- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Вопросы для самоконтроля 6 страница
Рис. 1. 28. Фрагмент ведомости машинных носителей информации
Рис. 1. 29. Фрагмент перечня элементов ячейки
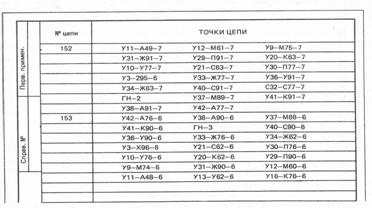
Рис. 1. 30. Фрагмент таблицы проверки монтажа
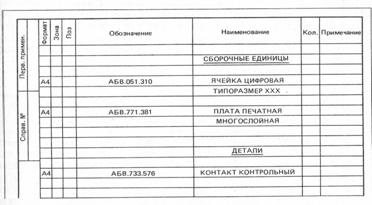
Рис. 1. 31. Фрагмент спецификации ячейки
Символы маркировки образуются на ПЛ при помощи определенных комбинаций отверстий (рис. 1. 34). Основная часть ПЛ содержит управляющую программу для технологического автомата, представленную в кодах, используемых в этих автоматах. Контрольная сумма (feE) служит для проверки правильности вывода информации на ПЛ.
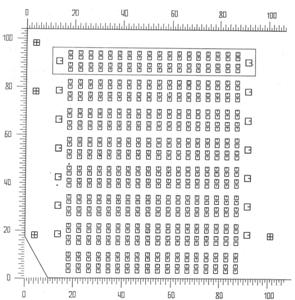
Рис. 1. 32. Фрагмент сборочного чертежа объединительной печатной платы

