- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Трудоёмкость отделения. 3 страница
| Наплавочный аппарат марки А-580 | |
| Сварочный ток, А | |
| Диаметр электродной проволоки, мм | 1,0-3 |
| Скорость подачи электродной проволоки, м/мин. | 0,8-6,8 |
| Масса, кг |
| Токарно-винторезный станок марки 16Б05П | |
| Наибольший диаметр обрабатываемой заготовки: | |
| над станиной | |
| над суппортом | |
| Наибольший диаметр прутка, проходящего через отверстие шпинделя | |
| Наибольшая длина обрабатываемой заготовки | |
| Шаг нарезаемой резьбы: | |
| метрической | 0,2-2,8 |
| дюймовой, число ниток на дюйм | 96-5 |
| модульной, модуль питчевой, питч | 0,1-14 |
| Частота вращения шпинделя, об/мин | 30-3000 |
| Число скоростей шпинделя | б/с |
| Наибольшее перемещение суппорта: | |
| продольное | |
| поперечное | |
| Подача суппорта, мм/об (мм/мин): | |
| продольная | 0,02-0,35 |
| поперечная | 0,01-0,175 |
| Мощность электродвигателя главного привода, кВт | 1,5 |
| Габариты размеры (без ЧПУ): |
| длина | |
| ширина | |
| высота | |
| масса, кг |
| Печь марки СТЗ-6.35.4/7 | ||
| Размеры рабочего пространства, дм | ||
| ширина | ||
| длина | ||
| высота | ||
| Максимальная рабочая температура, С0 | ||
| Атмосфера в рабочем пространстве | защитная | |
| Максимальная производительность, кг/ч | ||
| Установленная мощность, кВт | 70-90 | |
| Продолжительность термической обработки, ч | 3-8 | |
| Назначение: | высокотемпературный отпуск стальных деталей и термическая обработка деталей из цветных сплавов | |
| Печь марки СТЗ-6.24.4/10 | |
| Размеры рабочего пространства, дм | |
| ширина | |
| длина | |
| высота | |
| Максимальная рабочая температура, С0 | |
| Атмосфера в рабочем пространстве | защитная |
| Максимальная производительность, кг/ч | ||
| Установленная мощность, кВт | 90-120 | |
| Продолжительность термической обработки, ч | 2,5-2 | |
| Назначение: | закалка и нормализация стальных деталей | |
| Вертикально-фрезерный станок марки 6Т104 | |
| Размеры рабочего стола (ширина х длина) | 160х630 |
| Наибольшее перемещение стола: | |
| продольное | |
| поперечное | |
| вертикальное | |
| Наибольший угол поворота | |
| шпиндельной головки; 0 | ±45 |
| Число скоростей шпинделя | |
| Частота вращения шпинделя, об/мин | 63-2800 |
| Число подач стола | |
| Подача стола, мм/мин: | |
| продольная и поперечная | 11,2-500 |
| Скорость быстрого перемещения стола, мм/мин: | |
| продольная и поперечная | |
| Мощность электродвигателя привода главного движения, кВт | 2,2 |
| длина | |
| ширина | |
| высота | |
| Масса (без выносного оборудования), кг |
| |
| |
| Круглошлифовальный станок марки 3М153 | |
| Наибольшие размеры устанавливаемой заготовки: | |
| диаметр | |
| длина | |
| Рекомендуемый (или наибольший) диаметр шлифования : наружного | |
| Наибольшая длина шлифования | |
| Высота центров над столом | |
| Наибольшее продольное перемещение стола | |
| Угол поворота стола; 0 | |
| по часовой стрелке | |
| против часовой стрелки | |
| Скорость автоматического перемещения стола (бесступенчатого регулирования), м/мин | 0,02-5 |
| Частота вращения, об/мин, шпинделя заготовки с бесступенчатым регулированием | 50-1000 |
| Конус Морзе шпинделя передней бабки и пиноли задней бабки | |
| Наибольшие размеры шлифовального круга: | |
| наружный диаметр | |
| высота | |
| Перемещение шлифовальной бабки: | |
| наибольшее | |
| на одно деление лимба | 0,0025 |
| за один оборот толчковой рукоятки | 0,001 |
| Частота вращения шпинделя шлифовального круга, об/мин, при шлифовании |
| Скорость врезной подачи шлифовальной бабки, м/мин | 0,05-5 |
| Мощность электродвигателя привода главного движения, кВт | 7,5 |
| Габаритные размеры (с приставным оборудованием): | |
| длина | |
| ширина | |
| высота | |
| Масса (с приставным оборудованием), кг |
Выбор инструмента.
Резец проходной 16х25х140 с пластинами из твердого сплава, с углом врезки пластины в стержень 45° (по ГОСТ 18878 - 73).
