- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
КУРСОВОЙ ПРОЕКТ. ЗАДАНИЕ
МИНОБРНАУКИ РОССИИ
Федеральное государственное бюджетное учреждение высшего профессионального образования
«Санкт-Петербургский государственный экономический университет»
КУРСОВОЙ ПРОЕКТ
по дисциплине
«Технологические процессы в сервисе.
Технология швейных изделий»
на тему: «Выбор и оценка методов обработки мужского пальто после проведения примерки в ателье первого разряда. Детально обосновать выбор методов обработки внутреннего кармана»
Исполнитель: Капацила Е. П.
Судентка: 3 курса з/о
Специальность: «Сервис»
Шифр: 100100. 62
Руководитель: Журавлева Е. Н.
Калининград
САНКТ-ПЕТЕРБУРГСКЫЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
СЕРВИСА И ЭКОНОМИКИ
Институт дизайна и ДЕКОРАТИВНО-ПРИКЛАДНОГО ИСКУССТВА
Кафедра Технологии и конструирования швейных изделий
ЗАДАНИЕ
на подготовку курсового проекта по дисциплине: «Технологическиепрцессы в сервисе. Технология швейных изделий»
Студент (Ф. И. О. )Капацила Елена Петровна
Тема проекта (работы): «Выбор и оценка методов обработки мужских пальто после проведения примерки в ателье первого разряда. Детально обосновать выбор методов обработки внутреннего кармана»
Перечень графического материала:
____________________________________________________________________
____________________________________________________________________
____________________________________________________________________
____________________________________________________________________
____________________________________________________________________
Дата выдачи задания _____________________________
Задание выдал преподаватель_______________________(подпись)___________________________(Ф. И. О. )
Задание принял к исполнению___________________________________(подпись студента)
| Введение | ||
| 1. | Характеристика модели заданного изделия | |
| 2. | Характеристика пакетов материалов, применяемых при изготовлении изделия | |
| 3. | Характеристика сборки и степени готовности изделия к примерке | |
| 4. | Характеристика методов обработки узла изделия | |
| 5. | Выбор методов обработки и оборудования для заданного узла изделия | |
| 6. | Оценка влияния технологических операций на качество обработки узла одежды | |
| 7. | Выполнение графической части курсового проекта | |
| 8. | Выводы по проекту | |
| 9. | Список использованных источников | |
| Приложение А | ||
| Приложение Б | ||
| Приложение В |
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
Швейная промышленность является одной из крупнейших отраслей легкой
промышленности. Главная задача швейной промышленности – удовлетворение потребности людей водежде высокого качества и разнообразного ассортимента. Решение этой задачиосуществляется на основе повышенной эффективности производства, научно – технического прогресса, роста производительности труда, совершенствования труда и производства. На данном этапе осуществляется множество оказаний услуг на индивидуальный пошив, особенно много предложений на пошив женских изделий. Особую потребность в услуге на индивидуальный пошив ощущает мужская часть населения. Ведь нашим мужчинам тоже хочется выглядит неповторимо, что бы у них было разнообразие в выборе. Если есть такая потребность, значит нам надо предложить более новые методы обработки, усовершенственное оборудование, а также доступную для любой социальной группы.Технология современного швейного производства должна становится механической, ее эффективность в первую очередь зависит от применяемого оборудования. Ассортимент швейных изделий должен обновляться в результате расширенияассортимента и улучшения качества сырьевой базы, также способствует развитию предприятий сервиса в индустрии моды.
1. ХАРАКТЕРИСТИКА МОДЕЛИ ЗАДАННОГО ИЗДЕЛИЯ
На основе анализа перспективного направления моды выбрана модель мужского пальто для изготовления их в ателье первого разряда. Эскиз модели (вид спереди и вид сзади)представлен на рисунке 1.
