- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Вопросы для самоконтроля 5 страница
Особая роль отводится стандартизации с внедрением автоматизированных систем управления (АСУ, АСУ ТП) и необходимостью выпуска продукции на уровне лучших мировых образцов. Для успешного выполнения этих задач требуется дальнейшее совершенствование самой стандартизации. Так, система присвоения децимальных номеров конструкторским документам недостаточно удобна, так как составлена по геометрическим признакам изделий, без учета их функционального назначения. Поэтому платы бытовых РЭС и РЭС специального назначения имеют одинаковый децимальный номер, хотя технологическая характеристика их разная. Это затрудняет управление производством с использованием АСУ.
В настоящее время число ГОСТов достигает 20000, ОСТов и СТП — еще больше, что затрудняет поиск информации при разработке конструкции и контроль на соответствие требованиям стандартов. Технический уровень и качество продукции на внутреннем и мировом рынке постоянно повышаются. Поэтому стандарты не являются чем-то неизменным. Устаревшие стандарты аннулируются, вместо них вводятся новые. Все изменения отражаются в специальных периодических изданиях Госстандарта СССР, к которым в первую очередь относятся Указатель государственных стандартов СССР (ежегодник), Указатель отраслевых и республиканских стандартов (ежегодник), Информационный указатель ГОСТ СССР (ежемесячник), Информационный указатель отраслевых и республиканских стандартов (выходит раз в два месяца), Информационный указатель технических условий (ежемесячник). В указателях содержатся номера и названия стандартов, действующих в текущем году. Все изменения отражаются в информационных указателях.
§ 1. 7. Конструкционные системы РЭС
Несущие конструкции предназначены для размещения компонентов РЭС и обеспечения их функционирования в реальных условиях эксплуатации. Использование несущих конструкций позволяет улучшить компоновку, теплоотвод, экранирование и заземление, а также повысить надежность и технологичность составных частей и изделия в целом.
Одним из самых важных объектов стандартизации являются конструкционные системы РЭС, представляющие совокупность базовых несущих конструкций, находящихся в определенной соподчиненности на основе единого модуля и оптимальной технологии производства. Они предназначены для создания оптимальных компоновок РЭС с учетом функциональных, механических, тепловых факторов, требований эргономики и ремонтопригодности.
Существует большое число конструкционных систем РЭС, предназначенных для различных видов аппаратуры, в том числе базовые несущие конструкции радиоэлектронной аппаратуры, система унифицированных типовых конструкций государственной системы приборов и средств автоматизации, базовые несущие конструкции ЕС ЭВМ и СМ ЭВМ, стойки аппаратуры систем передачи информации по проводным линиям связи, конструкционная система телевизионной студийной аппаратуры, шкафы и корпуса блоков электронных измерительных приборов, блочные унифицированные конструкции на основе плат в дюймовой системе, конструкционная система самолетной аппаратуры, базовые несущие конструкции судовой аппаратуры и т. д.
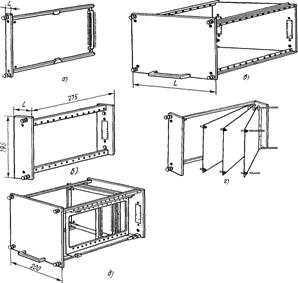
Существует также ряд конструкционных систем стран — членов СЭВ. Все эти конструкционные системы появились в разных ведомствах в разное время до принятия ГОСТ 26632 — 85 и имели разное число и название уровней разукрупнения из числа (ряда): элемент (ЭРЭ, ИС, соединитель и т. д. ), плата (ячейка, корпус частичный, типовой элемент замены), блок (кассета, каркас, кожух, корпус комплектный, панель, крейт), шкаф (стойка, тумба, пульт, стол, блок комплексный). Старые названия остались в технической литературе прежних выпусков, например корпус частичный — базовая конструкция (рис. 1. 12) с несущими элементами в виде платы и передней панели или стержней, соединяющих переднюю и заднюю панели, предназначенная для размещения компонентов, плат и других изделий; корпус комплектный — базовая конструкция (рис. 1. 13) с несущими элементами в виде боковых стенок или стержней, соединяющих переднюю и заднюю балки и рамки, предназначенная для размещения плат, частичных корпусов и других изделий; корпус комплексный (рис. 1. 14) — базовая конструкция, предназначенная в основном для размещения комплектных корпусов в соответствии с техническими требованиями; выполняется в виде шкафа, стойки, стола или тумбы; кожух — конструкция (рис. 1. 15) с несущими элементами в виде боковых стенок, соединенных крышками, предназначенная для компоновки плат, ячеек, частичных и комплектных корпусов.
