- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
3. Сварка в стык. 4. Сварка многопроходных швов за один проход сдвоенными горелками (Dual Torch). 5. Сварка угловых швов
3. Сварка в стык
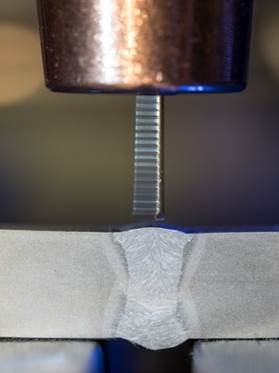
Процесс SpinArc очень эффективен при сварке изделий в стык. Он обеспечивает отличное перемешивание расплавленного металла в сварочной ванне и способствует хорошему сплавлению кромок изделия в сварочном шве. При этом получаются отличные швы без подрезов и иных дефектов. При этом возможно сваривать листы толщиной от 5 мм до 50 мм с минимальным углом разделки кромок в пределах от 0 до 3-х градусов.
На рис. 3 показан пример сварки стального листа толщиной 5 мм в стык без зазора и разделки кромок.
При этом скорость сварки составила 76 см/мин, а скорость наплавки 6, 8кг/час. Сварка выполнена за один проход с полным проваром и достижением хорошей формы шва.

Рис. 3
4. Сварка многопроходных швов за один проход сдвоенными горелками (Dual Torch)
На рис. 4 показан двухсторонний стыковой шов с полным проплавлением выполненным в смеси газа 90Ar/10CО2 на керамичекой подкладке встык без скоса кромок с зазором 4, 8мм на пластинах из стали DН/EH36 толщиной 12 мм проволокой марки E80C-Ni1 Н4 д. 1, 2мм. Сварка двухстороннего шва выполнена за два прохода со скоростью 47 см/мин.
5. Сварка угловых швов
Горелка SpinArc может быть использована при выполнении угловых швов ручной, механизированной или робототизированной сваркой. Диаметр, скорость и направление вращения наконечника горелки могут быть легко адаптированы под конкретные требования сварки. Для увеличения скорости сварки следует уменьшать диаметр вращения наконечника, а для увеличения размера катета шва следует увеличить этот диаметр.
Сдвоенные горелки используются для изготовления многопроходных угловых швов за один проход. При этом, первая горелка имеет малый радиус вращения наконечника для формирования корня шва, а вторая горелка имеет больший радиус вращения для формирования основного шва с заданными параметрами формы и размеров.
Процесс SpinArc позволяет значительно сократить время сварки, повысить производительность и снизить расходы на проведение сварочных работ.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|