- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Настройка машины для изготовления пакетов на участке 80HV 4 страница
Для грубой настройки в направлении рабочей и приводной сторон, ослабить (на несколько поворотов) фиксирующую рукоятку перфорационного устройства, которая предусмотрена в нижней части, и переместить его. Для более точной настройки, ослабить болт ручки на рабочей стороне и повернуть ручной маховик точной настройки.
Смещение перфорационного устройства на пленке возможно только для выполнения точной настройки вверх/вниз по ходу процесса на рабочей стороне. Ослабить обе фиксирующих рукоятки (две рукоятки на концах) в нижней части перфорационного устройства для углового среза. Ослабить также стопорную гайку на ручном маховике точной настройки перед перфорационным устройством для углового среза. Затем повернуть ручной маховик точной настройки для соответствующего регулирования.
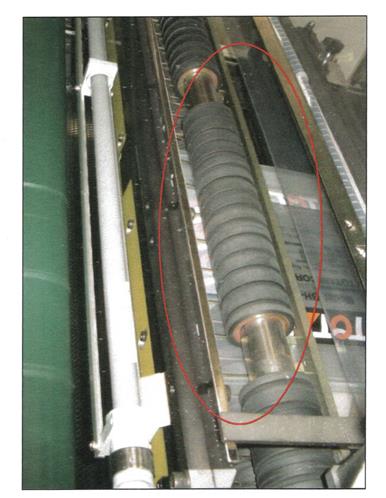
| 36. Первый подающий обрезиненный ролик |
Это последний блок обрезиненных роликов подачи пленки в процессе производства. Они подают пленку автоматически до тех пор, пока выходной датчик считывания маркировки распознает печатный рисунок.
Стержень, который поддерживает пленку, должен соответствовать канавкам на обрезиненных роликах. Перемещать отдельные обрезиненные ролики с учетом вышесказанного.
Верхние обрезиненные ролики представляют собой индивидуальные элементы. Каждый ролик крепится к валу фиксирующим винтом. При нормальной работе, выставить их по центру. Когда в пленке появляются складки, отрегулировать ролики, смещая его в соответствующее положение. Давление зажима обеспечивается пневматикой на рабочей и приводной сторонах. Обычно задается давление 0. 4 МПа. При недостаточном давлении зажима (пленка проскальзывает на роликах), увеличить давление на равную величину на обеих сторонах. При неравном давлении на обеих сторонах, пленка движется косо в сторону с более высоким давлением. Перепад давлений можно использовать для прямой подачи пленки там, где ранее косое движение привело к отклонению по толщине. Однако при работе таким образом можно ускорить износ деталей. Поэтому рекомендуется поддерживать равномерное давление на рабочей и приводной сторонах.
|
Рисунок 31Первый подающий обрезиненный ролик
| 37. Гильотинный нож (поперечная резка) |
Гильотинный нож - это устройство, которое разделяет (разрезает) пленку на две части верхним и нижним ножами. Кромки верхнего и нижнего ножей не выглядят параллельными друг другу, если смотреть сверху или сбоку. Они разрезают пленку как пара ножниц от рабочей до приводной стороны. Для обеспечения чистых кромок пленки, необходимо, главным образом, настроить следующее: давление на верхнем ноже и расстояние приближения между верхним и нижним ножами.
Давление обеспечивается пневматическим цилиндром, управлением которым осуществляется регулятором воздуха, установленным на приводной стороне шагового транспортера. При уменьшении давления, нож прослужит дольше. При увеличении давления, режущие кромки будут острее. Расстояние приближения между верхним и нижним ножами можно регулировать, поворачивая винт с шестигранной головкой M6, который установлен на рабочей стороне после нижнего лезвия. Ослабить стопорную гайку и повернуть винт, чтобы освободить верхний и нижний ножи и обеспечить их сближение. Чем ближе они будут, тем острее будет нож, а при удалении - срок службы ножа будет дольше.
Ножи сближаются при повороте против часовой стрелки.
