- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
dmах = dp. Рис. 2. Схема графического расположения припусков и допусков на обработку отверстия Ø140Н8
dmах = dp
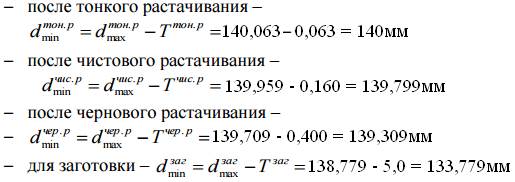
Минимальный предельный размер определяется путём вычитания из максимального размера значение допуска на обработку:
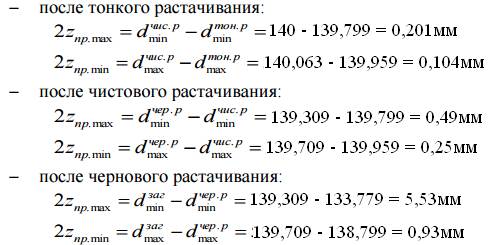
Предельные значения припусков zпр.max определяются как разность наименьших предельных размеров текущего и предыдущего переходов, а zпр.min определяются как разность их наибольших предельных размеров:
где индексы заг – относится к заготовке, чер.р – черновому растачиванию, чис.р – чистовому растачиванию, тон.р – тонкому растачиванию.
Проверяем правильность расчёта припусков:

6,221 – 1,284 = 5,0 – 0,063 мм
1,221= 1,221
Следовательно, припуски рассчитаны правильно.
Номинальный припуск при несимметричном расположении поля допуска заготовки:

Номинальный диаметр заданного размера заготовки:

По приложению 5 принимаем размер отверстия трубы округлением до ближайшего меньшего целого значения, которое предусмотрено сортаментом по ГОСТ: dзаг = 134 мм.
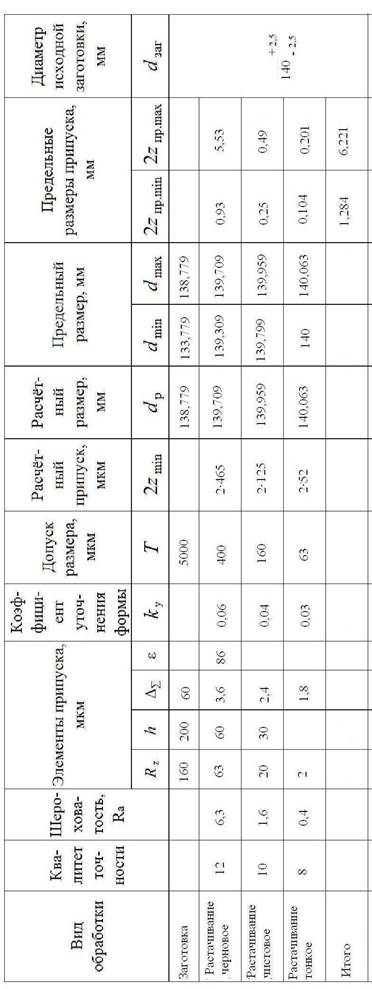
Все результаты расчётов сведены в таблицу 3.
По результатам расчётов строим схему графического расположения припусков и допусков на обработку отверстия Ø140Н8 (рис. 3).
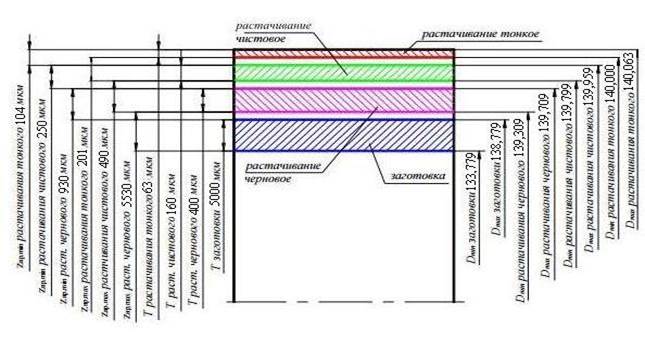
Рис. 2. Схема графического расположения припусков и допусков на обработку отверстия Ø140Н8
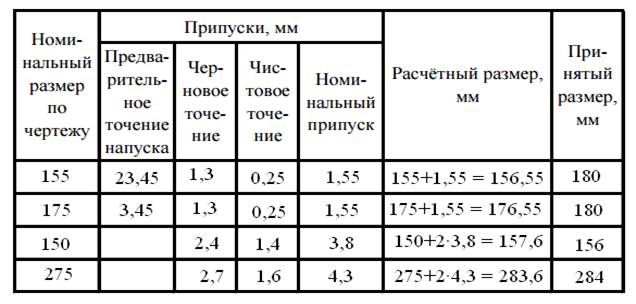
Определяем межпереходные припуски на остальные размеры табличным способом.
Согласно принятому технологическому процессу для всех остальных поверхностей заданная шероховатость Ra = 6,3 мкм достигается черновым и чистовым точением. Заготовка – труба нормальной точности.
По приложению 24 определяем припуски на диаметр для наружной обработки на каждом переходе при длине заготовки до 180 мм:
- для диапазона диаметров 120…180 мм на черновое точение припуск составляет 1,3 мм, на чистовое точение 0,25 мм;
- для диапазона диаметров 120…180 мм припуск составляет соответственно 1,3 и 0,25 мм.
По приложению 26 определяем припуски на сторону на подрезание торцов:
- для диапазона диаметров 120…180 мм и диапазона длин 120…260 мм припуск составляет на черновое подрезание 2,4±06 мм, на чистовое подрезание 1,4-0,6 ;
- для диапазона диаметров 120…180 мм и диапазона длин 260…500 мм припуск составляет на черновое подрезание 2,7±0,7 мм, на чистовое подрезание 1,6-0,76 мм.
Общий номинальный (суммарный) припуск определяется суммированием припусков на отдельных переходах.
Для диаметральных размеров определяем припуск для предварительного точения напуска как разность принятого диаметра заготовки и номинального припуска.
Все расчёты сведены в таблицу 4.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|