- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Элемент поверхности D122h14-1,0.
- Элемент поверхности D122h14-1,0.
Допуск размера отливки – 2,4 мм. (2,4/2 = 1,2 мм).
Допуск формы и расположения поверхностей отливки – 0,5 мм.
По табл. И.1 ГОСТ Р 53464-2009 общий допуск элемента отливки –1,4 мм.
По табл. 6 ГОСТ Р 53464-2009 для допуска 1,4 мм, черновой обработки, для 6-го ряда припуска общий припуск на сторону равен 1,6 мм.
- Элемент поверхности .
Допуск размера отливки –1,0 мм.
Допуск формы и расположения поверхностей отливки – 0,5 мм.
По табл. И.1 ГОСТ Р 53464-2009 общий допуск элемента отливки –1,2 мм.
По табл. 6 ГОСТ Р 53464-2009 для допуска 1,2 мм, черновой обработки, для 6-го ряда припуска общий припуск на сторону равен 1,4 мм.
- Элемент поверхности .
Допуск размера отливки –1,1 мм.
Допуск формы и расположения поверхностей отливки – 0,5 мм.
По табл. И.1 ГОСТ Р 53464-2009 общий допуск элемента отливки –1,4 мм.
По табл. 6 ГОСТ Р 53464-2009 для допуска 1,4 мм, черновой обработки, для 6-го ряда припуска общий припуск на сторону равен 1,6 мм.
- Элемент поверхности .
Допуск размера отливки – 2,0 мм.
Допуск формы и расположения поверхностей отливки – 0,5 мм.
По табл. И.1 ГОСТ Р 53464-2009 общий допуск элемента отливки –2,2 мм.
По табл. 6 ГОСТ Р 53464-2009 для допуска 2,2 мм, черновой обработки, для 6-го ряда припуска общий припуск на сторону равен 2,0 мм.
- Элемент поверхности .
Допуск размера отливки –1,8 мм.
Допуск формы и расположения поверхностей отливки – 0,5 мм.
По табл. И.1 ГОСТ Р 53464-2009 общий допуск элемента отливки –2,2 мм.
По табл. 6 ГОСТ Р 53464-2009 для допуска 2,2 мм, черновой обработки, для 6-го ряда припуска общий припуск на сторону равен 2,0 мм.
2.3.6. Определение шероховатости поверхности отливки
Степень точности поверхности отливки - 13.
По табл. Г.1 ГОСТ Р 53464-2009 шероховатость поверхности для 13 степени точности поверхности составляет Rа32 мкм.
2.3.7. Определение допуска смещения отливки по плоскости разъёма
Для определения смещения необходимо определить класс размерной точности и номинальный размер наиболее тонкой из стенок отливки, выходящих на разъём или пересекающих его. В данном примере класс размерной точности – 9 - допуск на смещение 0,8 мм.
В соответствии с полученной высотой уступов выбираем формовочные уклоны 1°35'. С учетом требований чертежа детали для всех сопряжений радиус закругления - 3 мм.
По полученным данным определяем номинальные размеры отливки и оформляем чертеж (рис. 3). Общей черновой и чистовой базой служит ось отливки. За вторую черновую базу выбран торец поверхности Ø 122 мм, который обеспечивает надежную фиксацию заготовки в осевом направлении при механической обработке. В качестве второй базы чистовой обработки выбран правый торец отливки, который обрабатывается при базировании на черновые базы.
В п. 3 технических требований чертежа приведено условное обозначение точности отливки 9-7-13-11 – См. 0,8 ГОСТ Р 53464-2009 (9-й класс размерной точности, 7-я степень коробления, 13-я степень точности поверхностей, 11-й класс точности массы) с допуском смещения по линии разъема 0,8 мм. Расчетная масса отливки 1,57 кг.
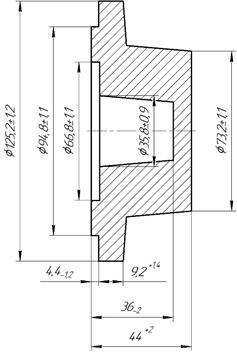
Рисунок 3 – Заготовка
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|