- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Новое достижение в области механизированной дуговой сварки в защитных газах – Сварка вращающейся дугой SpinArc!

Процесс SpinArc основан на вращении контактного наконечника горелки подающего проволоку в зону сварки вокруг ее продольной оси. Благодаря высокой скорости вращения, порядка 5000 об. /мин., образуется мощная центробежная сила, позволяющая каплям расплавленного металла быстрее достигать сварочной ванны, формируя качественный сварочный шов. При этом значительно сокращается расход присадочной проволоки, уменьшается время сварки, растет производительность и рентабельность производства.
Для осуществления процесса SpinArc используется специальная безредукторная горелка SpinArc воздушного охлаждения мощностью 400А. Горелка очень неприхотлива в эксплуатации и может быть подключена к любому источнику сварочного тока для механизированной сварки в среде защитного газа (MIG/MAG).
Контактный наконечник горелки SpinArc имеет специальную форму позволяющую сваривать узкие швы с щелевой разделкой. Высокая скорость подачи проволоки и струйный перенос металла способствуют более глубокому проплавлению сварочной ванны, которая ранее была не достижима при тех же параметрах режима сварки. Горелка SpinArc оснащена цифровым блоком управления, которым задаются параметры скорости и радиуса вращения контактного наконечника. Меняя эти параметры, Вы можете добиться нужной производительности при проведении сварочных работ.
Процесс сварки SpinArc может быть востребован в различных отраслях промышленности:
- Аэрокосмической,
- Автомобильной,
- Тяжелой промышленности,
- Строительной промышленности,
- При производстве труб,
- При строительстве магистральных трубопроводов,
- При строительстве морских сооружений,
- В судостроении.
Процесс SpinArc может легко оптимизировать сварочный процесс в любой из этих отраслей. Ниже показаны шесть наиболее часто встречающихся применений этого процесса.
1. Сварка в щелевую разделку.
Этот тип соединения наиболее полно подходит под сварку с помощью процесса SpinArc и широко используется при строительстве магистральных трубопроводов с использованием механизированных систем сварки. Остальные отрасли, использующие сварку в щелевую разделку, также могут применять процесс SpinArc для повышения производительности.
При этом будет обеспечено максимальное качество сварного шва не только при визуальном, но и при ультразвуковом контроле.
На рис. 1 показано сечение сварного шва трубы из стали прочностного класса X65 с наружным диаметром 273 мм (10 in) с толщиной стенки 30 мм (1, 25 in). Шов выполнен с использованием сплошной сварочной проволоки ER80Ni-1 д. 1, 0 мм (0, 040 in) при скорости подачи проволоки 23 м/мин (585 in/min) и скоростью сварки 48 см/мин (19 in/min). При этом скорость наплавки составила 5, 5 кг/ч (12 lbs/hr).
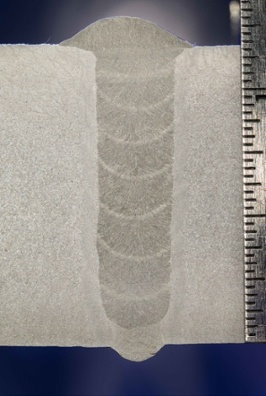
Рис. 1
При использовании сплошной проволоки д. 1, 1-1, 2 мм (0, 045 in) скорость наплавки возрастает до 6, 8 кг/ч (15 lbs/hr), а скорость сварки становится 14 м/мин (550 in/min). При этом скорость сварки сохраняется на всем протяжении шва без изменений, даже в потолочном положении.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|