 |
Рис 1. 12 Схема конструкций частичных корпусов дня размещения одной платы а, б, в — для крупногабаритных ЭРЭ и источников питания для «книжной компоновки», д—для «разъемной» компоновки (платы вставляются сбоку)
 |
| |
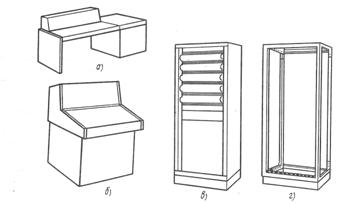 |
Рис. 1. 14. Корпуса комплексных блоков:
а, 6 — пульты; в, г — закрытая и открытая стойки
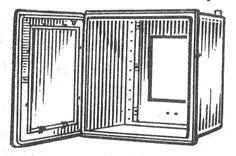
Рис. 1. 15. Навесной кожух
Конструкционные системы РЭС и уровни их разукрупнения характеризуются размерами на основе единого модуля — 2, 5 мм при использовании метрической системы мер и 2, 54 мм для дюймовой системы; допустимой рассеиваемой мощностью, габаритами, массой, механической прочностью, защищенностью от климатических воздействий, конструкцией электрических соединений, наличием или отсутствием магистральности, соответствием международным стандартам, стоимостью. Параметры конструкционных систем чаще всего приведены в отраслевых стандартах.
Конструкция корпусов ИС. Параметры конструкционных систем РЭС в значительной степени определяются типом и параметрами элементов (ИС, ЭРЭ), используемых в модулях нулевого уровня (РЭМ 0). Поэтому другим важным объектом стандартизации является конструкция корпусов ИС. Различают корпусные и бескорпусные элементы, в том числе на носителях (пленочных, керамических, полимерных).
Корпусированные элементы используются в основном в негерметичных конструкциях. Их достоинством является защищенность элементов ИС от дестабилизирующих факторов, а к недостаткам — увеличение габаритов, массы и стоимости из-за наличия корпуса и усложнения сборки, ухудшение теплоотвода, а также электрических параметров (из-за увеличения длины выводов, их сопротивления и индуктивности, межвыводной емкости). Однако применение корпусированных ИС не исключает необходимости защиты от дестабилизирующих факторов других элементов РЭС (проводников печатных плат, электрических соединителей, электрических соединений из объемного провода).
Таблица 1. 2 Корпуса интегральных схем
| Тип кор- пуса | Форма | Расположение выводов |
Шаг выводов е, мм | |
| относительно проекции тела корпуса | относительно плоскости основания | |||
| Прямоугольная | В пределах проек- ции тела корпуса | Перпендикуляр- ное | 2, 5 | |
| » | За пределами про- екции тела корпуса | » | 2, 5; 1, 25 | |
| Круглая | В пределах и за пределами тела корпуса по окруж- | » | Под углом 360°/ п (п — число выводов круглого корпуса) | |
| Прямоугольная | ности За пределами про- екции тела корпуса | Параллельное | 2, 25; 0, 625 : | |
| » | В пределах проек- ции тела корпуса | Без выводов | 1, 25 | |
В настоящее время используют пять типов корпусов (табл. 1. 2). Они различаются формой, видом и расположением внешних выводов, которые бывают штырьковыми и планарными, расположенными с шагом 2, 5; 1, 25; 0, 625 мм с двух сторон корпуса, по всем его сторонам или по всему основанию (рис. 1. 16). Корпуса имеют 18, 24, 28, 40, 48, 52, 64 вывода. Наиболее распространенными являются 40-выводные корпуса с расположением выводов в два ряда (рис. 1. 17). В зарубежной литературе корпуса с двухрядным расположением внешних выводов называются DIP-корпусами (dual — in—line—packige).