Поместить ножи в центре диапазона их хода прежде, чем приступать к настройке работы машины для изготовления пакетов. Для установки ножей по центру, кликнуть мышкой на кнопку " LOCK" (БЛОКИРОВКА) в окне управления поперечной резкой и продолжать кликать на кнопку " Inching®" (Медленное перемещение®) до тех пор, пока не прозвучит предупредительный сигнал. Затем кликнуть на кнопку " Position Accepted" (Положение принято), и ножи автоматически переместятся в центр (фактически, это 4 мм от центра в направлении вниз по ходу процесса, поскольку учитывается запас). См. раздел 38 " Блок управления поперечной резкой" для более точной эксплуатационной настройки. Можно отрегулировать угол линии, по которой режут гильотинные ножи. Нажать кнопку " Motor free" (Холостой ход электродвигателя) в окне управления резкой. Повернуть гильотинные ножи, переместив ручной маховик, сильно потянув его. Гильотинные ножи перемещаются вверх/вниз по ходу процесса только на рабочей стороне, и приводная сторона используется только в качестве эталона. Применять этот способ настройки, когда пленка разрезается под углом, несмотря на прямолинейную подачу пленки по машине.
|
|
|
|
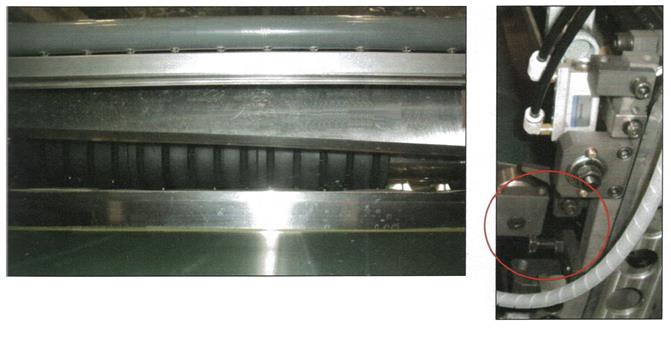
Рисунок 32Поперечная резка
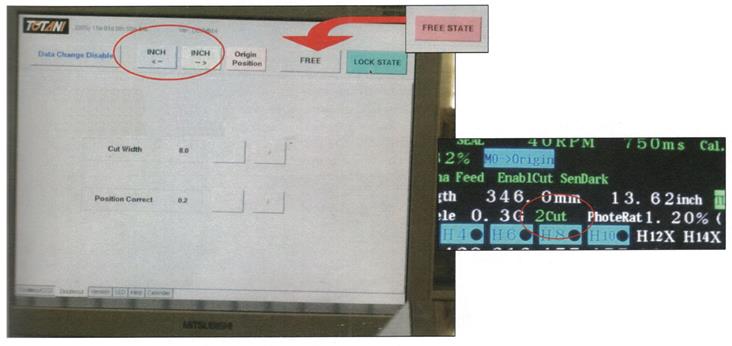
| 38. БЛОК УПРАВЛЕНИЯ ПОПЕРЕЧНОЙ РЕЗКОЙ |
Во время цикла изготовления пакетов (цикл подачи пленки и верхнего/нижнего нагревания), пара ножниц выполняет резку пленки один раз на выходной стороне и смещается вверх по ходу процесса (обычно, на 8 мм), где ножницы выполняют еще одну резку для отрезания от пакета избытка пленки. Ширина резки - это избыток пленки, который обычно задается в размере 8 мм. Упомянутая выше двойная операция резки (операция управления поперечной резкой) выполняется, когда выбирается статус блокировки " Lock status", кликнув мышкой на кнопку " Lock" (Блокировка).
Предусмотрен также " блок перемещения верхнего ножа" для удержания верхнего ножа внизу по ходу процесса непосредственно после разрезания пленки. Это служит для того, чтобы предотвратить прилипание обрези пленки (избытка пленки) к верхнему ножу. Блок приводится в движение пневматическим цилиндром, управление рабочим давлением которого осуществляется регулятором воздуха, расположенным рядом с подающими обрезиненными роликами на первом валу. При более низком давлении, имеется тенденция прилипания обрези пленки в верхнему ножу. С другой стороны, избыточное давление приводит к снижению усилия резки. Обычно следует начинать с давления 0. 2 МПа.
Для более точной операции, кликнуть на кнопки " " и " ®" настройки положения ножниц (" Shear position adjustment" ). Кликнуть на одну из стрелок в процессе работы, и гильотинные ножи переместятся один раз в направлении стрелки на величину, предварительно заданную предварительно заданную в позициях меню настройки положения ножниц. Положение резки отрегулировано по готовому пакету.
