- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Рис.6.69. Выполнение широкой канавки
Рис.6.69. Выполнение широкой канавки
В приведенных примерах выполнения канавок контуры предварительной обработки были сформированы на базе перерасчета координат опорных точек. Этот метод применим для выполнения геометрически простых элементов детали. При программировании перемещений на более сложных участках траектории такой перерасчет является крайне неудобной процедурой.
Проведем описание двух известных методов программирования предварительной и окончательной обработки, не требующих перерасчета координат. В качестве примера рассмотрим выполнение поверхности циркуляции (рисунке 6.67). Обрабатывающий инструмент: копировальный резец Т7; код расположения рабочей вершины резца: А=8 (рисунок 6.45);радиус скругления рабочей вершины резца: RS=0.4 мм (таблица 6.30).
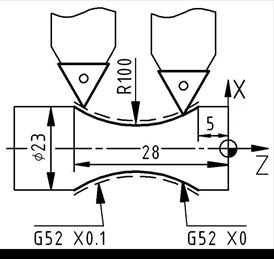
В первом из рассматриваемых методов используется временное смещение системы координат детали (а вместе с ней и контура обработки). Направление и величина смещения задаются командой по функции «G52». Так, для предварительной обработки элемента с припуском равным 0.1 мм производится смещение системы координат детали в направлении «Х+» (от детали) командным кадром «G52_Х0.1» (рисунок 6.70,а). По окончании предварительного этапа обработки (контур обозначен пунктирными линиями) вводится в действие командный кадр «G52_Х0», который возвращает систему координат детали в исходное положение. Далее резец возвращается в точку начала циркуляции и выполняет окончательный этап обработки.
 а)
а)
|  б)
б)
|
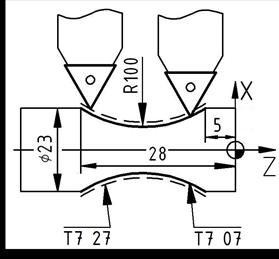
| о5729 G54 G96 S80 G92 S2000 M3 М8 G90 G53 G0 X60 Z100 T7 07 (резец копир) G0 X26 Z10 (предварительная обработка) G52 X0.1 Z-4 G1 G42 X23 Z-5 F0.15 D07 M98 P9937 (окончательная обработка) G52 X0 G0 Z-4 G96 S120 G1 G42 X23 Z-5 F0.1 D07 M98 P9937 G0 Z10 G53 G0 X60 Z100 M30 | о5729 G54 G96 S80 G92 S2000 M3 М8 G90 G53 G0 X60 Z100 T7 27 (резец копир; спец. корр. «Х+0.1») G0 X26 Z10 (предварительная обработка) Z-4 G1 G42 X23 Z-5 F0.15 D07 M98 P9937 (окончательная обработка) T7 07 G0 Z-4 G96 S120 G1 G42 X23 Z-5 F0.1 D07 M98 P9937 G0 Z10 G53 G0 X60 Z100 M30 |
| о9937 (подпрограмма) G2 Z-28 R100 G1 G40 X26 Z-29 M99 | |
а – УП со смещением системы координат детали; б – УП со специальным корректором
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|