- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Таблица 3 17 страница
Устройства типа УПМ осуществляют цифровую индикацию и световую сигнализацию о нормальных режимах работы роботов, а также об отклонениях этих режимов от заданного. В табл. 22 приведены основные технические данные устройств типа УПМ.
Устройства контурного управления типа УКМ. Выпускаются промышленностью в двух модификациях УКМ-552, УКМ-772, которые различаются числом управляемых координат, и предназначены для управления ПР, имеющими сложное пространственное перемещение исполнительного органа по заданной траектории. Такие движения необходимы для окраски, дуговой сварки и сложных сборочных операций. Для управления подобными ПР и хранения рабочей программы требуется значительная емкость управляющего вычислительного устройства. Роботы со сложным движением, как правило, управляются с помощью микроЭВМ или микропроцессора.
Вычислитель устройств УКМ реализован на базе микроЭВМ «Электроника-60», программоноситель выполнен в виде накопителя на гибких магнитных дисках с емкостью хранимой информации до 12,8 Мбит.
Устройства типа УКМ принимают сигналы от органов управления роботами, от их измерительных преобразователей, от контакторов управления приводами технологического оборудования, от инструментов (краскопульты, сварочные головки) и устройств, а также от аварийных конечных выключателей.
Устройство обеспечивает плавную остановку рабочих органов манипулятора в позицию, соответствующую началу рабочей программы.
При обработке программы могут быть использованы безусловные и условные переходы. Выбор требуемой программы осуществляется по соответствующим сигналам от объекта (число сигналов 4 для УКМ-552 и 5 для УКМ-772) или от органов пульта управления.
Пульт управления встроен в стойку и является ее неотъемлемой частью. Технические данные рассмотренных устройств приведены в табл. 23,
Для многофункциональных ПР, решающих разнообразные производственные задачи, в ряде случаев требуется комбинированное (контурное и позиционное) управление. Подобные системы управления должны быть универсальными и обеспечивать задание геометрической информации и в абсолютных значениях, и в приращениях, а также иметь возможность адаптивного управления с учетом информации, поступающей извне.
Таблица 23
Технические данные контурных систем управления УКМ [9]
| Характеристика | УКМ-552 | УКМ-772 |
| Число программируемых координат | ||
| Измерительный преобразователь | Потенциометр СП4 | Кодовый датчик |
| Число команд: | ||
| технолoгических | ||
| от внешнего оборудования | ||
| Число двоичных разрядов для обработки геометрической информации | ||
| Точность позиционирования, ед. дискретности | ±1 | ±1 |
| Привод | Следящий | |
| Метод программирования | Обучение | |
| Интерполяция | Линейная | |
Система числового программного управления С85. Создана на базе встроенной ЭВМ со свободным программированием и обеспечивает комбинированное управление с возможностью адаптации к внешней среде. В основе системы используется микроЭВМ «Электроника-60».
Система обеспечивает: управление восемью координатами; позиционирование с остановкой по сигналам датчиков; обработку программы с обращением к подпрограммам; покадровую отработку программы; оперативную коррекцию скоростей и перемещений; развитую систему индикации, включая индикацию текущего кадра, отработку перемещений, кодов ошибок; редактирование управляющих программ с выводом информации на дисплей; текстовый контроль функционирования. Перемещения задаются как в абсолютных значениях, так и в приращениях.
В базовый комплект системы входят процессор, таймер, пульт управления, блок сопряжения с роботом, блок ввода-вывода данных, блок питания, запоминающее устройство. В состав дополнительных устройств входят дисплей, перфоратор, устройство вывода на печать, внешнее запоминающее устройство.
3. ИНФОРМАЦИОННЫЕ СИСТЕМЫ
Кроме рассмотренных систем управления ПР оснащаются информационными системами, в значительной мере определяющими их функциональные возможности, сложность решения задач и эффективность использования. Информационные системы используются также для обеспечения безопасности обслуживающего персонала. В зависимости от выполняемых функций информационные системы разделяются на системы восприятия информации о внешней среде, системы контроля состояния ПР и системы обеспечения техники безопасности.