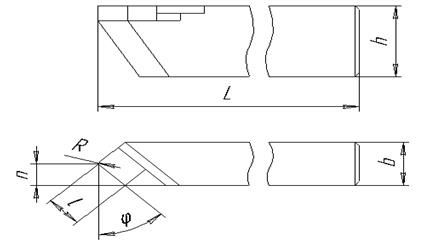 Рис. 1
Рис. 1
h =20 мм.;
b =25 мм.;
L =140 мм.;
j =45°;
n =9 мм.;
l =12 мм.;
R =1 мм.
Фреза шпоночная (по ГОСТ 9140 - 78) с цилиндрическим хвостовиком.
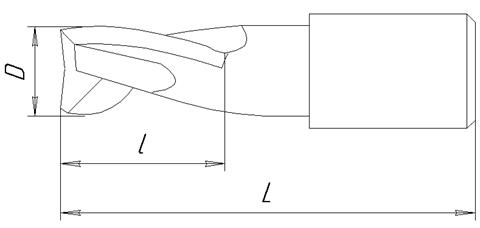
Рис. 2
D =16 мм.;
L =73 мм.;
l =16 мм.
Резец отрезной 5х16х25х140 мм с пластинами из твердого сплава (по ГОСТ 18884-73).
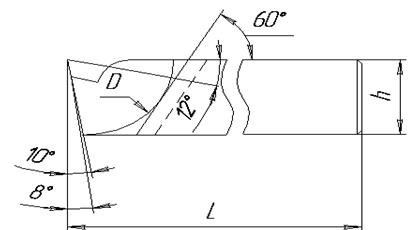
При j = 90°
 Рис. 3
Рис. 3
h = 16 мм.;
b = 25 мм.;
L = 140 мм.;
P = 5 мм.;
L = 5 мм.;
Круг шлифовальный 500х305х63.
Рис. 4
D= 500 мм.;
d = 305 мм.;
B = 63 мм.
2.5. Расчет наплавочной операции.
Наплавочная операция (ручная)
1 переход
Заплавить шпоночный паз размерами L=70 мм, h= 5,7 мм, b=16,2 мм
а) для шпоночных пазов:
| V=bИЗН х L x h1, см3 | [9стр.12] |
где:
bИЗН – ширина изношенного паза, см
L – длина, см
h1 – глубина паза с учетом наплыва (0,1 см), см
h1=h+0,1 см
h1 = 0,57+0,1=0,67 (см)
V = 1,62х7х0,67=7,59 (см3)
б) вес наплавляемого металла; гр.
| G = V×γ; гр. | [9стр.13] |
где:
V= объем наплавляемого металла, см3
γ – удельный вес электрода или электродной проволоки, гр/см3
γ – 7,8 гр/см3
G = 7,59×7,8 = 59,202 (гр)
в) расход электродов – GЭ, гр.
| GЭ = G · KЭ, гр. | [9стр.13] |
G – вес наплавленного металла, гр.
KЭ – коэффициент расхода электродов на угар и разбрызгивание
KЭ, = 1,3 – для электродов, т.е. при ручной наплавке
GЭ = 59,202 · 1,3 = 76,96 (гр)
г) время основное – ручная наплавка (шпоночные пазы, зубья)
ТОСН =  , мин , мин
| [9стр.14] |
| G – вес наплавленного металла, гр. | |
| I – ток в амперах | [9стр.28] |
| аН – коэффициент наплавки, г/а-час | [9стр.28] |
Т0 =  = 2,41 (мин) = 2,41 (мин)
|
д) в конце ручной наплавки, а также в конце автоматической наплавки считают по отдельности Тшт.к.
| Тшт.к./ ручной = ∑Т0ручн.×Кпручн, мин | [9стр.15] |
∑Т0ручн. – сумма Т0 всех переходов только ручной наплавки, мин
Кпручн = 1,3 ÷ 1,5
Тшт.к./ ручной = 2,41·1,3 = 3,14 (мин)
Наплавочная операция (автоматическая)
1 переход
Наплавить место под подшипник качения с Ø 5,49 см до Ø 5,8 см на длину 2,5 см
1.V – объем наплавленного металла
| V =πd2 × δ × L | [9стр.12] |
d2 – диаметр наплавленный, см (марш.карта)
δ – толщина слоя наплавки, см
L – длина обрабатываемой поверхности, см (марш. карта)
d1 – изношенный диаметр, см
δ=  , см , см
| [9стр.12] |
δ=  =0,155, см =0,155, см
| |
| δ= 0,155 см | |
| V = 3,14·5,8·0,155·2,5 = 7,05 (см3) |
2.Вес наплавляемого металла
| G = V×γ; гр. | [9стр.13] |
| где: | |
| V – объем наплавленного металла | |
| V = 26,86 см3 | |
| γ – удельный вес электрода гр/см3 | |
| γ = 7,8 гр/см3 | [9стр.13] |
| G = 7,05·7,8 = 55,05 (гр) |
3.Расход проволоки
| Gэ= G×Kэ, гр | [9стр.13] |
| где: | |
| G – вес наплавленного металла, гр. | |
| G = 209,51 гр. | |
| Kэ – коэффициент расхода проволоки на угар и разбрызгивание; | |
| Kэ = 1,1 – для проволоки при автоматической сварки | [9стр.13] |
| Gэ= 55,05·1,1=60,56 (гр) | |
4. Т0 – время основное, мин.
