- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Электр ұшқынды өңдеу (ЭҰӨ)
1 Электр ұшқынды өңдеу (ЭҰӨ)
Электр ұшқынымен өңдеу әдісін алғашқы рет Б. Р. және Н. И. Лазаренколар ұсынған. Бұл әдіс электр импульстерінің жылулық әсеріне негізделген (1-сурет). Дайындаманың қажетті формасын және өлшемін алу үшін оның өңделетін бетіне импульстік электр тогы үздіксіз жіберіліп тұрады. Мұнда ең қажеттісі электр импульстер (электр разрядтар) болып табылады. Олар өңдеу аумағында жылуға айналып, артық металды кетіреді [1].
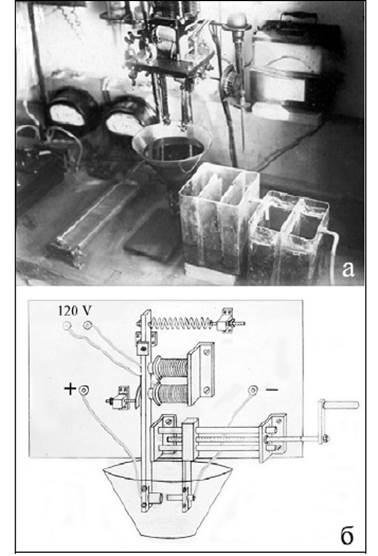
1-сурет. Алғашқы электр ұшқынды қондырғы
2-суретте электр ұшқынымен өңдеудің сұлбасы көрсетілген. Жұмысты орындайтын аспап - катод (1) әдетте мыстан жасалады және көлденең қимасы жасалатын тесіктің (не қуысын) формасына ұқсас болады. Өңделетін дайындама - анод (2) конденсаторлар батареясының разрядты контурына жалғастырылады. Өндеу аумағы сұйық диэлектриктің (трансформаторлық май немесе керосин) ішіне батырылады. Электродтардын арасындағы керекті санылау (V) қамтамасыз етілгенде, тұрақты ток көзінен конденсатордын (С) белгілі дәрежеде зарядталу кезінде аспаптың төменгі шеті мен өнделетін беттің арасындағы диэлектрлік аралық жойылып, конденсаторлар разрядталады. Конденсаторлар разрядталғанда аспаптын төменгі шеті мен өңделетін беттің арасында электр импульстік разрядтар пайда болады, соның нәтижесінде өңделетін дайындаманың бетінде эрозия процесі болады.
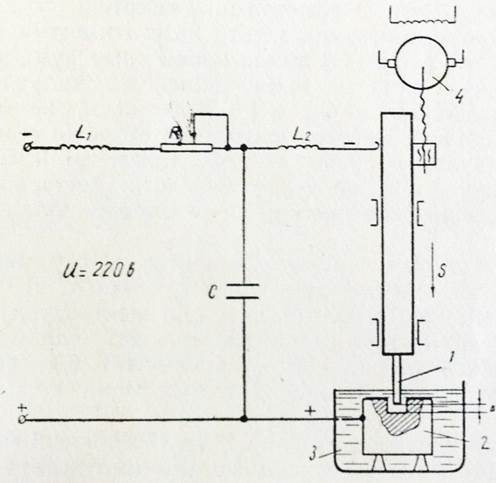
1 - жұмыс орындайтын аспап - катод, 2 - өңделетін дайындама - анод,
3 - диэлектрик, 4 - электр қозралтқыш, С - конденсатор
2-сурет. Электр ұшқынымен өңдеу
Разрядтар бірінің артынан бірі жоғары жиілікпен (секундына бірнеше ондаған мың) шыққандықтан өңделетін беттен металл кетіретін электр эрозиялық процестің өнімі жоғары болады, ал аспап 5 мм/мин берілісті жылдамдыкпен орын ауыстырады [2].
Электродтар аралығын (V ) өзгермейтін белгілі өлшемде сақтау үшін, операцияны орындау процесінде берілістің жылдамдығы автоматты түрде керекті дәрежеде қамтамасыз етіледі. Мұны бақылау системасы арқылы электр қозғалтқыш (4) жүзеге асырады.
Электродтар арасындағы керекті саңылаудың мөлшерін бақылайтын система тапсырылған электр параметрі арқылы оны өзгертпей ұстап тұрады. Кезекті металл кетірілген кезде саңлау (V) үлкейіп, электр параметрлерін өзгертеді. Бүл өзгеріс команда ретінде қабылданып, электр қозғалтқыштың айналу үдеуін арттырады. Аспап (1) төмен қарай орын ауыстырады және саңылау керекті өлшемге дейін кішірейеді. Саңлаудың шамасы тым аз болса, аспаптың берілісі баяулатылады, немесе ол аздап жоғары көтеріледі [2].
Электр ұшқынмен өңдейтін білдектер кішкентай саңлауларды және тесіктерді (диаметрі 0,15 - 0,4 мм-ге дейінгі) өңдеуде қолданылады. Өңделетін беттердің тазалығы У6 - У7 класқа дейін жетеді, ал тесіктердің дәлдігі 0,02 мм-ге тең (3-сурет).

3-сурет. Дизельді насос-форсункасының шашыратқыш тесігін Ø0,15 +0,01 мм дайындауға арналған ЛКЗ-20 электр ұшқынды қондырғы (1957 ж.)
Электр ұшқынды өңдеу импульстік ұшқынды разрядты анодпен (дайындама) катод (құрылғымен) арасында қолдануға негізделген.
Электр ұшқынды өңдеудің технологиялық параметрі 4 – суретте көрсетілген. Принципиалды сұлба процесі 1 - кестеде көрсетілген. Ваннада диэлектрлік сұйықтыққа 4 изолятор 7 және дайындама 6 орналастырылған. Дайындамамен инструменттін арасына 100-200 В амплитудалы импульсі жіберіледі. Импульстің созылу ұзақтығы 20-200 мкс RC генераторынан 1 шығарылады.
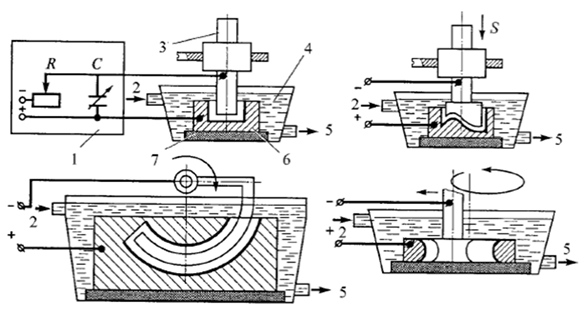
4 - сурет – Электр ұшқынды өңдеудің технологиялық параметрі
1 - кесте – Электр ұшқынды өңдеудегі кейбір операциялардың технологиялық көрсеткіштері (500-5000 Гц жиілікте)
| Операция | Кедір-бұдырлығы Rz, мкм | Өнімділігі, мм2/мин | Қуаты, кВт | Кернеу, В | |
| тесікті қобылағыш (прошивка) диаметрі, мм: |
0,6-40
| 20-ға дейін 150-ге дейін 1200-ге дейін | 0,2-0,3 0,5-0,8 2-2,5 | 30-70 | |
| 80-200 | |||||
| Фасонды жолақты қобылағыш | - | 20-40 | |||
| Бердерлеу, таңбалау | - | - | 0,5-10 |
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|