Системы восприятия информации о внешней среде. Они подразделяются на визуальные, локационные системы и системы искусственного осязания.
В визуальных системах для получения зрительного изображения чаще всего используются устройства монокулярного или бинокулярного искусственного зрения. В качестве датчиков применяют видиконы (передающие телевизионные трубки), фотоматрицы (наборы фотоэлементов) и т. и., управляемые от ЭВМ. С помощью этих систем определяют местоположение объекта по отношению к руке робота, контролируют наличие объекта в захватных устройствах или проводят классификацию по форме простых объектов.
Роботы с визуальными системами пока получили недостаточное распространение, что объясняется в основном длительностью времени обработки информации.
Локационные системы условно можно разделить на две группы: системы дальней и системы ближней локации рабочего пространства. Первые могут быть построены с использованием ультразвуковых, лазерных и светолокационных оптических систем.
Ультразвуковые дальномеры позволяют измерять расстояния до объекта в диапазоне до 2 м с погрешностью 2 %. Точность определения угловых координат (т. е. положения объекта) у ультразвуковых дальномеров значительно ниже, поскольку облучается большая часть поверхности предмета, что затрудняет выделение его локального участка для измерения. Поэтому ультразвуковые дальномеры используют для обнаружения объекта и грубого определения его положения в пространстве.
Локационные устройства на основе лазерных излучателей определяют пространственное положение объектов с весьма высокой точностью. Однако подобные устройства не находят широкого применения на практике. Это объясняется сложностью аппаратуры, большими габаритными размерами и высокой стоимостью.
Широкое применение могут найти светолокационные системы. В них рабочее пространство «ощупывается» световыми или инфракрасными лучами. В качестве излучателей используются лампы накаливания, светодиоды и другие излучающие свет приборы, в качестве приемников – различные конструкции с использованием фотодиодов и фоторезисторов. Точность определения расстояния с помощью светолокационных систем может достигать 2 мм на расстоянии до 2 м.
Системы ближней локации могут быть построены и на основе индукционных, магнитных и струйных преобразователей (датчиков). Наилучшими эксплуатационными характеристиками среди них обладают струйные преобразователи, действие которых основано на взаимодействии потока сжатого воздуха, вытекающего из сопла, с предметом локации. Недостатком струйных преобразователей является необходимость применения пневмоэлектрических преобразователей входного сигнала в электрический сигнал.
Общим недостатком дистанционных преобразователей, применяемых в локационных системах, является зависимость выходных сигналов от отражательной способности, неровности поверхности и материала исследуемых предметов; кроме того, исследуемая поверхность должна быть перпендикулярна световому лучу или воздушному потоку. Более универсальное применение имеют преобразователи, работающие на просвет (например, для контроля наличия объекта в захватном устройстве).
Особенностью работы систем искусственного осязания является наличие контакта датчиков с поверхностью объекта. С их помощью могут быть решены следующие задачи: поиск и обнаружение предметов, определение их положения; распознавание формы и их классификация; определение параметров объектов (масса, твердость, температура, теплопроводность и электропроводность и т. п.); контроль за микроперемещениями деталей при выполнении некоторых сборочных операций; контроль смещений объекта в захватном устройстве робота при воздействии на него динамических нагрузок.
Простейшими первичными преобразователями искусственного осязания являются тактильные преобразователи контактного типа. Они располагаются на наружных и внутренних поверхностях захватного устройства робота. В качестве чувствительных элементов используют микропереключатели и электропроводящие полимеры. Такие преобразователи рекомендуются для решения задачи контроля наличия детали в захватном устройстве, правильности ее центрирования, а также для поиска и распознавания пространственно не ориентированных предметов.
