- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Введение. Выбор режущего инструмента
| Федеральное агентство по образованию Уральский государственный лесотехнический университет Кафедра станков и инструментов Курсовой проект по дисциплине «Оборудование отрасли» Тема курсового проекта “Проект круглопильного станка для производства тарной дощечки“ Выполнил студент: Рыженькова М.А. Группа: МТД–33 Проверил: Кузнецов А.И. Зав. кафедрой Новосёлов В.Г Екатеринбург 2010 |
Содержание
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| ЦДК -4-00.00.00 ПЗ |
Введение. 4
1.Сравнительный анализ. 5
2.Выбор режущего инструмента. 8
2.1.Выбор параметров дереворежущего инструмента. 9
2.2.Подготовка режущего инструмента к работе. 9
3.Расчёт режимов резания. 11
4.Конструкция пильного узла. 16
5 Расчёт механизма подачи. 18
6. Кинематическая схема станка. 19
7. Экономические и маркетинговые предпосылки. 21
Введение
Курсовое проектирование имеет цель – развить навыки самостоятельной работы и научить применять теоретические знания при решении вопросов производственно-технического характера.
Основной задачей при модернизации прирезного круглопильного станка было повышение производительности станка при минимальном расходовании энергии.
Ряд конструктивных решений позволит повысить эксплуатационные качества станка по сравнению с другими аналогами.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| ЦДК -4-00.00.00 ПЗ |
Пила имеет небольшое количество зубьев, что тоже позволяет уменьшить расход энергии.
Применение ультратонких подшипников с четырехточечным контактом марки «Kaydon», установленных на металлическом диске с предварительным натягом, позволило увеличить точность вращения пильного вала.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
1.Сравнительный анализ ЦДК -4-00.00.00 ПЗ
Большая часть технологических операций в деревообработке выполняется на круглопильных станках. Простота устройства и высокая производительность способствуют их использованию на всех раскроечных операциях первичной и вторичной обработки древесины.
Форма и размеры распиливаемого материала и направления распиловки по отношению к волокнам годичных слоев определяют тип, размеры и конструктивное устройство станков.
В соответствии с этим каждая группа станков имеет различные модификации, определяемые узкими признаками назначения станков.
Выполнение моего технического задания по выпиловке тарной дощечки из сосновых заготовок размерами 50×120×800,60×120×800,70×120×800,80×120×800 с начальной влажностью 30% обеспечивает станок ЦА, ЦДК-4итд.
Прирезной станок ЦА имеет однопильный механизм резания, вальцово-дисковый механизм подачи, направляющее и прижимающее устройство.
М е х а н и з м р е з а н и я. Пильный вал приводится в движение от электродвигателя через поликлиноремённую передачу.
М е х а н и з м п о д а ч и. Заготовка подаётся двумя нижними рифлёными вальцами и двумя верхними дисками – передним зубчатым и задним рифлёным. Задний диск состоит из двух частей, между которыми закреплён дисковый расклинивающий нож.
Н а п р а в л я ю щ а я л и н е й к а. Перемещается на ширину отпиливаемой заготовки при помощи рукоятки и фиксируется эксцентриковым зажимом.
П р и ж и м н о й р о л и к, расположенный слева по ходу подачи заготовки, прижимает её к направляющей линейке.
Станок ЦДК-4 имеет однопильный механизм резания, стол, гусеничный механизм подачи и направляющее устройство.
М е х а н и з м р е з а н и я состоит из пильного суппорта, шарнирно смонтированного на станине, и механизма настройки суппорта по высоте в зависимости от диаметра пилы, которая должна на 3 – 5 мм заглубляться в канавку, имеющуюся в планках гусеничного конвейера. Пильный шпиндель имеет специальный удлинённый корпус с запрессованным в него статором электродвигателя и удлинённый вал, на который с одного конца насажен ротор, а с другого – пильные шайбы для крепления пилы.
М е х а н и з м п о д а ч и. на станке применён гусеничный конвейер, составленный из звеньев, имеющих рифлёную рабочую поверхность и канавку для пилы. Привод гусеницы – от четырёхскоростного электродвигателя через зубчатый редуктор, имеющий выходную звёздочку со срезным штифтом, предохраняющим станок от поломок в случае перегрузки станка.
Для направляющих гусеницы цепи использованы текстолитовые накладки. Рабочие поверхности гусеницы смазываются от лубрикатора.