Рис. 1. 33. Общий вид управляемой программы на перфоленте
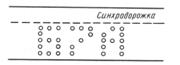
Рис. 1. 33. Изображение символов на перфоленте
§ 1. 9. Стандартизационный контроль конструкторской документации
Для оценки соответствия разработанной конструкторской документации установленным стандартами требованиям осуществляется стандартизационный контроль, который на предприятиях возложен на специальные подразделения, укомплектованные работниками высокой конструкторской квалификации. Стандартизационный контроль (нормоконтроль) проводится с целью обеспечения внедрения государственных, отраслевых стандартов и стандартов предприятий в производство. Он способствует максимальному применению в технической документации стандартных и унифицированных материалов, конструкторских элементов, деталей и узлов, а также строгому соблюдению правил, норм и требований, регламентированных стандартами. Он является действенным средством повышения качества технической документации, сокращения трудоемкости проектно-конструкторских и проектно-технологических работ и количества применяемых в производстве чертежей и документов. Основными элементами стандартизационного контроля являются: проверка необходимости разработки специальных чертежей и их оформления; контроль применения стандартных деталей, узлов, элементов в разрабатываемых конструкциях; проверка использования возможностей унификации и конструктивной преемственности в разрабатываемых конструкциях; комплектность документации, наличие необходимых подписей, правильность оформления чертежей.
При решении вопроса о целесообразности выпуска нового чертежа специальной детали, узла или изделия основанием являются данные учета применяемости. Если установлена возможность использования имеющейся конструкции, чертежи возвращаются конструктору с соответствующими заключениями контролера. После внесения необходимых изменений производится контроль соответствия проверяемой документации требованиям стандартов: соблюдение форматов чертежей, наименований, которые должны соответствовать системе шифровки; заполнение всех граф углового штампа, правильность обозначений материалов и полуфабрикатов; особое внимание уделяется точности указания номеров соответствующих стандартов и технических условий.
Важное значение имеет проверка соответствия номинальных размеров установленным на заводе ограничительным стандартам на диаметры, длину, резьбы, посадки и другие конструктивные элементы. Необходимо проверять, правильно ли указаны размеры сортовых материалов (катаных, тянутых, прессованных и т. д. ), обозначения допусков и посадок, допустимых отклонений формы, взаимного расположения поверхностей, их шероховатости. Проверяются правильность расположения проекций на поле чертежа, правильность и полнота проекций, разрезов, сечений, соответствие обозначений крепежных деталей и вспомогательных материалов стандартам и техническим условиям.
В текстовых технических документах (технических условиях, описаниях и др. ) проверяются единообразие, ясность, лаконичность изложения, правильность ссылок на стандарты и технические условия, правильность технической терминологии и обозначений и т. д. Особое внимание должно быть направлено не только на контроль чертежей и текстовой документации, но и на контроль всех изменений. Чем с более ранней стадии разработки осуществляется нормоконтроль, тем выше качество конструкторской документации.
§ 1. 10. Конструкция РЭС как объект производства
Конструкция РЭС реализуется в соответствии с конструкторской документацией в процессе производства. Основной частью производственного процесса является технологический процесс (ТП), в результате которого происходит направленное изменение свойств и формы материалов, полуфабрикатов (заготовок), деталей, а также механическое и электрическое соединение их между собой с определенной точностью и производительностью. Конструкция и технология изготовления РЭС тесно связаны и взаимообусловлены.
Характер используемых ТП не только оказывает влияние на конструкцию, но и определяет такие ее свойства, как экономически целесообразная плотность компоновки узлов, стоимость и надежность РЭС на этапе производства и расходы при эксплуатации; масса, габариты, энергопотребление (ЭСЛ- и КМДП-структуры); конструкция узлов для подключения испытательной аппаратуры. В свою очередь, конструкция определяет структуру ТП производства РЭС, т. е. номенклатуру используемых частных ТП, последовательность их реализации (последовательное, параллельное или смешанное производство узлов); требования к точности поддержания технологических режимов; требования к структуре и типу средств контроля (испытания) элементов, узлов и конструкции в целом; возможность механизации и автоматизации производства (возможность использования роботов и манипуляторов).
Конструкция РЭС зависит от типа производства (единичное, серийное, массовое); его вида (механическая обработка, диффузия примесей, эпитаксия, гальваника и т. д. ); типа элементов (корпусные, бескорпусные ИС, степень их интеграции); номенклатуры и параметров уже освоенных ТП; возможности освоения новых прогрессивных ТП.
Изделия специального назначения выпускаются на предприятиях единично или мелкими сериями. Бытовая электроннаяаппаратура (приемники, магнитофоны, микрокалькуляторы, часы, электронные игры и т. д. ) производится серийно или массово. Чем выше серийность производства, тем меньше стоимость аппаратуры (увеличение объема выпуска изделий на три порядка снижает стоимость изделий на порядок), но подготовка производства занимает больше времени.
Влияние конструкции на организацию производства. Если какой-либо узел конструкции (например, кристалл БИС микрокалькулятора) изготовляется в едином технологическом цикле, то, естественно, в этом случае имеет место последовательное выполнение операций. При возможности расчленения конструкции на отдельно изготовляемые и проверяемые узлы производственный процесс может иметь смешанный характер: одновременное (параллельное) изготовление всех узлов, определенная последовательность операций в процессе изготовления каждого узла и при сборке аппаратуры из отдельных узлов. Такое построение ТП позволяет уменьшить общую длительность производственного процесса и обеспечить отбраковку неисправных узлов на ранних этапах производства. Однако при этом пропорционально увеличиваются производственный персонал, количество оборудования, оснастки, производственные площади. В единичном производстве при параллельно-последовательной организации производства требуются высококвалифицированные рабочие, универсальное оборудование и оснастка или ГПС. Но конструкция РЭС должна в последнем случае отвечать определенным требованиям и отличаться от конструкции, изготовляемой при неавтоматизированном производстве (см. § 1. 4).
Обычно в состав конструкции РЭС входят элементы, изготовляемые на специализированных производствах (цехи или предприятия): ЭРЭ и ИС, электрические соединители, печатные платы, крепежные и кабельные изделия и т. д. Если подобные изделия приобретаются по кооперации, то они называются комплектующими. От конструкции зависит соотношение изделий комплектующих и собственного производства, а следовательно, и характер ТП. Большое влияние на характер ТП оказывает элементная база. Для корпусированных ИС малой степени интеграции в качестве коммутационных оснований обычно используют двусторонние печатные платы и не всегда требуется герметизация всего блока. Для бескорпусных элементов высокой степени интеграции используют многослойные монтажные основания (керамические, полимерные, стеклотекстолитовые и т. д. ), гибкие печатные шлейфы и обязательна герметизация компонентов в составе блока. Естественно, что ТП в первом и втором случаях существенно различаются.
От конструкции РЭС зависят не только структура и характер ТП, но и его надежность  , где
, где  — общее число изготовленных изделий;
— общее число изготовленных изделий;  — число изделий, забракованных на этапе производства; п2 — число изделий, имеющих скрытый брак, выявленный при эксплуатации. Отношение n1/N характеризует призводственную, a n2/N — эксплуатационную надежность технологии производства.
— число изделий, забракованных на этапе производства; п2 — число изделий, имеющих скрытый брак, выявленный при эксплуатации. Отношение n1/N характеризует призводственную, a n2/N — эксплуатационную надежность технологии производства.
С другой стороны, надежность ТП производства РЭС (Ра) определяется надежностью операции при изготовлении элемента (Роп), надежностью получения элемента, пригодного по всем параметрам (Рпар), надежностью ТП изготовления всех элементов узла (Рэл), надежностью ТП изготовления всех узлов РЭС (Руз), надежностью сборки РЭС из узлов (Рс6):