Контактные преобразователи могут быть объединены в матрицы. Это позволяет упростить определение ориентации объекта в пространстве, получить информацию о зоне контакта между захватным устройством манипулятора и удерживаемым объектом.
При использовании матриц следует учитывать ряд факторов. При низкой плотности расположения преобразователей в матрице могут быть применены микропереключатели, реле и т. д. Более высокие функциональные возможности ПР обеспечиваются при использовании матриц из пропорциональных преобразователей, которые применяют в основном для решения задачи классификации и определения формы объектов манипулирования.
Преобразователи усилия (моментов) применяют в роботах, осуществляющих манипулирование хрупкими и легкодеформируемыми предметами или выполняющих простые операции сборки. В первом случае преобразователи усилий позволяют регулировать усилие захвата пропорционально массе захватываемых объектов.
Для измерения усилий применяют два способа, по упругой деформации чувствительного элемента и по перемещению подвижной части чувствительного элемента.
Системы контроля состояния ПР.Обеспечивают требуемые эксплуатационные характеристики, включая надежность роботов, и участвуют в организации требуемых параметров движения. В силу этого системы контроля состояния ПР должны содержать: систему оценки положения ц скорости движений робота, обеспечивающую регистрацию фактического его состояния в каждый момент времени и сравнение с требуемыми параметрами движения; систему аварийной блокировки, обеспечивающую предотвращение поломок как механической системы ПР, так и обслуживаемого им технологического оборудования при появлении случайных сбоев; систему диагностики и прогнозирования ресурса роботов, предназначенную для сокращения времени восстановления их работоспособности и уменьшения числа отказов путем проведения соответствующих профилактических работ.
Система оценки положения и скорости перемещения узлов и механизмов является специализированной для конкретного типа ПР.
Основными требованиями, предъявляемыми к преобразователям таких систем, являются надежность, малые габаритные размеры и масса, помехоустойчивость к воздействию окружающей среды, простота юстировки, возможность отсчета абсолютных значений и низкая стоимость.
Для ПР со следящим приводом в состав системы входят первичные преобразователи положения и скорости перемещения отдельных степеней подвижности. В качестве преобразователей скорости применяют серийно выпускаемые тахогенераторы ТД-103, ПТ-1, ТП-11 либо двигатели постоянного тока серии ДПМ. В качестве первичных преобразователей положения используют проволочные потенциометры, индуктивные и индукционные преобразователи типа вращающихся трансформаторов.
Системы аварийной блокировки предназначены для предохранения ПР и обслуживаемых ими механизмов от поломок при появлении случайных сбоев, предельных внешних силовых воздействий и других помех в фазе транспортирования деталей. Номенклатура и число используемых в системе преобразователей определяются типом робота и характером решаемых им задач. Выбор типа преобразователей и места их установки на роботе зависит от используемой схемы контроля и управления.
Опыт эксплуатации ПР позволяет условно разбить все возникающие сбои и отказы на несколько видов: отдельные механизмы роботов доходят до своих кинематических ограничений; захватное устройство «натыкается» на деталь либо на отдельные части обслуживаемого им оборудования; робот пытается переместить деталь. не совершив необходимых предварительных движений по обходу препятствий.
В первом случае для предотвращения поломок ПР используются конечные выключатели, располагаемые в начале и конце каждой траектории движения, ограничивая максимально и минимально возможные перемещения роботов.
В остальных случаях аварийная блокировка осуществляется на основании анализа скоростей перемещения отдельных подвижных механизмов робота и сравнения их с программными. В том случае, когда препятствие не приводит к заметному изменению скорости движения робота, блокировка осуществляется на основании анализа сигналов либо тактильных преобразователей контактного типа, располагаемых на наружных поверхностях захвата роботов, либо силовых преобразователей, располагаемых на отдельных звеньях роботов.
