Наплывы и неровности шва обработать с плавным переходом к основному металлу
Шов по незамкнутой линии (знак применяют, если расположение шва ясно из чертежа)
Шов по замкнутой линии (диаметр знака 3…5 мм)
Шов выполнить при монтаже изделия, т.е. при установке его на месте применения
Шов прерывистый или точечный с цепным расположением (угол наклона линии 60°)
Шов прерывистый или точечный с шахматным расположением
Условное обозначение шва наносится:
§ на полке линии-выноски, проведенной от изображения шва с лицевой стороны;
§ под полкой линии-выноски, проведенной от изображения шва с оборотной стороны.
Обозначение шероховатости механически обработанной поверхности шва наносят на полке или под полкой линии-выноски после условного обозначения шва, или указывают в таблице швов, или приводят в технических требованиях чертежа, например: «Параметр шероховатости поверхности сварных швов...». Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение обычно помещают под линией-выноской.
При наличии на чертеже одинаковых швов обозначение можно наносить у одного из изображений, от изображений остальных одинаковых швов проводятся линии-выноски с полками. Всем одинаковым швам присваивают одинаковый номер, который наносят:
§ на линию-выноску, имеющюю полку с нанесенным обозначением шва;
§ на полку линии-выноски, проведенной от изображения шва, не имеющего обозначения, с лицевой стороны;
§ под полку линии-выноски, проведенной от изображения шва, не имеющего обозначения, с оборотной стороны.
Количество одинаковых швов может быть указано на линии-выноске, имеющей полку с нанесенным обозначением шва. Швы считаются одинаковыми:
§ если одинаковы их типы и размеры конструктивных элементов в поперечном сечении;
§ если к ним предъявляются одни и те же требования.
Если все швы на чертеже одинаковы и изображены с одной стороны (лицевой или обратной), то нумерация одинаковых швов может отсутствовать. При этом швы, не имеющие обозначения, отмечают линиями-выносками без полок.
Структура условного обозначения стандартного шва или стандартной одиночной сварной точки приведена на рис. 4.2, нестандартного шва или нестандартной одиночной сварной точки — на рис. 4.3.
Рис. 4.2. Структура условного обозначения стандартного сварного шва на чертеже: 1 — шов по замкнутой линии; 2 — ГОСТ на выполнение шва; 3 — соединение тавровое № 4 по ГОСТ 5264—80; 4 — катет шва 6 мм; 5 — длина провариваемого участка 50 мм; 6 — шов прерывистый с шахматным расположением; 7 — шаг шва 100 мм; 8 — выпуклость шва снять Рис. 4.3. Пример условного обозначения нестандартного шва сварного соединения
В пронумерованных ячейках разработчик должен указать главные характеристики шва. Так, в первой ячейке необходимо показать дополнительные знаки, изображенные на рисунке. Во второй конструктор прописывает ГОСТ на метод сварки. В третьей должно быть записано обозначение шва, например Т4. В четвертой должен быть обозначен размер катета шва. В этом обозначении указываются параметры прерывистого шва и другие вспомогательные знаки.
Обозначение шероховатости механически обработанной поверхности шва наносят на полке или под полкой линии-выноски после условного обозначения шва, или указывают в таблице швов, или приводят в технических требованиях чертежа, например: «Параметр шероховатости поверхности сварных швов...».
Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией-выноской.
В технических требованиях или в таблице швов на чертеже приводят ссылку на соответствующий нормативно-технический документ.
Сварочные материалы указывают на чертеже в технических требованиях или таблице швов. Допускается сварочные материалы не указывать.
При наличии на чертеже одинаковых швов обозначение наносится у одного из изображений, от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают одинаковый номер, который наносят на линии-выноске, имеющей полку с нанесенным обозначением шва (ГОСТ 2.312—72).
Упрощенное обозначение швов сварных соединений. При наличии на чертеже швов, выполненных по одному и тому же стандарту, обозначение стандарта указывают в технических требованиях чертежа (запись по типу: «Сварные швы <...> по <...>») или таблице.
Допускается не присваивать порядковый номер одинаковым швам, если все швы на чертеже одинаковы и изображены с одной стороны (лицевой или обратной). При этом швы, не имеющие обозначения, отмечают линиями-выносками без полок. Швы считаются одинаковыми, если одинаковы их типы и размеры конструктивных элементов в поперечном сечении, к ним предъявляются одни и те же требования.
Основные требования к условному изображению сварных швов сформулированы в международном стандарте ГОСТ Р ИСО 2553—2017 «Сварка и родственные процессы. Условные обозначения на чертежах. Сварные соединения» и в его европейской версии EN 22553.
Рис. 4.4. Основное условное обозначение сварного соединения (детали и тип соединения не определены) 1 — стрелка; 2— линия полки; 3 — «хвост»
Основные знаки в соответствии с табл. 4.2 могут быть добавлены к линии полки для указания типа сварного шва.