где п - число ТП сборки; х- число узлов в изделии; у - число элементов в узле; z - число параметров элемента; h - число операций ТП изготовления элемента.
Таким образом, для увеличения надежности ТП изготовления РЭС при конструировании необходимо ориентироваться на наиболее простые и отработанные (базовые) ТП (увеличиваются  ); уменьшать число параметров, определяющих качество элемента; упрощать конструкцию (уменьшать число элементов и узлов), используя элементы повышенной степени интеграции (БИС и СБИС); уменьшать число общих для изделия процессов сборки, монтажа, герметизации. Если существующие ТП изготовления элементов, узлов или изделий в целом не обеспечивают заданной надежности прозводства, принимается решение о модернизации существующих или разработке новых более надежных ТП, о доработке конструкции РЭС.
); уменьшать число параметров, определяющих качество элемента; упрощать конструкцию (уменьшать число элементов и узлов), используя элементы повышенной степени интеграции (БИС и СБИС); уменьшать число общих для изделия процессов сборки, монтажа, герметизации. Если существующие ТП изготовления элементов, узлов или изделий в целом не обеспечивают заданной надежности прозводства, принимается решение о модернизации существующих или разработке новых более надежных ТП, о доработке конструкции РЭС.
В целом соответствие конструкции ТП характеризуется технологичностью, которая носит относительный характер (для конкретной конструкции и конкретных условий производства). От технологичности зависят: 1) объем и длительность конструкторской подготовки производства (проектирование оснастки, инструмента) и технологической (разработка ТП, приобретение оборудования, материалов, отработка режимов и т. д. ); 2) надежность ТП (процент явного и скрытого брака), а следовательно, стоимость РЭС в производстве и расходы при эксплуатации.
§ 1. 11. Технико-экономический анализ конструкторской разработки
Для оценки мер по повышению технологичности вновь разрабатываемой конструкции РЭС проводится технико-экономический анализ, в результате которого устанавливается технико-экономический эффект, обусловленный внедрением новой техники и технологии с учетом дополнительных затрат на проектирование и подготовку производства. Технико-экономический эффектявляется в виде экономии затрат и удовлетворения каких-либо потребностей людей (видеозапись, получение прогноза погоды с помощью спутников, улучшение качества продукции, повышение безопасности, решение научных задач и т. д. ). Основной предпосылкой повышения экономического эффекта, как при изготовлении, так и при эксплуатации является повышение технологичности конструкции.
Различают производственную, эксплуатационную и ремонтную технологичность конструкции. Производственная технологичностьопределяет объем работ по технологической подготовке производства, сложность изготовления, удобство монтажа вне предприятия-изготовителя; эксплуатационная технологичностьопределяет объем работ при подготовке изделия к использованию по назначению, техническому ремонту и утилизации (возвращению в производство отходов); ремонтная технологичность характеризует свойства изделия при всех видах ремонта, кроме текущего.
Технологичность конструкции определяется на основе показателей технологичности, которые различаются: по области проявления (производственные, эксплуатационные); цели анализа (технические, технико-экономические); системе оценки (базовые, разрабатываемой конструкции); способу выражения (абсолютные, относительные); степени значимости (основные, дополнительные); количественному характеру (частные, комплексные). Некоторые показатели могут иметь разновидности. Так, производственная технологичность конструкции изделия характеризуется конструкторскими и технологическими показателями технологичности. Конструкторские показатели определяют конструктивную преемственность— совокупность свойств изделия, характеризуемую повторяемостью в нем составных частей, относящихся к изделиям данной классификационной группы, и применяемостью новых составных частей, обусловленных его функциональным назначением, а также некоторые требования к сложности ТП сборки.
К конструкторским показателям технологичности конструкции относятся:
коэффициент применяемости деталей