Помимо контроля механической системы робота система аварийной блокировки должна включать блокировку при нарушении работоспособности систем числового программного управления и электроавтоматики.
Система обеспечения техники безопасности.Предназначена для формирования сигналов на остановку движения роботов в опасной для здоровья оператора зоне и при возникновении различных аварийных ситуаций. В качестве устройств, выдающих информацию об аварийной ситуации, используются контактные, силовые, индукционные, ультразвуковые и другие первичные преобразователи.
Контрольные вопросы, и задания
1. Как классифицируются системы управления?
2. Расскажите о технических возможностях и назначении унифицированных систем управления типа УЦМ.
3. Какие технические возможности обеспечивают унифицированные системы управления типа УПМ?
4. Расскажите о технических возможностях унифицированных систем управления типа УКМ.
5. Где и с какой целью используются комбинированные системы управления?
6. Как классифицируются информационные системы?
7. Опишите технические возможности визуальных систем..
8. Расскажите о технических возможностях локационных систем.
9. Какие первичные преобразователи применяются в локационных системах? Дайте им сравнительную характеристику.
10. Опишите технические возможности систем искусственного осязания.
11. Расскажите о видах и назначениях систем контроля состояния промышленных роботов.
12. С какой целью применяются системы техники безопасности роботов?
ГЛАВА 25. РОБОТИЗАЦИЯ ПРОМЫШЛЕННОГО ПРОИЗВОДСТВА
1. ОСНОВНЫЕ ТИПЫ РОБОТИЗИРОВАННЫХ СИСТЕМ
Роботизация – комплексная проблема, требующая решения вопроса совместного использования роботов с различным оборудованием в одной системе с общим управлением от ЭВМ и встроенных микропроцессоров. Эта проблема является не только технической, но и социально-психологической.
Вполне естественно, что современные достижения техники неразрывно связаны с пересмотром всей технической политики и коренным переоснащением промышленного производства. Целесообразность последнего часто определяется необходимостью быстрой перенастройки технологических участков, линий и цехов на изготовление модернизированной или совершенно новой продукции. Вследствие этого требуется строить каждую технологическую линию так, чтобы на ней можно было изготовлять попеременно сериями различные детали определенного класса с быстрой перенастройкой линии.
Робототехнические системы являются принципиально новым техническим средством комплексной автоматизации производственных процессов. Их использование позволяет наиболее полно исключить ручной труд как на вспомогательных, так и на основных технологических операциях.
Для современного производства характерна высокая автоматизация основных технологических процессов, но при этом вспомогательные операции выполняются человеком вручную. Эти операции утомительны, примитивны, а в ряде случаев тяжелы, вредны и даже опасны для жизни рабочих. Практика показала, что традиционными средствами невозможно автоматизировать многие вспомогательные ручные операции, и это сдерживает интенсификацию и развитие производства. Поэтому возникла необходимость в широком применении ПР.
Различают три класса робототехнических систем: манипуляционные робототехнические системы; информационные и управляющие робототехнические системы; мобильные (движущиеся) робототехнические системы.
Манипуляционные робототехнические системы можно разделить на три вида. Первый вид базируется на применении автоматически действующих роботов, автоматических манипуляторов и роботизированных технологических комплексов. Второй – на дистанционно управляемых роботах, манипуляторах и технологических комплексах. К третьему виду относятся системы, в которых используются роботы с ручным управлением, непосредственно связанные с движением рук, а иногда и ног человека.
Первые из них применяют в основном в промышленном производстве (ПР и роботизированные комплексы), вторые – в экстремальных условиях, т. е. при наличии радиации, загазованности, взрывоопасности, высоких и низких температур и давлений, а третий – для погрузо-разгрузочных и тяжелых работ.
Аналогичная классификация распространяется и на роботизированные технологические комплексы Они могут быть жестко запрограммированными или адаптивно приспосабливающимися к изменениям внешних условий, положению и конфигурации деталей и т. п. Это является основой для создания гибко переналаживаемых автоматизированных, почти безлюдных производств.
