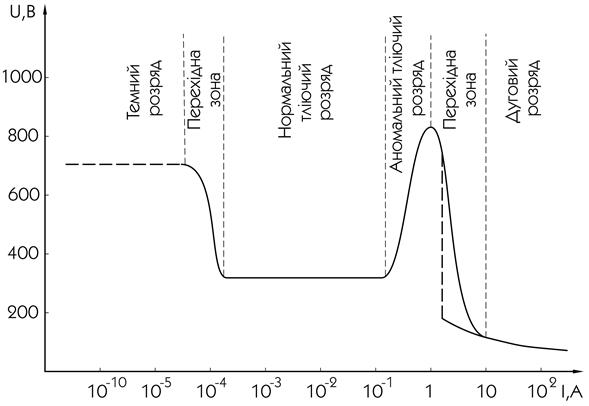
Рисунок 2.9 — Статична вольт–амперна характеристика
різних видів газового розряду
Темний розряд в зварюванні не використовується.
Нормальний тліючий розряд використовується як джерело нагріву при дифузійному зварюванні в тліючому розряді, а також в інших областях для іонної очистки металевих поверхонь.
Аномальний тліючий розряд часто утворюється при дифузійному зварюванні в тліючому розряді, при переході нормального тліючого розряду в дуговий. Він розглядається як негативне явище, тому що приводить до локального оплавлення деталей, що зварюються.
Дуговий розряд використовується у дуговому зварюванні.
2.3 Способи збудження дугового розряду
Існують наступні способи збудження дугового розряду:
1. При переході з малопотужного стійкого розряду (нормальний тліючий розряд) в дуговий. Цей спосіб не використовується і розглядається як негативне явище.
2. За рахунок утворення високоіонізованного потоку пари між анодом та катодом за допомогою третього електроду (дугове зварювання вуглецевим електродом).
3. При переході нестійкого іскрового розряду в дуговий за рахунок подачі імпульсів високої частоти та великої напруги. Виконують за допомогою осциляторів (зварювання вольфрамовим електродом).
4. За рахунок контакту і розмикання катоду та аноду (ручне дугове зварювання).
2.4 Будова дугового розряду
Дуга горить між активними плямами. Катодних та анодних плям може бути декілька і вони можуть пересуватися по поверхні.
Температура активних плям катоду та аноду 2200 – 2400 °С (для електродів з низьковуглецевої сталі). Температура активної плями аноду на декілька сот градусів вища. Більшу частину енергії в плазмі дугового розряду переносять електрони. Рухаються вони до аноду, який приймає цю енергію, тому температура аноду буде вища. При зварюванні плавким електродом з вуглецевих сталей температура стовпа дуги 5000 – 6000 °С. Температура краплі на кінці катоду приблизно 2150 °С. Крапля у стовпі дугового розряду має температуру приблизно 2350 °С. Крапля у зварювальній ванні має температуру приблизно 1990 °С. Температура зварювальної ванни при зварюванні вуглецевих сталей 1770 °С.
Будова дугового розряду показана на рисунку 2.10.
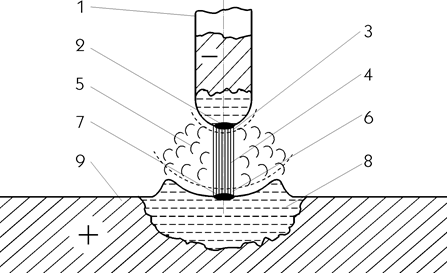
1 — катод — електрод; 2 — активна пляма катоду; 3 — катодна область;
4 — стовп дугового розряду; 5 — ореол або факел дуги;
6 — анодна область; 7 — активна пляма аноду;
8 — зварювальна ванна; 9 — анод (виріб)
Рисунок 2.10 — Будова дугового розряду
2.5 Схема переносу заряду у дузі
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|