где  — число типоразмеров оригинальных деталей;
— число типоразмеров оригинальных деталей;
 — общее число типоразмеров деталей без учета крепежа;
— общее число типоразмеров деталей без учета крепежа;
коэффициент применяемости электрорадиоэлементов

где  — общее число типоразмеров оригинальных ЭРЭ;
— общее число типоразмеров оригинальных ЭРЭ;
 — общее число типоразмеров ЭРЭ;
— общее число типоразмеров ЭРЭ;
коэффициент применяемости узлов

где  - число типоразмеров оригинальных узлов;
- число типоразмеров оригинальных узлов;
 - общее число типоразмеров узлов в изделии;
- общее число типоразмеров узлов в изделии;
коэффициент повторяемости деталей и узлов


где  и
и  - общее число типовых деталей и узлов в изделии;
- общее число типовых деталей и узлов в изделии;
коэффициент повторяемости ЭРЭ

где  -число типовых ЭРЭ в изделии;
-число типовых ЭРЭ в изделии;
 - общее число ЭРЭ в изделии;
- общее число ЭРЭ в изделии;
коэффициент повторяемости ИС и микросборок

где  - число типоразмеров корпусов ИС и микросборок;
- число типоразмеров корпусов ИС и микросборок;
 - число ИС и микросборок;
- число ИС и микросборок;
коэффициент повторяемости печатных плат

где  - число типоразмеров печатных плат;
- число типоразмеров печатных плат;  - число печатных плат;
- число печатных плат;
коэффициент повторяемости материалов

где  — число маркосортаментов;
— число маркосортаментов;
коэффициент использования ИС и микросборок

коэффициент установочных размеров

где  — число видов установочных размеров ЭРЭ;
— число видов установочных размеров ЭРЭ;
коэффициент сложности печатных плат

где  - общее число многослойных печатных плат;
- общее число многослойных печатных плат;
коэффициент освоенности деталей
где  - число оригинальных деталей;
- число оригинальных деталей;
коэффициент сложности сборки

где  - число типоразмеров узлов, требующих регулировки или пригонки в составе изделия с использованием специальных устройств или совместной обработки с разборкой и повторной сборкой;
- число типоразмеров узлов, требующих регулировки или пригонки в составе изделия с использованием специальных устройств или совместной обработки с разборкой и повторной сборкой;
- общее число типоразмеров узлов;
коэффициент сборности