Информационные и управляющие робототехнические системы представляют собой некоторые комплексы автоматических измерительно-информационных и управляющих средств, предназначенных для сбора, обработки и передачи информации. На основе полученной информации эти системы формируют управляющие сигналы.
В различных цехах системы автоматического контроля и управления используют для почти безлюдного производственного процесса, в том числе с групповым использованием ПР. Подобные системы применяют и в автоматических системах проектирования, при выполнении технических и экономических расчетов и др.
Мобильные (движущиеся) робототехнические системы представляют собой автоматически управляемые платформы (или шасси). Они способны автоматически нагружаться и разгружаться, имеют программы маршрута движения и автоматической адресовки. В промышленных цехах они предназначаются для автоматической доставки деталей и инструмента к станкам и от станков на склады. На таких подвижных системах могут устанавливаться манипуляционные механизмы. К такого рода системам относятся также движущиеся устройства для обслуживания автоматизированных складов в разных отраслях народного хозяйства.
В мобильных робототехнических системах используют любые принципы движения. Они могут быть колесными, шагающими, гусеничными, на воздушной подушке, плавающими и т. п.
Рассмотренные автоматически действующие робототехнические системы применяют не только в промышленности, но и в других отраслях народного хозяйства.
Многофункциональные легко переналаживаемые робототехнические системы являются основными, принципиально новыми техническими средствами, позволяющими оперативно решать производственные задачи.
При использовании робототехники вследствие резкого сокращения времени и затрат на изменение технологического процесса создаются благоприятные условия для автоматизации мелкосерийного многономенклатурного производства. Групповое применение роботов в технологических линиях позволяет значительно увеличить производительность.
При использовании роботов, исключающих участие человека в непосредственном производстве, облегчается переход на двух- и трехсменную работу, что существенно повышает коэффициент использования всего технологического оборудования. Исключение из производственного цикла человека с его эмоциями, усталостью, возможной невнимательностью создает условия для более четкого соблюдения технологической дисциплины, в результате чего существенно снижается брак и повышается качество выпускаемых изделий. Важным фактором роботизированного технологического комплекса является возможность гибкой переналадки производства.
На роботизированных участках существенно повышается ритмичность производственного процесса (по суткам, неделям, месяцам), что является также важнейшим фактором в организации производства.
2. ГИБКИЕ ПРОИЗВОДСТВЕННЫЕ СИСТЕМЫ С ПРИМЕНЕНИЕМ ПРОМЫШЛЕННЫХ РОБОТОВ
Создание гибких производственных систем с применением промышленных роботов требует решения комплекса задач. К числу этих задач относятся: размещение оборудования и (если это требуется) его модернизация для стыковки с роботами; выбор транспортных средств; разработка средств контроля, информации и, управления и т. п. В условиях среднесерийного многономенклатурного производства оптимальными могут быть только гибкие производственные системы, обладающие свойством относительной адаптации, т. е. способностью приспосабливаться к изменениям внутри и вне системы, сохраняя при этом производительность, близкую к максимальной.
Необходимо различать роботизированные технологические комплексы, в которых ПР выполняют вспомогательные (транспортные) операции, и роботизированные производственные комплексы, где роботы выполняют основные технологические операции.
В зависимости от назначения роботизированных комплексов различают две схемы роботизированных технологических комплексов: индивидуального обслуживания оборудования и группового обслуживания оборудования.
Индивидуальное обслуживание оборудования обеспечивается либо автономным, либо встроенным в оборудование роботом. Такой роботизированный комплекс решает задачи установки и снятия детали, фиксации их в рабочей зоне, а также связи с транспортным потоком основного производства.
Групповое обслуживание оборудования осуществляется одним промышленным роботом, который помимо названных выше операций обеспечивает еще межстаночное транспортирование деталей.
