- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Рисунок 6.65. Обработка резцами с большими радиусами рабочих вершин
Рисунок 6.65. Обработка резцами с большими радиусами рабочих вершин
С целью устранения указанной погрешности в систему ПУ станка может быть внесена поправка, переносящая программную точку Рi с точки пересечения взаимно перпендикулярных линий (рисунок 6.63) непосредственно на скругленную поверхность рабочей вершины резца. Введение этой поправки называется коррекцией радиуса рабочей вершины резца или сокращенно коррекцией радиуса. При введении в действие коррекции радиуса точка Рi становится «плавающей», способной перемещаться по скругленной поверхности рабочей вершины резца. Как результат, в каждый текущий момент времени точка Рi в располагается напротив обрабатываемой поверхности, находясь с в соприкосновении с ней (рисунок 6.64).
Коррекция радиуса рабочей вершины резца вводится в момент подвода резца к контуру обработки на прямолинейном участке траектории командой УП по одной из следующих функций:
· «G41», когда контур обработки расположен справа от резца по ходу его движения;
· «G42», когда контур обработки расположен слева от резца по ходу его движения.
Отметим, что при определении стороны обработки детали (контур справа или контур слева) инструмент предполагается расположенным над деталью (рисунок 6.41). Варианты применяемости функций G41 и G42 приведены на рис.6.66.
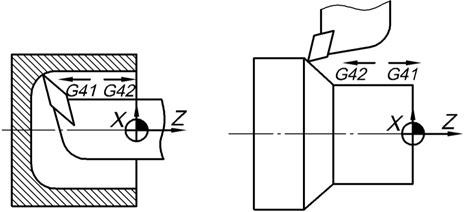
Рисунок 6.66. Варианты применяемости функций коррекции радиуса резца
В командном кадре, содержащем ввод в действие коррекции радиуса, система ПУ осуществляет вызов ячеек таблицы инструментов, содержащих параметры заданного резца. Приведем пример командного кадра УП с вводом коррекции радиуса:
G1 G42 X8.85 Z-11 D02 F0.1,
где D02 – вызов ячейки таблицы инструментов, содержащей запись по величине радиуса скругления рабочей вершины RS резца Т2 (таблица 6.30); F0.1 – скорость подачи резца в (мм/об).
Отключение коррекции радиуса производится командой по функции «G40» в момент отвода резца от контура обработки на прямолинейном участке траектории движения инструмента.
Таким образом, ввод в действие коррекции радиуса осуществляется системой ПУ станка по следующим командам и параметрам резца:
· радиус скругления рабочей вершины резца RS (см. рисунок 6.63);
· сторона обработки контура («справа» по G41 или «слева» по G42);
· код «А» расположения рабочей вершины резца (см. рисунок 6.45).
В качестве примера использование коррекции радиуса рассмотрим программирование поверхности циркуляции на наружной цилиндрической поверхности детали (рисунок 6.67). Обработка производится копировальным резцом, размещенным в ячейке РГ №7 (таблица 6.30); код расположения рабочей вершины резца: А=8 (рисунок 6.45);радиус скругления его рабочей вершины: RS=0.4 мм.
|
| |
| о5729 G54 G96 S120 G92 S2000 M3 М8 G90 G53 G0 X60 Z100 T7 07 (копир) G0 X26 Z10 è | Z-4 G1 G42 X23 Z-5 F0.1 D07 G2 Z-28 R100 G1 G40 X26 Z-29 G0 Z10 G53 G0 X60 Z100 M30 |

|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|