- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Электр ұшқынды өңдеудегі беріктендіру
2 Электр ұшқынды өңдеудегі беріктендіру
2.1 Электр ұшқынды өңдеудегі беріктендіру әдісі
Электр ұшқынды өңдеу инертті газдағы жоғарғы температура шартында жұмыс істейтін машина бұйым бетінің қаттылығын және төзімділікті жоғарлату үшін; ыстыққа төзімділік және беттің корозияға ұшырауына деген төзімділік; метал кескіш, ағашөңдейтін және басқада инструменттердің сақталуын; бет кедірбұдырлығын келесідей галваникалық төсеумен құру; дәнекерлеу процесін қарапайым қорытпамен қиын дәнекерленетін материалдын дәнекерлеу дің жүргізу процесін оңтайландыру шарты (мысалға:аралық қабаттқа мысты қосу); жөңдеу кезінде тозған машина бұйымдар өлшемдерінің көбеюі; түрлі түсті металдардың кесірінен бұйым бетінің құрылымының өзгеруіне қолданылады [3]. Осындай өңдеу әдісі жоғарғы жылдамдықты кесуші және басқада болат құрылғыларын (қаттылығы, тозуға төзімділік, ыстыққа төзімділік жіне т.б.) бастапқы физикалық және химиялық құрылым бетінің қабатын әлдеқандай өзгертуге мүмкіндік береді. Электроұшқынды өңдеу метал бұйым материал қабатын легирлеуді ауа ортасында ұшқынды разрят электродына (анод) негізделген.
Легирленген металдың диссоцироланған атом аралық азотпен және ауа көміртегінің химиялық реакция нәтижесі, сонымен қатар бұйым материалының беттік қабатында суарылған құрылым және күрделі химиялық қосылыстар құрылады және берітендірілген қабатта диффузиялық (жоғарғы дисперсиялы нитриттер, карбононитрит, және карбидтер) тозуға деген төзімділік туындайды [4]..
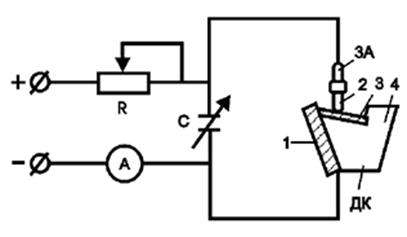
1 — графит тілімше; 2 — беріктендіргіш электрод;
3 — беріктендірілетін бет; 4 — аспаптың тұрқысы
ЭА — электрод — анод; ТК — тетік -түйiспелi тілімшедегі катод;
7 – сурет – Электр ұшқынды өңдеу өңдеу әдісінің принципиалды электрлік сұлбасы
Беріктендірілген қабатта жоғарғы тозуға деген төзімділік және беріктік қасиеті болады (Виккерс әдісімен ПМТ-3 аспабымен өлшей келе қаттылығы 1000-1400 HV құрады және электродтың материалына байланысты). Электроұшқынды өңдеуден кейінгі жалпы беріктендірілген металдың қабаты жоғарғырақ уланбаған және төмеңгі айнымалы концентрациялы өтпелі диффузиялық қабаттан тұрады. Ол бастпақы құрылымы қатты өзгерген легирленген қоспа және карбидтің біртіндеп метал құрылымына өтуін айтады. Көп жағдайда төмеңгі қабат тереңдік бойынша жоғарғыдан әлде қайда терең. Келесідей лазерлік сәулелендіру әсерленумен беріктендірілу бетіннің қасиетін жоғарлатады, легрирленген электроұшқынды әдіспен кедір бұдырлық деңгейді азайтады [4].
