- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
СОДЕРЖАНИЕ. Введение. Анализ объекта производства. Анализ технологичности
СОДЕРЖАНИЕ
Введение................................................................................................. 5
1. Анализ объекта производства........................................................... 6
2. Выбор заготовки.............................................................................. 15
3. Проектирование маршрута обработки........................................... 27
4. Выбор режущего и измерительного инструмента......................... 32
5. Расчет припуска методом РАМОП................................................. 34
6. Расчет режимов резания и норм времени....................................... 40
Заключение........................................................................................... 52
Список литературы.............................................................................. 53
Комплект технологических документов............................................. 54
Введение
1 Анализ объекта производства
1.1 Анализ технологичности
В данном курсовом проекте представлена разработка технологического процесса изготовления и обработки детали «Крышка штуцера».
Деталь «Крышка штуцера», заданная для разработки технологического процесса механической обработки, используется для плотного закрытия различных отверстий и пространств с целью их изоляции от окружающей среды.
Рисунок 1 - Крышка штуцера
Конструкция изделия представляет собой деталь в форме тела вращения с габаритными размерами 42×122.
Деталь имеет лыску, внутреннее резьбовое отверстие и 6 одинаковых отверстий по наружному диаметру.
Технологичность конструкции изделия рассматривается как совокупность свойств конструкции изделия, определяющих ее приспособленность к достижению оптимальных затрат при производстве, эксплуатации и ремонте для заданных показателей качества, объема выпуска и условий выполнения работ (ГОСТ 14.205-83).
Объект производства анализируется по пяти признакам:
1) обрабатываемости материала при механической обработке;
2) рациональности геометрической формы детали с точки зрения механической обработки;
3) наличие у детали поверхностей, которые удобно использовать в качестве технологических баз;
4) возможности использования при обработке заготовки режущих инструментов стандартных размеров и формы;
5) соответствие точности размеров и шероховатости поверхностей, принятых за измерительные базы.
1.1.1 Оценка обрабатываемости материала 
В качестве численного показателя технологичности принят поправочный коэффициент  на скорость резания в зависимости от свойств обрабатываемого материала. Этот коэффициент показывает величину изменения скорости резания, при всех остальных неизменных параметрах процесса, при изменении свойств материала заготовки относительно материала, обрабатываемость которого принята за единицу и определяется по формуле [5, табл. 1, стр. 261]:
на скорость резания в зависимости от свойств обрабатываемого материала. Этот коэффициент показывает величину изменения скорости резания, при всех остальных неизменных параметрах процесса, при изменении свойств материала заготовки относительно материала, обрабатываемость которого принята за единицу и определяется по формуле [5, табл. 1, стр. 261]:
 ,
,
где nV – показатель степени, характеризующий обрабатываемость металлов резанием.
Значение показателя nV принимаем по [5, табл. 2, стр. 262]:
при обработке серого чугуна резцами из твердого сплава – 1,25;
при обработке серого чугуна сверлами, зенкерами, развертками из твердого сплава и быстрорежущей стали – 1,3;
при обработке серого чугуна фрезами из быстрорежущей стали – 0,95.
Подсчитывается норма основного технологического времени по всем переходам анализируемого технологического процесса (для этого суммируются нормы основного времени, вычисленные для каждого перехода) åТо.
 ,
,
где  ,
,  ,
,  - поправочный коэффициент при точении, сверлении и абразивной обработке соответственно;
- поправочный коэффициент при точении, сверлении и абразивной обработке соответственно;
 ,
,  ,
,  -суммарное основное время токарной, сверлильной и абразивной обработки соответственно (расчеты см. п. 6).
-суммарное основное время токарной, сверлильной и абразивной обработки соответственно (расчеты см. п. 6).
 0,43 мин.; SТос = 0,03 мин; SТоф = 0,7 мин.
0,43 мин.; SТос = 0,03 мин; SТоф = 0,7 мин.
 .
.

1.1.2 Оценка технологичности формы детали 
Для оценки технологичности конструкции детали подсчитывается коэффициент . Для подсчета коэффициента используется эскиз объекта производства. Оценивается технологичность всех обрабатываемых поверхностей. Оценка технологичности производится с использованием [6, табл. 6, стр. 11].
Если поверхность по форме признается технологичной, то она исключается из дальнейшего анализа. Поверхности отнесенные к нетехнологичным оцениваются коэффициентом по таблице. Определяется среднее значение по всем поверхностям, признанным нетехнологичными:
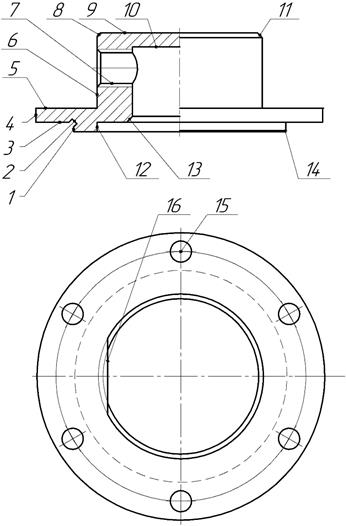
Рисунок 2 – Позиции обработки
Таблица 1 – Оценка технологичности формы детали
| Поверхность | Оценка технологичности | 
|
| технологично | ||
| технологично | ||
| технологично | ||
| технологично | ||
| технологично | ||
| технологично | ||
| технологично | ||
| технологично | ||
| технологично | ||
| технологично | ||
| технологично | ||
| технологично | ||
| технологично | ||
| технологично | ||
| технологично | ||
| технологично |
 =1.
=1.
1.1.3 Оценка удобства базирования 
Конструкция заготовки может быть признана технологичной, если можно выбрать удобные базы для ее обработки и избежать погрешности базирования. Этот показатель технологичности оценивается коэффициентом  . Для подсчета
. Для подсчета  рассматриваются все операции анализируемого технологического процесса. Коэффициент рассчитывается для каждой операции. Если при установке заготовки возникает погрешность базирования, то = 0,5. Если погрешность базирования отсутствует и в качестве технологической базы используется конструкторская база, то = 1. Если в качестве базы используется вспомогательная поверхность, то = 0,9. Использование искусственной (вспомогательной) технологической базы оценивается = 0,75. Если используется условная база, которая при обработке материализуется, то = 0,85. Найденные частные значения суммируются, и находится среднее арифметическое значение.
рассматриваются все операции анализируемого технологического процесса. Коэффициент рассчитывается для каждой операции. Если при установке заготовки возникает погрешность базирования, то = 0,5. Если погрешность базирования отсутствует и в качестве технологической базы используется конструкторская база, то = 1. Если в качестве базы используется вспомогательная поверхность, то = 0,9. Использование искусственной (вспомогательной) технологической базы оценивается = 0,75. Если используется условная база, которая при обработке материализуется, то = 0,85. Найденные частные значения суммируются, и находится среднее арифметическое значение.
Таблица 2 – Оценка удобства базирования детали «Крышка штуцера»
| Номер операции | Название операции |
|
| Токарная с ЧПУ | 1,0 | |
| Токарная с ЧПУ | 1,0 | |
| Вертикально сверлильная с ЧПУ | 1,0 | |
| Вертикально-фрезерная с ЧПУ | 0,5 | |
| Круглошлифовальная | 1,0 |

|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|