Разработка микропроцессоров на 16 и 32 разряда требует увеличения числа внешних выводов ИС. Увеличение разрядности позволяет увеличить быстродействие вычислительной системы и объем адресуемой памяти. Ожидается появление корпусов микросборок с числом выводов 68, 128, 256, 512 и более. Однако площадь 40-выводного корпуса с двумя рядами выводов в несколько раз превышает площадь расположенного в нем кристалла. Это объясняется тем, что при шаге расположения выводов 2, 5 мм длина корпуса с двухрядным расположением выводов
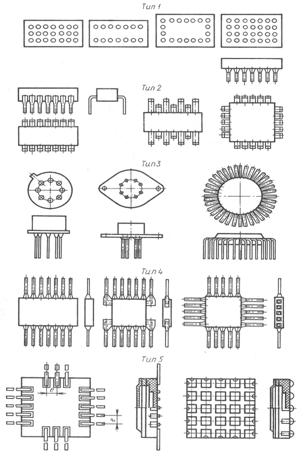
Рис. 1. 16. Типы корпусов ИС (е — шаг расположения выводов)
Рис. 1. 17. Конструкция металлокерамического корпуса 4122. 40-2 (а) и пластмассового корпуса типа 2123. 40-2 (б)
Таблица 1. 3 Сравнительные характеристики периферийных и матричных микрокорпусов (рис. 1. 16, тип 5)
| Число выводов | Периферийный корпус | Матричный микрокорпус | ||||
| е=1мм | е = 2мм | е = 2, 5мм | ||||
| Размеры, мм | Площадь, мм2 | Размеры, мм | Площадь, мм2 | Размеры, мм | Площадь, мм2 | |
6, 8  6, 8 6, 8
| 46, 2 | 7 7
| 11 11
| |||
| 9, 5 7, 9
| 9 9
| 13, 5 13, 5
| ||||
| 14, 5 14, 5
| 13 13
| 18, 5 18, 5
| ||||
| 18, 6 18, 6
| 15 15
| 225 | 21 21
| |||
| 28 28
| 19 19
| 26 26
| ||||
| 38 38
| 23 23
| 31 31
| ||||
| 52 52
| 2 700 | 27 27
| 36 36
| |||
Получается очень большой. Кроме того, из-за значительной длины выводов недопустимо (для быстродействующих схем) увеличиваются омическое сопротивление выводов (более 0, 5 Ом) и паразитная емкость (более 5 пФ). Выходом из положения является использование корпусов типа 5 с выводами, расположенными по периметру (периферии) или по всей площади основания (см. рис. 1. 16, тип 5; табл. 1. 3). Такие корпуса в нашей стране называют микрокорпусами (периферийными и матричными), а за рубежом — кристаллодержателями или кристал-лоносителями. В тех случаях, когда корпус выполнен из материала с малой теплопроводностью (например, из полимерного материала), в него могут быть введены теплоотводящие шины (рис. 1. 18).
Бескорпусные элементы являются объектом отраслевой стандартизации. Они имеют малые габариты (рис. 1. 19) и массу и используются в составе микросборок или герметизированных блоков (часто для бортовых РЭС и РЭС СВЧ). Выводы бескорпусных элементов выполняются в виде контактных площадок, могут быть проволочными или балочными. В ряде случаев бескорпусные элементы располагаются на ленточном пленочном носителе, что облегчает их контроль, электротренировку, автоматизацию сборки и монтажа. Лентой-носителем служит тонкая (толщиной 0, 05... 0, 15 мм) пластмассовая (поли-имидная, полиэфирная и др. ) одно-, двух-, трехслойная пленка (лента) шириной 8... 70 мм. Полиимидные ленты обладают высокой термостойкостью (возможен их кратковременный нагрев до 400° С), а также стабильными физическими и химическими свойствами при воздействии кислот. Кроме того, их можно подвергать селективной химической обработке и использовать к качестве подложек для акуумного напыления металлических пленок. Полиэфирные пленки в виде контактных площадок, могут быть проволочными или балочными.
