- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Классификация шлицевых соединений
Классификация шлицевых соединений
Шлицевые соединения различают:
· по характеру соединения - неподвижные для закрепления детали на валу; подвижные, допускающие перемещение вдоль вала (например, блока шестерен коробки передач; шпинделя сверлильного станка, карданного вала автомобиля);
· по форме выступов - прямобочные, эвольвентные, треугольные.
Шлицевые соединения с прямобочным профилем
Соединения с прямобочным профилем (рис. 1,а) применяют в неподвижных и подвижных соединениях. Они имеют постоянную толщину выступов.
Стандарт предусматривает три серии соединений с прямобочным профилем: легкую, среднюю и тяжелую, которые различаются высотой и числом z выступов. Тяжелая серия имеет более высокие выступы с большим их числом; рекомендуется для передачи больших вращающих моментов.
Центрирование (обеспечение совпадения геометрических осей) соединяемых деталей выполняют по наружному D, внутреннему d диаметрам или боковым поверхностям b выступов.
Выбор способа центрирования зависит от требований к точности центрирования, от твердости ступицы и вала. Первые два способа обеспечивают наиболее точное центрирование.
Зазор в контакте поверхностей: центрирующих - практически отсутствует, не центрирующих - значительный.
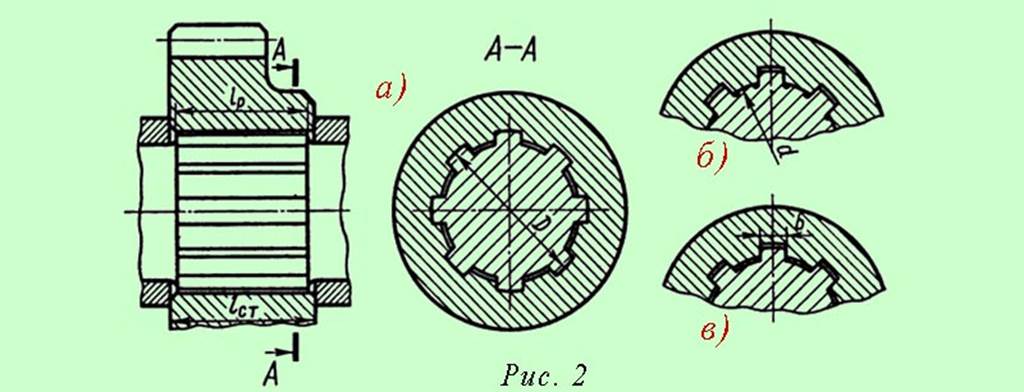
Центрирование по наружному диаметру D (рис. 2,а). В этом случае точность обработки сопрягаемых поверхностей обеспечивают: в отверстии - протягиванием, на валу – шлифованием. По диаметру D обеспечивают сопряжение по одной из переходных посадок.
По внутреннему диаметру d между деталями существует зазор.
При передаче вращающего момента на рабочих боковых сторонах действуют напряжения смятия σсм.
В соответствии с технологией обработки центрирующей поверхности в отверстии (протягивание) центрирование по наружному диаметру может быть применено при невысокой твердости ступицы (≤ 350 НВ).
Центрирование по внутреннему диаметру d (рис. 2,б).
Применяют при высокой твердости ступицы (≤ 45 HRC), например, после ее закалки, когда затруднена калибровка ступицы протяжкой или дорном.
Точность обработки сопрягаемых поверхностей обеспечивают: в отверстии - шлифованием на внутришлифовальном станке, на валу - шлифованием впадины профилированными кругами, в соответствии с чем предусматривают канавки для выхода шлифовального круга.
По центрирующему диаметру d обеспечивают сопряжение по переходной посадке. Размер h площадки контакта определяют так же, как и при центрировании по наружному диаметру.
Центрирование по D или d применяют в соединениях, требующих высокой соосности вала и ступицы (при установке на валы зубчатых или червячных колес в коробках передач автомобилей, в станках, редукторах; а также при установке шкивов, звездочек, полумуфт на входных и выходных концах валов).
Центрирование по боковым поверхностям b (рис. 2,в). В сопряжении деталей по боковым поверхностям зазор практически отсутствует, а по диаметрам D и d имеет место явный зазор. Это снижает точность центрирования, но обеспечивает наиболее равномерное распределение нагрузки между выступами.
Поэтому центрирование по боковым поверхностям b применяют для передачи значительных и переменных по значению или направлению вращающих моментов, при жестких требованиях к мертвому ходу и при отсутствии высоких требований к точности центрирования: например, шлицевое соединение карданного вала автомобиля.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|