коэффициент точности обработки

где  - число деталей с допуском квалитета 10 и менее.
- число деталей с допуском квалитета 10 и менее.
Технологические показатели технологичности конструкции определяют технологическую преемственность конструкции, приспособленность ее к механизации и автоматизации при изготовлении, а также сложность ТП обработки деталей.
Под технологической преемственностьюпонимают совокупность свойств изделия, характеризуемую применяемостью и повторяемостью технологических методов выполнения узлов и их конструктивных элементов, относящихся к изделиям данной классификационной группы. К технологическим показателям технологичности конструкции относятся:
коэффициент автоматизации и механизации монтажных соединений

где  - число монтажных соединений, выполняемых с использованием автоматизации и механизации;
- число монтажных соединений, выполняемых с использованием автоматизации и механизации;
 - общее число монтажных соединений;
- общее число монтажных соединений;
коэффициент механизации подготовки ЭРЭ к монтажу 
где  - число ЭРЭ, механизированно подготовленных к монтажу;
- число ЭРЭ, механизированно подготовленных к монтажу;
коэффициент автоматизации контроля и настройки

где  - число операций автоматизированного контроля и настройки;
- число операций автоматизированного контроля и настройки;
 - общее число операций контроля и настройки;
- общее число операций контроля и настройки;
коэффициент применения типовыхТП
где  - число типовых ТП;
- число типовых ТП;
 - общее число ТП;
- общее число ТП;
коэффициент прогрессивности формообразования деталей 
где  - число деталей, выполненных с использованием прогрессивных способов формообразования (штамповка, литье под давлением, прессование пластмасс, порошковая металлургия и т. д. );
- число деталей, выполненных с использованием прогрессивных способов формообразования (штамповка, литье под давлением, прессование пластмасс, порошковая металлургия и т. д. );
коэффициент сложности обработки
где  - число деталей, выполненных со снятием стружки;
- число деталей, выполненных со снятием стружки;
коэффициент использования материалов
где М - общая масса деталей и узлов;
 - масса исходных материалов.
- масса исходных материалов.
К технологическим показателям технологичности относятся также энергоемкостьизделия, характеризующая расход топлива или энергии на производство, обслуживание и ремонт изделий, а также его трудоемкость, материалоемкость, металлоемкость.
Технологичность конструкции РЭС определяется с помощью комплексного показателядля разрабатываемого нового изделия  и для изделия-аналога
и для изделия-аналога  , которые вычисляют по формуле:
, которые вычисляют по формуле:
где  - базовые показатели, номенклатура которых зависит от типа блока (электронный, радиотехнический, соединительный, коммутационный, распределительный, электромеханический, механический); радиотехнические блоки отличаются от электронных наличием приемопередающих и антенно-фидерных устройств;
- базовые показатели, номенклатура которых зависит от типа блока (электронный, радиотехнический, соединительный, коммутационный, распределительный, электромеханический, механический); радиотехнические блоки отличаются от электронных наличием приемопередающих и антенно-фидерных устройств;  - коэффициенты значимости каждого базового показателя.
- коэффициенты значимости каждого базового показателя.
Для электронных блоков в качестве базовых показателей выбираются, например,  ;
;  ;
;  ;
;  ; ;
; ;  ;
;  . В нормативной документации приводят номенклатуру базовых показателей и их коэффициенты значимости и для других типов блоков.
. В нормативной документации приводят номенклатуру базовых показателей и их коэффициенты значимости и для других типов блоков.
Формула для определения нормативного комплексного показателя разрабатываемого изделия при серийном производстве имеет вид  где
где  - комплексный показатель изделия-аналога;
- комплексный показатель изделия-аналога;  - коэффициент сложности нового изделия по сравнению с изделием-аналогом;
- коэффициент сложности нового изделия по сравнению с изделием-аналогом;  ,
,  ,
,  - соответственно коэффициенты, учитывающие изменение технического уровня основного производства, уровня организации производства и труда завода-изготовителя нового изделия по отношению к заводу-изготовителю изделия-аналога;
- соответственно коэффициенты, учитывающие изменение технического уровня основного производства, уровня организации производства и труда завода-изготовителя нового изделия по отношению к заводу-изготовителю изделия-аналога;  - коэффициент, учитывающий изменение типа производства (серийности изделия). Расчет коэффициентов , , , осуществляется по формуле
- коэффициент, учитывающий изменение типа производства (серийности изделия). Расчет коэффициентов , , , осуществляется по формуле  , где
, где  и
и  - значения соответствующих показателей для нового изделия и для аналога, определяемые на основе статистических данных.
- значения соответствующих показателей для нового изделия и для аналога, определяемые на основе статистических данных.
Показатель технологически оценивается по формуле  где
где  - достигнутый комплексный показатель разрабатываемого изделия;
- достигнутый комплексный показатель разрабатываемого изделия;  - нормативный комплексный показатель разрабатываемого изделия.
- нормативный комплексный показатель разрабатываемого изделия.
Кроме технологичности конструкции на технико-экономический эффект влияет улучшение технических показателей конструкции, которое также может дать экономию как при изготовлении, так и при эксплуатации нового изделия.
Существуют и другие показатели, характеризующие, например, эргономические и эстетические свойства конструкции. Чем выше эти показатели, тем меньше ущерб в эксплуатации вследствие выхода из строя технических средств из-за ошибок человека-оператора и тем меньше затраты на хранение изделий при реализации. Некоторые группы показателей РЭС стандартизованы.
Начальным этапом при оценке экономической эффективности разработки является анализ прогрессивности разрабатываемой конструкции, который основан на определении показателя ее технологичности и сопоставлении с показателем технологичности аналога. Если в результате расчета и сопоставления выявлено повышение показателя технологичности, это является основанием для вывода о положительном эффекте при изготовлении или эксплуатации разрабатываемой конструкции. Далее анализируется улучшение технических (как абсолютных, так и относительных) показателей, так как это, как правило, обусловливает эффект из-за сокращения эксплуатационных затрат. Такой подход к технико-экономическому анализу конструкции РЭС позволяет комплексно оценить составляющие экономического эффекта, т. е. выявить (а затем и рассчитать) один из основных показателей — суммарную условно-годовую экономию как в сфере изготовления, так и в сфере эксплуатации:

Полный учет всех составляющих экономического эффекта является, в свою очередь, залогом достоверности технико-экономического обоснования разрабатываемого изделия. Эффективность определяется отношением достигнутой условно-годовой экономии к затратам, с помощью которых эта экономия достигнута. Если это отношение больше единицы, то можно говорить о наличии эффективности.
§1. 12. Методы обеспечения технологичностиконструкции РЭС
К основным конструкторским методам обеспечения технологичности относятся: 1) использование наиболее простой и отработанной в производстве конструкторской иерархии (базовой конструкции); 2) выбор размеров и формы компонентов, деталей и узлов конструкции с учетом экономически целесообразных для заданных условий производства способов формообразования, при этом учитывается, что прогрессивные способы формообразования, используемые в массовом и серийном производстве, позволяют уменьшить материалоемкость изделий за счет уменьшения толщины элементов конструкции и сокращения отходов; 3) уменьшение числа уровней разукрупнения конструкций РЭС и выбор их формы и размеров с учетом унифицированной оснастки и стандартного оборудования; 4) уменьшение номенклатуры используемых материалов и полуфабрикатов; 5) уменьшение применения дефицитных или токсичных материалов, драгоценных металлов; 6) обоснованный выбор квалитета точности, шероховатости поверхности, установочных и технологических баз; 7) конструктивная и функциональная взаимозаменяемость узлов, минимизация числа подстроечных и регулировочных элементов (особенно с механической подстройкой); 8) контролепригодность и инструментальная доступность элементов, деталей и узлов (в том числе подстроечных), особенно при автоматизированном и механизированном изготовлении. Иерархичность является одним из важнейших способов повышения технологичности конструкции и обусловлена следующими технологическими соображениями.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|