Таблица 4.2. Основные знаки для обозначения сварных соединений
Наименование сварного соединения
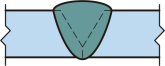
Изображение соединения (пунктирные линии показывают подготовку соединения к сварке)
Обозначение (знак)*
Стыковой шов без скоса кромок2*
Стыковой шов односторонний с V-образным скосом двух кромок2*
Стыковой шов односторонний с V-образным скосом с притуплением кромок2*
Стыковой шов односторонний с V-образным скосом одной кромки2*
Стыковой шов односторонний с V-образным скосом одной кромки и с притуплением кромки2*
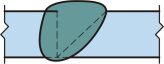
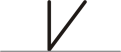
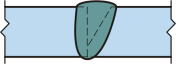
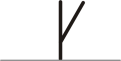
Стыковой шов односторонний с U-образным криволинейным скосом двух кромок2*
Угловой шов
Торцевой шов
С отбортовкой кромок / сварной шов углового соединения3*
Примечания:
* Серая (тонкая) линия не является частью обозначения. Она указывает положение линии полки.
2* Стыковые швы являются сварными швами с полным проваром, если нет иных указаний по размерам на обозначении сварного соединения или в ссылке на другую информацию, например технические требования к процедуре сварки WPS.
3* Можно использовать для соединений более двух элементов.
Дополнительную информацию о соединении можно обозначить вспомогательными знаками в соответствии с табл. 4.3. Вспомогательные знаки могут дать информацию о форме сварного шва или способе выполнения сварного соединения.
Таблица 4.3. Вспомогательные знаки для обозначения сварных соединений
Наименование сварного соединения
Обозначение (знак)*
Шов со снятой выпуклостью до плоской поверхности2*
Выпуклая поверхность шва2*
Вогнутая поверхность шва2*
Кромки лицевой поверхности шва с гладким переходом3*
Выпуклость корня шва (стыковые швы)4*
Подкладка (не определена)
Сварка по периметру
Шов между двумя точками
Монтажный шов
Шахматные прерывистые швы
Примечания:
* Серая (тонкая) линия не является частью знака. Она только указывает положение относительно линии полки и (или) стрелки.
2* Сварные швы, которые требуют практически гладкой или выпуклой лицевой поверхности без отделки после сварки, задаются с помощью знака гладкого или выпуклого контура. Сварные швы, которые требуют практически плоскую или выпуклую лицевую поверхность с применением отделки после сварки или требуют плоской, а не гладкой поверхности, нуждаются в дополнительной информации, например добавлении примечания в «хвосте» обозначения сварного соединения. Можно использовать другие знаки в соответствии с DIN EN ISO 1302—2002 «Геометрические характеристики изделий. Обозначение структуры поверхности в технической документации на продукцию» для установления отделки поверхности.
3* Кромки лицевой поверхности швов должны быть сглажены при сварке или отделке. Можно установить детали обработки в рабочих инструкциях или в WPS.
4* В системе В также используется для обозначения соединения с отбортовкой кромок / угловых сварных швов.
ГОСТ Р ИСО 2553—2017. Сварка и родственные процессы. Условные обозначения на чертежах. Сварные соединения.
Основная литература
Лихачев В.Л. Электродуговая сварка. Пособие для сварщиков и специалистов сварочного производства / В.Л.Лихачев. — М. : СОЛОН-Пресс, 2018.
Овчинников В.В. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях : учебник / В.В.Овчинников. — 3-е изд., стер. — М. : Издательский центр «Академия», 2018.
Овчинников В.В. Технология электросварочных и газосварочных работ : учебник / В.В.Овчинников. — 8-е изд., стер. — М. : Издательский центр «Академия», 2018.
Сварка и резка материалов : учеб. пособие для нач. проф. образования / [М.Д.Банов, Ю.В.Казаков, М.Г.Козулин и др.] ; под ред. Ю.В.Казакова. — 9-е изд., стер. — М. : Издательский центр «Академия», 2010.



















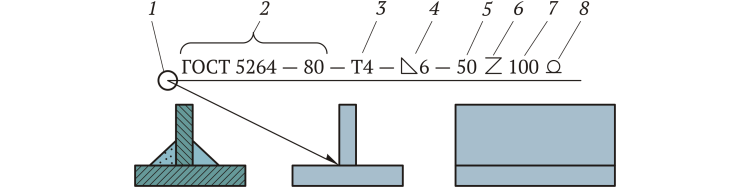 Рис. 4.2. Структура условного обозначения стандартного сварного шва
Рис. 4.2. Структура условного обозначения стандартного сварного шва Рис. 4.3. Пример условного обозначения нестандартного шва сварного соединения
Рис. 4.3. Пример условного обозначения нестандартного шва сварного соединения Рис. 4.4. Основное условное обозначение сварного соединения
Рис. 4.4. Основное условное обозначение сварного соединения