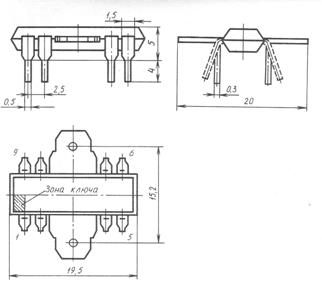
Рис. 1. 18. Полимерный монолитный корпус типа 201. 9-1 с теплоотводящей шиной

Рис. 1. 19. Бескорпусный транзистор с гибкими (а), шариковыми (б) и балочными (в) выводами; нелуженый (г) и луженые (д, е) бескорпусные конденсаторы
Таблица 1. 4 Сравнительные параметры выводов различных корпусов
| Параметр. | Число выво- дов | Корпус с дву- мя рядами выводов | Микрокорпус | Бескорпусная ИС | |||
| самый длин- ный вывод | самый корот- кий вывод | самый длин- ный вывод | самый корот- кий вывод | на полиимид- ном носителе | с выводами из объемного провода | ||
| Индуктивность выводов, нГн | 6, 40 14, 77 24, 94 49, 14 | 1, 62 1, 62 1, 62 2, 34 | 1, 13 1, 8 2, 9 6, 44 | 0, 73 1, 15 1, 87 4, 21 | 0, 05... 0, 1 До 0, 26 До 0, 4 До 0, 5 | 0, 01... 0, 03 До 0, 03 » » | |
| Межвыводная емкость, пФ | 0, 74 1, 48 2, 13 4, 12 | 0, 25 0, 25 0, 25 0, 33 | 0, 13 0, 19 0, 27 0, 52 | 0, 09 0, 13 0, 19 0, 36 | 0, 01... 0, 03 0, 02... 0, 04 0, 03... 0, 05 До 0, 06 | Менее 0, 01 » » » | |
| Сопротивление выводов, Ом | 0, 242 0, 319 0, 644 1, 00 | — — — — | 0, 114 0, 139 0, 147 0, 222 | 0, 108 0, 136 0, 109 0, 222 | 0, 02 0, 04 0, 08 0, 08... 0, 1 | 0, 002 0, 002 0, 002 0, 002 | |
В ряде случаев бескорпусные элементы располагаются на ленточном пленочном носителе (рис. 1. 20), что облегчает их контроль, электротренировку, автоматизацию сборки и монтажа. Лентой-носителем служит тонкая (толщиной 0, 05... 0, 15 мм) пластмассовая (полиимидная, полиэфирная и др. ) одно-, двух-, трехслойная пленка (лента) шириной 8... 70 мм. Полиимидные ленты обладают высокой термостойкостью (возможен их кратковременный нагрев до 400° С), а также стабильными физическими и химическими свойствами при воздействии кислот. Кроме того, их можно подвергать селективной химической обработке и использовать к качестве подложек для вакуумного напыления металлических пленок. Полиэфирные пленки фольга толщиной 35 мкм закрепляется клеем на предварительно нанесенном адгезионном слое толщиной 10... 25 мкм. Травлением получают систему «паучковых» выводов (рис. 1. 21) шириной 60... 100 мкм и покрывают их защитным слоем золота.
Сравнительные данные различных типов корпусов приведены на рис. 1. 21 и в табл. 1. 4.
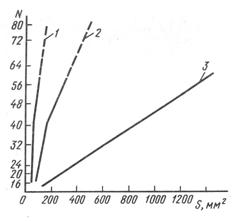
Рис. 1. 21. Влияние числа внешних выводов N и типа корпуса ИС на площадь посадочного места S:
1— полиимидный ленточный носитель; 2 — керамический микрокорпус; 3 — корпус с двухрядным расположением внешних выводов
§ 1. 8. Специфика конструкторской документации, выполненной с помощью автоматизированных методов
| |
Графическая конструкторская документация выполняется с помощью стандартных периферийных устройств ЭВМ: чертежно-графических автоматов (графопостроителей) в основном планшетного (иногда рулонного) типа или на АЦПУ. Специфика такой документации отражена в ряде нормативных документов. При выполнении конструкторской документации на графопостроителях основными форматами документов являются A3 и А4, в качестве носителей используется бумага или калька. Рисунок строится преимущественно из прямых линий. Допускается наклон линий на любой угол с шагом 15°. Толщина сплошной основной линии 5 = 0, 5... 1, 0 мм, сплошной тонкой линии — от 5/3 до 5/2. Толщина линии 1, 0 мм получается за несколько проходов.
