- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
2. Наплавка
Другое применение процесса SpinArc - это наплавка коррозионно-стойкого металла (CRA) на поверхность изделия. Существует множество способов наплавки, в том числе под флюсом или электрошлаковая наплавка. Оба этих способа ограничены нижним положением шва, что требует применения дорогостоящих вращателей, манипуляторов и позиционеров. Еще один из способов такой наплавки - это аргонодуговая наплавка в защитных газах (TIG). Данный способ обеспечивает очень высокое качество наплавки, но он имеет очень низкую производительность. Этих недостатков лишен процесс SpinArc, который обеспечивает и качество и всепозиционность сварки.
Наплавка коррозионностойкого слоя на сплавы типа 625 является общим требованием в нефтяной и газовой промышленности. При этом, при производстве изделий работающих в кислыми средах, в наплавленном слое, максимальное содержание железа должно быть не более 10%. При стандартных способах сварки для этого требуется сделать несколько проходов с минимальной глубиной проплавления. Процесс SpinArc обеспечит минимальное количество проходов с нужной глубиной проплавления, которые минимизируют поступление в наплавочный шов элементов основного материала изделия, что обеспечит требуемый уровень содержания железа в наплавочном шве.
Кроме того вращение дуги делает шов более плоским, обеспечивает оптимальную конусность шва и улучшает перемешивание в сварочной ванне. Все это повышает качество сварных швов и позволяет процессу SpinArc быть отличной альтернативой другим способам наплавки. Горелка для процесса SpinArc может быть легко подключена к уже существующему на предприятии источнику сварочного тока.
На рис. 2 показан пример наплавки сплошной проволокой д. 1, 2мм сплава 625 (ERNiCrMo-3).
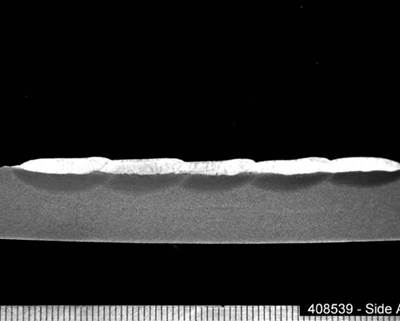
Рис. 2
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|