Аспаптардың келесі беттері беріктендіріледі (2-3-кесте):
2- кесте Аспаптарды беріктендіру
| Атауы | Болат таңбасы |
| Кескіштер, сверла диаметрі 5 мм –ден жоғары бұрғылар, ұңғылар, үңгілер, жоңғылар, тартажонғыштар | Р18, Р9, Р6М5, Р18Ф2, Р18К5Ф2, Р5К5, Р9К10, Р10К5Ф5 |
| Суықтай және ыстықтай қалыптау қалыптары июші, кермелеуші қалыптаулар | У8, У10, У12, ХВГ, 5ХНМ, 5ХВ2С, Х12Ф1, Х12М, ХВ5 |
| Беруші және қысушы цангылар, құралбіліктер, ішпектер, кондукторлық төлкелер,бағана бағыттаушы төлкелер | 65Г, 60Г, 60С2А |
3- кесте Аспаптарды беріктендіру
| Аспап | Беріктендіретін бет |
| Кескіштер: өтпелі, тілімдейтін, қиғыш, кеңейжонғыш, сүргілей және т.б. | Алдыңғы және артқы жақ, басты кесу жиегі, дөңгелектеу радиусы, өтпелі және қосымша жиектер |
| Фасонды | алдыңғы жақ |
| Спиралды бұрғы | артқы жақ және тұйықтағыш, алдыңғы қырдағы өтпелi бұрыштар |
| Үңгілер | артқы жақ және шарбақ бөлiгi |
| Жонғы тісімен: Қарапайым | артқы жақ |
| Желкелегіш | Алдыңғы жақ |
| Дөңгелек тартажонғыштар | Кескіш тістердегі артқы бет |
| Тіс кесу тісқашауыштар | Алдыңғы жақ |
| Қалыптар | Жұмыстық жақ |
Электр ұшқынды беріктендіру беттерді жақсартады (8- сурет): жұдырықша типті машина бұйымдары, бағыттаушы, фиксаторлар, қысқыштар, итергіштер; конструкциялық легирленген және көмірқышқыл газ болаттардан дайындалған бұйым қорабының тесіктері; инструменттер және технологиялық жабдықтар.
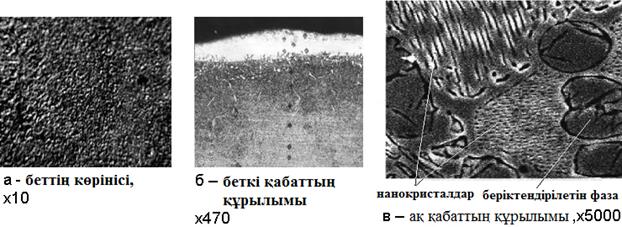
8-сурет. Бет бедері (а) мен беткі қабат құрылымының (б, в) өзгеруі
Берілген беттерге байланысты келесідей аспаптар (токарлы және фасонды кескіш, тесу, буатты фрезерлік жән т.б.) әрбір нүктелеуден кейін беріктендіруді қажет етеді. Ал инструменталды және конструкциялық болаттан жасалған қосымша және штампалық инструменттер қолдануға дайындықтан кейін беріктендіріледі. Цангаларда және цанганын астарын беттін жұмыс саңылауының ұзындығы кем дегенде 30 мм торцаға дейін беріктендіріледі. Жұмыстық конусты беріктендіруден кейін жетілдірілген тегістеуді жүргізеді [5].
4 - кесте – Элетр ұшқынды әдіспен енгізілген жабынның сипаттамасы
| Жабынның сипаттамасы | Мәні |
| Қалыңдығы (мкм): | - |
| - енгізілген | 5-1000 |
| - ақ қабат | 600 дейін |
| - өтпелі қабат | 700 дейін |
| Микроқаттылық (МПа): | - |
| - ақ қабат | 6000-22000 |
| - өтпелі қабат | 3000-8000 |
| Бет бедерінің параметрі | дөңес-қайқы |
| - микротегісеместік биіктігі (мкм) | Ra 1,6-Rz360 |
| - томпақ салыстырмалы биіктік һB/rB | 0,06-0,19 |
| - салыстырмалы томпақтар арасындағы қашықтық SM/HMAX | 5 – 9 |
| Электрод материалдарының жылуөткізгіштігі λ (Вт/м·К) | 10-400 |
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|