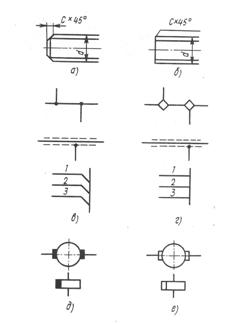
Рис. 1. 22. Фрагменты чертежей, выполненные на графопостроителе:
а — полное изображение детали; б — упрощенное изображение детали; в — условное изображение схемы; г — упрощенное условное изображение схемы; д — полное изображение схемы с зачернением; е — упрощенное изображение схемы без зачернения
Минимальное расстояние между линиями больше или равно 0, 5 мм. Отклонение толщины линий не должно превышать ±0, 2 5. Используется полное, упрощенное или условное изображение предмета (см. рис. 1. 22), зачернение областей исключается (рис. 1. 22, е).
В качестве конструкторской документации на печатную плату допускается использовать изображение фотошаблона (рис. 1. 23). При выполнении графической документации на АЦПУ, использующих перфорированную по краям рулонную бумагу, форматы могут отличаться от A3 и А4 на размер шага печати, иметь краевые поля и в этом случае обозначаются АЗМ, А4М. Размещение форматов на рулонной перфорированной бумаге для АЦПУс шириной строки 128 или 132 символа приведено на рис. 1. 24. Линии изображения строятся с помощью различных символов (тире, двоеточие и т. д. ). Дополнительные графы могут заполняться вручную. При выполнении графических чертежей на АЦПУдопускается: упрощенно изображать элементы сборки деталей (рис. 1. 25); не указывать позиции в сборочном чертеже при наличии информации о типе элементов на чертеже; изображать графические элементы линиями одной толщины из символов АЦПУ; использовать нестандартный масштаб (например, увеличенный); выполнять графические элементы с отклонением от масштаба; выполнять некоторые элементы (дополнительные графы, надписи) вручную; все текстовые надписи выполняются только горизонтально; геометрические формы должны быть преимущественно прямоугольными.
Текстовые конструкторские документыобычно оформляются на АЦПУ, что обусловливает специфику выполнения надписей: вместо 2 мм2 печатается2 кв. мм; вместо 20+5-0, 1 печатается 20 + 0. 5 — 0. 1; вместо  печатается
печатается  ; вместо строчных букв (еКО) — прописные буквы (ЕКО).
; вместо строчных букв (еКО) — прописные буквы (ЕКО).
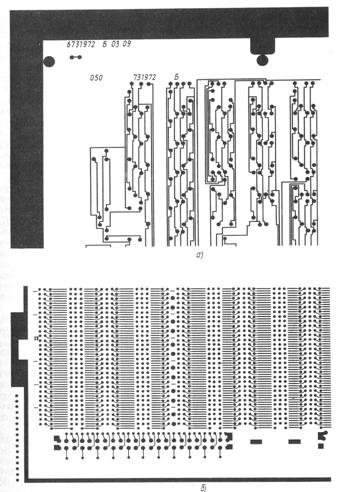
Рис. 1. 23. Использование в качестве конструкторской документации на печатную плату фотошаблонов: а — фрагмент третьего слоя; б — фрагмент последнего слоя
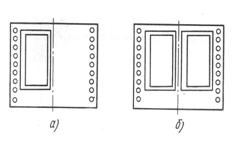
Рис. 1. 24. Размещение форматов конструкторской документации на рулонной перфорированной бумаге для АЦПУ: а — одностороннее; б— двустороннее копирование
В спецификации непроставляются позиции, если информация о типе элементов приведена на сборочном чертеже; при записи покупных элементов допускается не писать наименование каждого элемента, а выносить его в виде заголовка раздела и т. д.
Конструкторская документация, полученная на АЦПУ, как правило, не отвечает требованиям микрофильмирования по размеру шрифта основной надписи. Графопостроители позволяют получать документацию, оформленную в соответствии с ЕСКД (со стилизованным изображением букв и цифр), однако они имеют невысокое быстродействие (кроме ЭМ-732) и достаточно высокую стоимость. Примерный состав конструкторских документов, получаемых автоматизированными методами для различных радиоэлектронных изделий, приведен в табл. 1. 5. Примеры выполнения конструкторской документации при автоматизированном выполнении приведены на рис. 1. 26 — 1. 32, где изображения букв и цифр не стилизованы.