Т0=  , мин , мин
| [9стр.14] |
| i – число проходов | |
| l – длина наплавляемой поверхности, мм | |
| n – число оборотов шпинделя станка, мин | |
| s – шаг наплавки, мм | [9стр.28. табл.1] |
n = 318  , об/мин , об/мин
| [9стр.14] |
| d1 – диаметр изношенный, мм | |
| VH – скорость наплавки, м/мин | [9стр.28. табл.1] |
| VH – необходимо перевести из м/час в м/мин т.е. разделить на 60 – после этого подставить формулу | |
n = 318  =1,7 об/мин =1,7 об/мин
| |
Т0 =  =4,9 (мин) =4,9 (мин)
| |
2 переход
1.Наплавить посадочное место под шестерню с Ø 54,48 мм до Ø 58 мм на длину 78 мм
Объем наплавленного металла, см3;
| V = Пd2×δ×L, см3 | [9стр.12] |
| где: | |
| d2 – изношенный диаметр, см; | |
| d2 = 54,48 мм = 5,448 см | [по расчету] |
| δ – толщина наплавленного слоя, см | |
| δ = , см
| [9стр.12] |
δ =  = 0,176 см = 0,176 см
| |
| L – длина обрабатываемой поверхности, см; | |
| V = 3,14·5,8·0,176·7,8 = 25 (см3) |
2. Вес наплавочного металла, гр.;
| G=V×γ, гр.; | [9стр.12] |
| где: | |
| V – объём наплавляемого металла, см3.; | |
| γ - удельный вес проволоки, гр/см3.; | |
| γ = 7,8 гр/см3.; | |
| G= 25·7,8 = 195 (гр) |
3. Расход проволоки:
| Gэ =G×Кэ, гр.; | [9стр.12] |
| где: | |
| G - вес наплавленного металла, гр.; | |
| Kэ, - коэффициент расхода проволоки на угар и разбрызгивание; | |
| Kп, =1,1 | [9стр.12] |
| Gэ=195·1,1=214,5 (гр). | |
4. Основное время, мин.:
Т =  , мин. , мин.
| [9стр.12] |
| где: | |
| L – длина наплавляемой поверхности, мм; | |
| n – число оборотов шпинделя станка, мин; | |
| S – шаг наплавки, мм | |
| S = 3 мм | [1стр.98] |
| i – число проходов; i = 1 | |
| d1 - диаметр изношенный, мм; d1 = 54,48 мм | [по расчету] |
| Vн – скорость наплавки, м/час; | |
| Vн = 18 м/час = 0,3 м/мин; | [1стр.98] |
n = 318×  , об/мин , об/мин
| [1стр.98] |
n = 318×  = 1,75 (об/мин) = 1,75 (об/мин)
| |
Т =  = 14,8 (мин) = 14,8 (мин)
|
5. Тшт.к. – время на операцию штучно-калькуляционное
| Тшт.к. = ∑Тшт. Kn автом, мин.; | [9стр.15] |
| ∑ Тавтомат - сумма То всех переходов только автоматической наплавки, мин.; | |
| ∑Тавтомат.=То1переход+То2переход.; ∑Тавтомат.=4,9+14,8=19,7 (мин) | [9стр.15] |
| Kn автомат.=1,3; | [9стр.15] |
| Тшт.кал. (автом) = 19,7·1,3 = 25,61 (мин) | |
2.6. Расчет токарной операции.
1 переход:
Проточить посадочное место под подшипник качения и посадочное место под шестерню с Ø 58 мм до Ø 56,5 мм на длину 103 мм, начерно.