С у п п о р т п р и ж и м н ы х р о л и к о в при настройке станка на толщину распиливаемой заготовки устанавливают по высоте в вертикальных направляющих стойки при помощи маховичка винтового устройства. Впереди на суппорте шарнирно подвешены упоры когтевой завесы.
Н а п р а в л я ю щ у ю л и н е й к у устанавливают на ширину отпила по шкале и фиксируют эксцентриковым зажимом.
Э к с г а у с т е р н ы й п р и ё м н и к соединён с корпусом суппорта.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| ЦДК -4-00.00.00 ПЗ |
Технические характеристики круглопильных станков для продольного распиливания
| Показатели | ЦА | ЦДК-4-2 |
| Размеры заготовки в мм: длина наименьшая толщина наибольшая ширина Ширина выпиливаемой доски, планки, рейки в мм Диаметр пилы в мм Число оборотов пилы в минуту Подача в м/мин Мощность электродвигателя в кВт Габариты в мм: длина ширина высота Вес в кг | 10 – 80 До 300 5 – 300 41; 52; 80 | 10 – 100 – – 250 – 400 ~ 2930 8 – 40 |
Для дальнейшей проработки в качестве прототипа я выбираю станок ЦДК-4. Он обеспечивает выполнение моего технического задания, а также одним из его достоинств является скорость подачи, регулируемая вариатором бесступенчато, она составляет 8-40 м/мин.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| ЦДК -4-00.00.00 ПЗ |
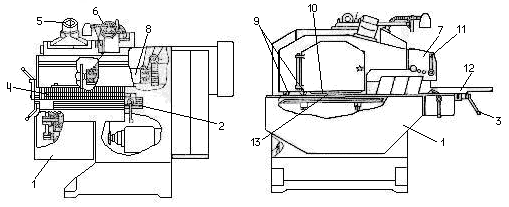
Рис. 1. Прирезной станок с гусеничной подачей ЦДК-4:
1 – ограждение конвейера; 2 – стол; 3 – ручка крепления направляющей линейки; 4 – когтевая защита; 5 – эксгаустерный приёмник; 6 – маховичок механизма настройки суппорта прижимных роликов по высоте; 7 – пульт управления; 8 – пильный вал; 9 – прижимные ролики; 10 – боковое ограждение; 11 – ручка подъёма когтевой защиты; 12 – направляющая линейка; 13 – планки конвейера
2.Выбор режущего инструмента
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| ЦДК -4-00.00.00 ПЗ |
При продольном пилении заготовок плоскость дисковой пилы параллельна волокнам древесины. Основную работу при пилении выполняют главные (короткие) режущие кромки зубьев. Они перерезают волокна, формируют дно пропила. Боковые режущие кромки формируют стенки пропила.
Пиление характеризуется большими значениями скорости резания (50…150 м/с) и скорости подачи (до 150 м/мин), непрерывностью вращательного движения режущего инструмента, сравнительно простой конструкцией станков, удобством их эксплуатации и большими возможностями для автоматизации. Однако на станках часто приходится применять толстые круглые пилы, из-за чего снижается полезный выход пилопродукции и увеличивается объем опилок. Количество опилок достигает 12…16% от объема распиливаемого сырья.
Наиболее часто для продольного пиления применяют круглые пилы с плоским диском. Такая круглая пила по ГОСТ 980-80 состоит из корпуса (диска) и режущей части (зубчатого венца). Пила характеризуется наружным диаметром D =125…1500 мм, толщиной диска S =1,0…5,5 мм, и числом зубьев Z =24;36;48;60;72.
По профилю зубьев пилы различают с ломанной задней поверхностью (исполнение 1) и с прямолинейной задней поверхностью (исполнение 2). Пилы исполнения 1 применяют для продольного деления древесины на круглопильных станках, пилы исполнения 2 предназначены, преимущественно, для механизированных ручных инструментов.
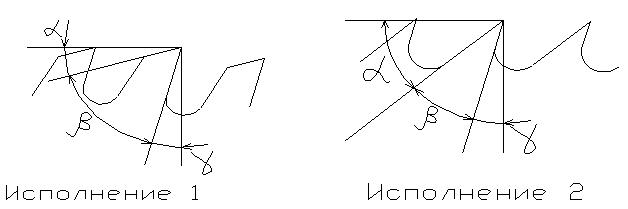
Рис. 2 Профили зубьев пил с плоским диском
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|