Документация на машинных носителях представляет собой управляющие программы технологическим оборудованием выпуска графической документации, оборудованием изготовления и контроля РЭС. Эта документация выполняется в виде программ, используемых конкретным технологическим автоматом. Наибольшее распространение получили программоносители на перфоленте (ПЛ) и магнитной ленте (МЛ). Типовой состав документации на машинных носителях, который может быть использован при изготовлении РЭС различных видов, приведен в табл. 1. 6. Комплект документации для конкретного изделия определяется составом производственного парка автоматов с ЧПУ.
Общие правила построения основных частей управляющей программы для ПЛ и МЛ одинаковы. Каждая управляющая программа в самом общем случае содержит различную информацию о ходе инструментов и команды, определяющие последовательность ходов. При построении системы команд управления исполнительными устройствами за основу часто берут комбинации общепринятых 5-, 7-, 8- разрядных двоичных кодов МТК-2, БЦК-5, ISO, EIA, DKOI и др.
Таблица 1. 5 Примерный состав конструкторской документации, выполняемой автоматизированными методами
| Наименование документа | Применяемость в изделиях | Используемое оборудование | |||
| Ц | ЦА | А | ОП | ||
| Спецификация ячейки | + | + | + | + | АЦПУ |
| Сборочный чертеж | Графопостроитель, АЦПУ | ||||
| Перечень элементов | + | + | + | + | АЦПУ |
| Таблица контроля цифровой ячейки (блока) | + | — | — | + | » |
| Ведомость машинных носите- лей информации | + | + | + | + | » |
| Ведомость спецификации по- купных изделий и т. д. | — | — | — | + | » |
| Спецификация МПП Чертеж платы | + + | + + | + + | - + | Графопостроитель |
| Таблица цепей (проверки монтажа) | + | + | + | + | АЦПУ |
Продолжение таблицы 1. 5 Примерный состав конструкторской документации, выполняемой автоматизированными методами
| Таблица монтажа Схема расположения ЭРЭ на плате | + | - | - | + | Графопостроитель, АЦПУ |
| Таблица диаметров и коорди- нат отверстий | + | + | + | - | АЦПУ |
Таблица 1. 6 Типовой состав конструкторской документации на машинных носителях для автоматов с ЧПУ
| Операция
| Конструкторский документ
| Применяемость в изделиях | Тип автомата
| |||
| Ц | ЦА | А | ОП | |||
| Изготовление контрольных рисунков Изготовление фотошаблонов Сверление платы Механическая обработка контура платы Контроль платы Установка ЭРЭ и пайка | Чертеж платы То же Таблица диаметров и координат отверстий Чертеж платы Таблица проверки монтажа Сборочный чер-геж | + + + + + + | + + + + + + | + + + + + + | + + + + + + | ЕС-7051, ЕС-7053 ЭМ-703, КПА-1200, М-2005 СФ-4 СФ-4 УКПМ- 1, УКПМ-2 АРПМ, АУПМ |
Общий вид управляющей программы на ПЛ, принятый в САПР, показан на рис. 1. 33. ПЛ маркируется для визуальной идентификации программы, записанной на ней. В САПР принят следующий состав маркировки перфолент: наименование технологического автомата, для которого предназначена управляющая программа; номер типоразмера детали, узла (например, платы); литера изменения платы. В зависимости от типа технологического автомата в состав маркировки могут быть включены номер слоя платы и число слоев (для координатографов), диаметр используемого сверла ПЛ, принятый в САПР, показан на рис. 1. 33. ПЛ маркируется для визуальной идентификации программы, записанной на ней. В САПР принят следующий состав маркировки перфолент: наименование технологического автомата, для которого предназначена управляющая программа; номер типоразмера детали, узла (например, платы); литера изменения платы.
Рис. 1. 25. Фрагмент сборочного чертежа ячейки, выполненной наАЦПУ
Рис. 1. 26. Первый лист спецификации платы

Рис. 1. 27. Фрагмент таблицы расположения элементов на печатной плате
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|