В зависимости от серийности производства, в котором используется роботизированный комплекс с групповым обслуживанием оборудования, могут быть применены различные организационные формы загрузки основного технологического оборудования – от независимой работы каждого станка до превращения роботизированного комплекса в поточную линию. Однако для обеспечения необходимой гибкости производства необходимо создавать межоперационные заделы, предусматривать пропуск отдельных операций на деталях некоторых типов, изменение порядка обработки и т. п. С помощью ПР обеспечивается транспортирование.
Роботизированные промышленные комплексы организуются либо с индивидуальным обслуживанием ПР, либо с групповым.
Индивидуальное выполнение основных операций (сварка, окраска, сборка и т. д.) осуществляется производственным или универсальным роботом, система программного управления которого дополнительно контролирует различного рода вспомогательные и транспортные устройства, входящие в состав роботизированного комплекса.
Групповое использование ПР для выполнения основных технологических операций включает применение ПР разных типов (подъемно-транспортных, производственных и универсальных), связанных в едином комплексе, обеспечивающем законченный технологический процесс.
Рассмотрим возможности создания роботизированных комплексов в литейных и термических цехах.
Литейные цехи.Современные ПР и автоматические манипуляторы успешно используются вместо человека в основных процессах производства отливок – от подготовки исходных материалов до операций очистки, грунтовки, окраски и т п., а также для контроля и испытания, разгрузочно-погрузочных, транспортных и складских работ.
Практически почти все участки литейиого цеха могут быть роботизированы разгрузка и складирование поступающих для изготовления отливок основных и вспомогательных материалов и оборудования – формовочных песков, связующих добавок, огнеупоров, составляющих металлической шихты, красок и т. п.; литье в разовые песчаные (опочные и безопочные) формы; производство стержней различного состава прогрессивными методами формообразования – пескострельным, прессованием и др.; упрочнение форм и стержней, например, горелками инфракрасного излучения, подогретым сжатым воздухом и др.; литье в тонкостенные формы из песчано-смоляных и других смесей; литье в магнитные формы по иеизвлекаемым моделям из полистирола и других подобных материалов или в вакуумированные формы; сборка разовых песчаных форм; точное литье по выплавляемым моделям; литье в постоянные формы (кокнль); литье под давлением и центробежное литье; загрузка шихты в плавильный агрегат и плавка; заливка форм и дозирование жидкого металла; извлечение отливок из форм; очистка, обрубка, зачистка, резание, грунтовка и окраска отливок; межоперационное транспортирование форм, стержней, отливок, обслуживание технологического, транспортного и другого оборудования.
В качестве примера рассмотрим роботизированный технологический комплекс, организованный на участке кокильного литья. Литье в кокиль включает операции заливки металла, съема отливок, перенос их для очистки и обрубки Для съема и переноса отливок применяют ПР, работающий в цилиндрической или сферической системе координат. Робот извлекает отливку из формы и, удерживая ее за литник, переносит на установку контроля целостности. После получения сигнала о том, что отливка вышла из формы полностью, робот переносит ее для обрезки литника.
Термические цехи. Учитывая, что значительная часть операций, поддающихся роботизации при термической обработке, происходит при температуре, превышающей 1000 °С (например, при нагреве под закалку изделий из высоколегированных сталей), руки и захватные устройства ПP должны изготовляться из жаропрочной стали, способной выдержать такую температуру без нарушения необходимых параметров.
К основным видам работ в термических цехах, которые способны выполнить ПР, следует отнести следующие: подготовку (при необходимости) изделий к термообработке; подачу и укладку изделий в термическую печь, извлечение их из печи нагрева и подачу на охлаждение; правку и очистку изделий; контроль твердости и других свойств; различные межоперационные и внутрицеховые транспортные, складские и упаковочные работы; работу в комплексе с другим технологическим и транспортным оборудованием и управление им и т. п.
