- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Tз = esз - eiз = 0,9 - (-2,5) = 3,4мм (2)
Tз = esз - eiз = 0,9 - (-2,5) = 3,4мм (2)
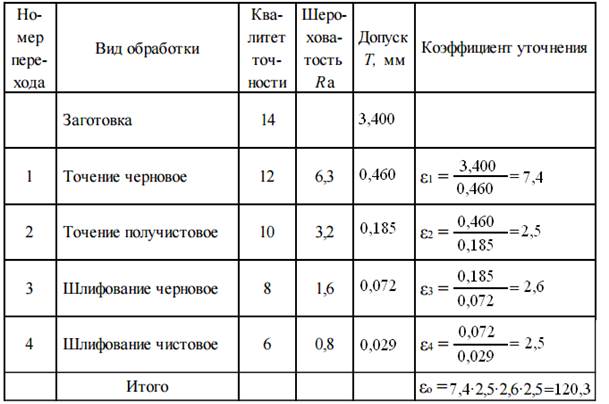
По каждому переходу устанавливаем по приложению 16 точность и шероховатость, а по приложению 17 допуск на обрабатываемую поверхность по принятой точности. Обработка наружных поверхностей – в центрах. Принятые значения заносим в таблицу 2.
Проверяем правильность составления технологического процесса обработки.
Для каждого перехода определяем коэффициент уточнения по формуле:

где Т(i-1) – допуск на размер или другой рассматриваемый параметр точности детали, получаемый на предшествующей технологической операции (переходе);
Тi – допуск на размер или другой рассматриваемый параметр точности детали, получаемый на выполняемой технологической операции (переходе).
Определяем общий коэффициент уточнения:

где k – количество переходов.
Для заготовки коэффициент уточнения не рассчитывается.
Все расчёты сводим в таблицу 2.
Таблица 2. Последовательность обработки поверхности
Проверяем правильность выбора технологических переходов:

где εто – требуемое уточнение.
Что гарантирует достижение требуемой точности обработки поверхности.
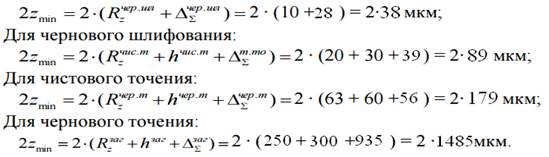
Минимальный припуск на диаметр определяется по формуле:

где Rz(i-1) , h(i-1) – соответственно высота неровностей профиля и глубина дефектного поверхностного слоя на предшествующем переходе; принимаем для заготовки по приложению 13 для проката повышенной точности для диапазона диаметров 180…250 мм Rz(i-1) = 250 мкм, h(i-1) = 300 мкм, после механической обработки принимаем по приложению 16;
Δ∑(i-1) – суммарные отклонения расположения поверхности на предшествующем переходе;
εi – погрешность установки заготовки на выполняемом переходе.
Для серого и ковкого чугунов, а также для цветных металлов и сплавов после первого технологического перехода и для стали после термической обработки слагаемое h исключают из расчёта.
Суммарные отклонения расположения поверхности для заготовки при обработке в центрах определяются по формуле:

где Δ∑к – отклонение оси детали от прямолинейности (кривизна); определяется по формуле:

где Δк – отклонение оси детали от прямолинейности, мкм на 1 мм длины; принимают по приложению 20, для проката повышенной точности и длине заготовки в диапазоне 400…500 мм Δк = 1,0 мкм/мм;
l = L/2 = 600/2 = 300 мм – расстояние от торца до сечения наибольшего прогиба детали; по чертежу L = 600 мм.
Подставляя принятые значения в формулу (8) получим:

Δц – смещение оси заготовки в результате погрешности центрирования, мм; определяется по формуле:

где Т – допуск на диаметральный размер базы заготовки, используемый при центрировании; принимаем в качестве базы для центровки расчётный диаметр проката 200 мм, для которого Т = Тз = 3,4 мм (см. формулу (2)).
Подставляя принятые значения в формулы (9) и (7) получим:

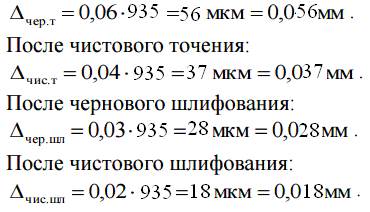
Остаточные пространственные отклонения на операциях механической обработки определяют по формуле:

где kу – коэффициент уточнения формы; их значения принимаем по приложению 23. Подставляем принятые значения kу в формулу (10).
После чернового точения:
После чистового точения производится термообработка, для которой дополнительные пространственные отклонения определяются по формуле:

где nк – коэффициент, зависящий от вида термической обработки; принимают по приложению 22, для закалки ТВЧ nк = 0,5.
Деталь после точения и термообоработки, поступающая на черновое шлифование, имеет пространственные отклонения:

Погрешность установки определяется по формуле:

где εб – погрешность базирования; при черновом и чистовом точении, черновом и чистовом шлифовании наибольшего диаметра заготовка базируется в центрах, в этом случае εб = 0. εз – погрешность закрепления; при закреплении в пневматических центрах εз =0.
После расчёта и принятия значений элементов припуска определяем минимальные припуски по каждому переходу, подставляя принятые значения в формулу (6).
Для чистового шлифования:
Расчётный (минимальный) размер по каждому переходу определяют, начиная с конечного (в данном случае чертёжного) размера. Для последнего перехода (готовой детали) он равняется минимальному размеру детали. Для остальных переходов он определяется последовательным сложением расчётного размера и минимального припуска на предшествующем переходе:
- после чистового шлифования – dp =199,971мм
- после чернового шлифования – dp =199,971+ 2 ∙0,038 =200,047мм
- после чистового точения – dp =200,047+2 ∙0,089 =200,225мм
- после чернового точения – dp =200,225+2 ∙0,179 =200,583мм
- для заготовки – dp =200,583+2 ∙1,485 =203,553мм
Определяем предельные размеры для каждого перехода.
Минимальный предельный размер для каждого перехода равен расчётному:
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|