Когда гильотинные ножи достигают предела диапазона хода, звучит предупредительный сигнал (операцию остановки можно выбрать на экране). Датчик, который распознает предел, расположен в нижней части рамы гильотинных ножей. Блок управления поперечной резкой немедленно останавливает операцию в ответ на распознавание датчика. При этом, длина подачи мешка не осуществляется надлежащим образом. Вернуть в исходное состояние в центр диапазона хода гильотинные ножи, а также другие элементы, например, положение наложения фальца и поперечного нагревателя.
|
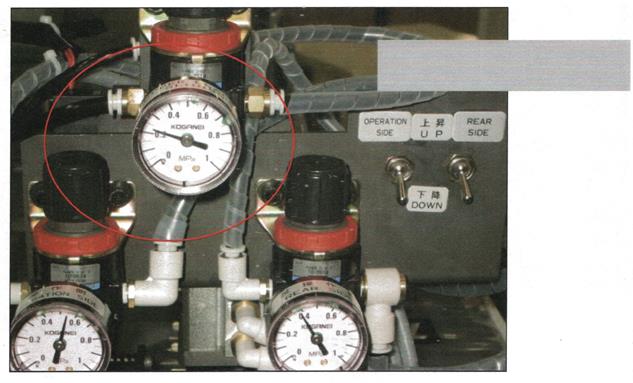
Рисунок 33 Регулятор
| ||||||
| ||||||
| ||||||
Рисунок 34Монитор блока управления поперечной резкой
| 39. Первый конвейер |
Пакеты падают на первый непрерывно двигающийся конвейер сразу же после того, как они разрезаются гильотинными ножами. Скорость перемещения настраивается в окне " Stacker speed" (Скорость устройства для укладки в пачки) на экране BH8. Когда скорость устройства для укладки в пачки является слишком медленной или слишком быстрой, это отрицательно сказывается на операции укладки пакетов в пачки.
Положение обрезиненных роликов также имеет важность для операции укладки пакетов в пачки. Установить это положение в точке или несколько вниз от переднего края пакета по ходу процесса непосредственно перед операцией резки (выходной конец пленки). Без этих роликов пакеты не будут правильно сбрасываться, что может привести к застреванию упаковываемых в пачки пакетов (затор пакетов) вокруг гильотинных ножей.
| 40. Второй конвейер |
Первый конвейер непрерывно движется в направлении движения пленки. При этом второй конвейер движется со скоростью подачи конвейера (" Conveyor Feed Rate), когда число пакетов достигает числа отсортированных пакетов (" Number of Sorted Bags" ), которое было предварительно задано на экране BH8. Пакеты сортируются в пачки с предварительно заданным количеством. Например, установить 10 пакетов для " Number of Sorted Bags" (Число отсортированных пакетов) и 1. 0 для " Conveyor Feed Rate" (Скорость подачи конвейера). Когда число пакетов на втором конвейере достигает 50, конвейер сразу же включается и передвигается на длину подачи пакетов, чтобы быстро их отсортировать.

Рисунок 35Первый и второй конвейер
| 41. Направляющие и грузы для предупреждения изгибов |
Вдоль технологической линии предусмотрены изогнутые стальные пластины, так называемые " изогнутые пластины направляющих для предупреждения изгибов". Эти направляющие являются вспомогательными приспособлениями, используемыми для прямолинейной подачи пленки. Завершить все описанные выше настройки и проверить, что пленка подается по машине прямолинейно. Затем приложить пленку к основанию направляющих для предупреждения ее изгибания.
Грузы, которые предусмотрены в качестве направляющих, предупреждают закручивание пленки, удерживая ее между двумя пластинами с нетканым материалом. Проверить, что эти пластины наложены для сохранения осевой линии пленки (на высоте 115 мм на раме машины). В противном случае, может иметь место косая и извилистая подача пленки.
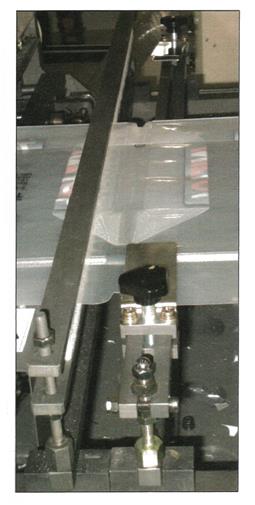
Рисунок 36Направляющие и грузы для предупреждения изгибов
| 42. Предохранительный световой занавес |
Предохранительный световой занавес - это система безопасности, которая работает при помощи лазерных лучей. Она устанавливается на рабочей и приводной сторонах нагревателей, которые перемещаются вверх и вниз. Для активации этой функции, повернуть ключ на распределительном щите машины в положение ВКЛ. Машина совершает аварийную остановку, когда лазерные лучи прерываются во время работы, например, когда рука пересекает эти лучи. После того, как эта функция отключается, устройства PATLITE в верхней части каждого блока начинают вращаться, и звучит предупредительный сигнал.

Рисунок 37Предохранительный световой занавес
| 43. Устройство блокировки |
Для активации этой функции, повернуть ключ на распределительном щите машины в положение ВКЛ. Машина совершает " аварийную остановку" в работе, когда открывается крышка блока гильотинных ножей. Эта схема безопасности не работает, когда данная функция выключена.

Рисунок 38Устройство блокировки
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|