Например, при поверхностной закалке токами высокой частоты робот извлекает деталь из магазина, устанавливает в индуктор и подает сигнал о начале нагрева. По окончании нагрева робот извлекает деталь из индуктора и подает ее в закалочное устройство. Длительность выполнения всех операций около 1 мин.
На рис. 166 показана линия закалки деталей с манипулятором ПМ-30Т, предназначенного для переноски с одной позиции на другую корзины с деталями при изотермической закалке в печах-ваннах. Все ванны и дополнительное оборудование расположено в линию.
Манипулятор 1 перемещается по монорельсовой балке 2 и управляется с пульта 3. На линии используют еще два манипулятора 4 с ручным управлением для загрузки и разгрузки корзин.
Основные и вспомогательные операции выполняются манипуляторами в определенной последовательности: установка манипулятором 4 корзин с деталями на накопитель 5; съем корзин с накопителя 5 и установка ее на стол загрузки 6 манипулятором V; транспортирование корзин со стола 6 в каждой ванне; опускание корзин в ванну; встряхивание корзин для удаления остатков расплавов солей; транспортирование корзин к закалочным ваннам и с синтетической средой, промывочным ваннам 12 и 13 и сушильным устройствам 14 и 15; транспортирование корзин к разгрузочному столу 16 и передача ее на накопитель 17; съем корзин с деталями с накопителя 17 с помощью ручного манипулятора 4.
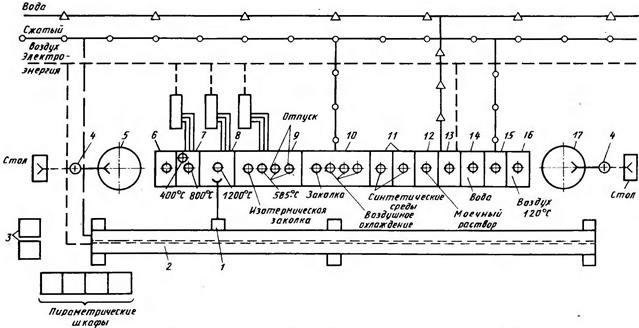
Рис. 166. Схема роботизированного участка термической обработки инструмента
В линии используются накопители карусельного типа, на каждый из которых устанавливается не более шести корзин.
Для обеспечения необходимой производительности ванна подогрева 7 изготовлена двухпозиционной. На первой позиции осуществляется подогрев над расплавом до температуры 400 °С, а затем – нагрев в расплаве до температуры 800 °С. Печь 8 окончательного нагрева – однопозиционная. Соляная ванна 9 имеет четыре позиции. Одна предназначена для изотермической закалки, три остальные – для отпуска. Установка 10 для охлаждения после закалки на воздухе и после отпуска также имеет четыре позиции.
При необходимости пассивации деталей используется установка 14.
Линия работает по заданной циклограмме. Манипулятор 1 совершает сложные возвратно-поступательные движения вдоль линии ванны.
На линии могут обрабатывать болты, винты, пружины, режущий инструмент и другие мелкие детали.
Важнейшей проблемой роботизации является соответствующая технологическая подготовка производства. Для получения заданного эффекта от применения роботов нет смысла использовать их совместно с устаревшим и малопроизводительным оборудованием. Кроме того, при имитации роботом производственных движений человека отсутствует необходимость размещать обрабатываемые детали на уровне рук или глаз, обеспечивать удобство подхода к оборудованию, создавать определенную освещенность и многое другое. ПР могут действовать с любой позиции, на любом уровне пространства цеха и в любых климатических условиях. Например, при заливке металла робот может выдержать более высокую температуру, чем человек. Следовательно, применяя ПР, можно значительно рационализировать и ускорить технологический процесс. А сочетание роботов с более производительным оборудованием, особенно с числовым программным управлением, позволяет одновременно с увеличением выпуска продукции высвободить производственные площади для расширения производства.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|