1. Глубина резания, мм.:
t =  ; мм ; мм
| [9стр.16] |
| где: | |
| D1 = 58 мм | |
| D2 = 56,5 мм | |
t =  = 0,75 (мм) = 0,75 (мм)
|
2. Подача S, мм/об:
| S = 0,5 (мм/об). | [9стр.30.табл.5] |
3. Скорость резания, м/мин:
| V= Vтабл. *0,75, м/мин.; | [9стр.16] |
| Vтабл =101 м/мин; | [9стр.31,табл.8] |
| Vтабл =101·0,75=75,75 (м/мин). |
4. Корректировка скорости:
| Vскорр. = V·Кмр·Км·Кох·Кх; м/мин.; | [9стр.17] |
| Кмр=2,3; для резца с напайкой из материала Т5К10 | [1ниже табл.11] |
| Км =0,65; при пределе прочности Cталь 45=61 кгс/мм2 | [1табл.10] |
| Кох=0,8; | [1табл.11] |
| Кх =0,75; | [1табл.12] |
| Vскорр. =75,75·2,3·0,65·0,8·0,75=67,94 (м/мин). |
5. Число оборотов шпинделя станка:
n =  ; об/мин ; об/мин
| [9стр.17] |
n =  = 372,5 (об/мин) = 372,5 (об/мин)
|
6. Паспортное число оборотов:
| nпасп =400 об/мин; | [9табл.46] |
7. Фактическая скорость резанья:
Vфакт. =  м/мин м/мин
| |
Vфакт. =  = 72,95 = 72,95
|
8. Усилие резания:
| Pz = А·Б, кгс | |
| А = 114 кгс | |
| Б = 0,95 кгс | |
| Pz = 114·0,95 = 108,3 (кгс) | [9табл.13] |
9. Мощность станка:
N3 =  ; кВт ; кВт
| [по заданию] |
| 𝜂 – КПД станка = 0,9 | |
N3 =  = 1,43 кВт = 1,43 кВт
|
10. Время основное:
Т0 =  ; мин ; мин
| [9стр.18] |
| где: | |
| L – длина обрабатываемой поверхности | [по заданию] |
| L = l + l1 + l2 мм | |
| l = 103 мм | |
| l1 + l2 = 2 мм | [1 табл.14] |
| L = 103 + 2 = 105 мм | |
Т0 =  = 0,525 (мин) = 0,525 (мин)
|
11. Вспомогательное время:
| Тв = Тву + Твп | [9стр.18] |
| Тву = 1,3 | [9табл.15] |
| Твп = 1 | [9табл.17] |
| Тв = 1,3 + 1 = 2,3 (мин) | [9стр.18] |
12. Оперативное время:
| Топ = То + Тв; мин | [9стр.18] |
| Топ = 0,525 + 2,3 = 2,8 (мин) |
13. Дополнительное время:
| Тд = Топ · к; мин, к = 0,07 | [9стр.18] |
| Тд = 2,8 · 0,07 = 0,196 (мин) |
14. Штучное время:
| Тшт = То + Тв +Тд; мин | [9стр.19] |
| Тшт = 0,525 + 2,3 + 0,196 = 3,02 (мин) |
2 переход:
Проточить посадочное место под подшипник качения и посадочное место под шестерню с Ø 56,5 мм до Ø 55,5 мм на длину 103 мм, начисто.
1.Глубина резания:
t =  ; мм ; мм
| |
t =  = 0,5 мм = 0,5 мм
|
2.Подача S мм/об:
| S = 0,25 мм/об = 0,2 | [9стр.30. табл.5] |
3. Скорость резанья м/мин:
| V = Vтабл | [9стр.16] |
| Vтабл = 147 м/мин = 170 | [9стр.31. табл.8] |
4. Корректировка скорости:
| Vскорр = V · Kмр · Км · Кох · Кх; м/мин | [9стр.7] | |
| Kмр = 2,3 | [9стр.32.ниже таб.11] | |
| Км = 0,65 | [9табл.10] | |
| Кох = 0,9 | [1табл.11] | |
| Кх = 0,85 | [1табл.12] | |
| Vскорр = 170 ·2,3·0,65·0,9·0,85 = 194,42 (м/мин) | ||
5. Число оборотов шпинделя станка:
n  ; об/мин ; об/мин
| |
n =  = 1094 (об/мин) = 1094 (об/мин)
|
6. Паспортное число оборотов:
| nпасп = 1000 об/мин | [9табл.46] |
7. Фактическая скорость резанья:
Vфакт. =  ; м/мин ; м/мин
| |
Vфакт. =  = 177,67 (м/мин) = 177,67 (м/мин)
|
8. Усиление резанья
| Рz = A·Б; кгс | |
| А = 71 кгс | |
| Б = 0,95 кгс | |
| Рz = 71·0.95 = 67.45 (кгс) |
9. Мощность станка
N3 =  ; кВт ; кВт
| |
| 𝜂 – КПД станка = 0,9 | |
N3 =  = 2,17 кВт = 2,17 кВт
|
10. Время основное:
| Т0 = ; мин
| |
| где: | |
| L = l + l1 + l2 мм | |
| l = 103 мм | [по заданию] |
| l1 + l2 = 2 мм | |
| L = 103+2 = 105 мм | |
Т0 =  = 0,42 (мин) = 0,42 (мин)
|
11. Вспомогательное время:
| Тв = Твп; мин | [9стр.18] |
| Тв = 0,2 мин |
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|