Описание ее внешнего вида модели:
Мужское пальто из полушерстяной ткани полуприлегающего силуэта со смещенной бортовой застежкой и отложным воротником, с застежкой на 3 пуговицы. Полочка с вытачками, с внешними боковыми карманами с клапаном. Спинка со средним швом и шлицей. Рукава втачные двухшовные. Декоративнаяотстрочка по низу пальто, на манжетах и клапанах. Рекомендуемые размеры 170-92-96
2. ХАРАКТЕРИСТИКА ПАКЕТОВ МАТЕРИАЛОВ, ПРИМЕНЯЕМЫХ ПРИ ИЗГОТОВЛЕНИИ ИЗДЕЛИЯ
В курсовом проекте для выбранной модели мужского пальто осуществлен подбор трех пакетов материалов. Каждый пакет отличается от другого по волокнистому составу, поверхностной плотности и толщине материала верха.
В состав пакета материалов для мужского пальто включена ткань верха, клеевые материалы и подкладочные ткани.
Для изготовления данной модели выбрана пальтовая ткань, которая лучше подходит по эстетическим свойствам и модным тенденциям, современным структурам, цветовому решению.
Рисунок 1- Эскиз модели мужского пальто
К пальтовым материалам, предъявляются требования: несминаемость, способность к формообразованию, представленная модель имеет достаточно четкие и строгие линии, поэтому материал должен быть подобран с достаточной жесткостью, но не должен стеснять движения человека. Таким образом, рекомендуемые материалы должны иметь среднюю жесткость, износостойкость, устойчивость к растяжению, устойчивость к химчистке, гигиеническиетребования, обладать высокими теплозащитными свойствами. При выборе материалов все эти требования соблюдены так как, данная модель является одеждой для повседневной носки, в которой человеку должно быть комфортно довольно длительное время.
Ткани, используемые для изготовлениямужского пальто, имеют различный волокнистый состав. Наиболее распространенными являются шерстяные ткани. Они бывают чистошерстяными и полушерстяными в сочетании с хлопчатобумажными, вискозными, ацетатными, лавсановыми, нитроновыми, капроновыми волокнами и нитями. Используют как камвольные, так и суконные ткани. Данная модель может быть выполнена из нескольких тканей.
Для придания формы отдельным деталям мужского пальто и обеспечения сохранности этой формы в процессе носки применяют разнообразные прокладочные материалы: флизелин, спабонд и т. д., клеевые прокладки. Их используют для решения следующих задач: придание деталям верха требуемой формоустойчивости, упругости, предохранение отдельных участков изделия в целях их закрепления, предохранения от растяжения и от осыпания; применение точечного нанесения термоклея обеспечивает гибкость соединения, высокую паропроницаемость, воздухопроводность. В соответствии с тканью верха были выбраны клеевыепрокладочные ткани, т. к. они обладают высокую формоустойчивость, несминаемость, небольшую толщину, усадку и удовлетворительными гигиеническими свойствами.
Подкладка в одежде играет важную роль, она улучшает эксплуатационные и эстетические показатели жакета, предохраняет его от изнашивания и загрязнения, обеспечивает хорошую посадку на фигуре человека. По художественно- эстетическим показателям подкладочные ткани из химических нитей и пряжи должны соответствовать образцам-эталонам, а по физико-механическим показателям- требованиям, указанным в ГОСТ 20272-96. В качестве подкладки в одежде различного назначения используют шелковые, полушелковые, синтетические подкладочные ткани.
Подкладку рекомендуется использовать из 100% вискозы, потому что вискоза имеет высокие гигиенические показатели, что немаловажно при изготовлении мужского пальто в ателье первого разряда. Подкладка подбирается в цвет материала верха, окраска её должна быть устойчива к сухому и мокрому трению, действию пота, влажно-тепловой обработке и другим воздействиям. Переплетение лучше саржевое, оно обеспечит хорошее скольжение при надевании рукавов. Подкладочные материалы не должны электризоваться, не должны иметь раздвигания нитей в швах. Они должны иметь небольшую осыпаемость и не вызывать затруднений при уходе.
Швейные нитки по волокнистому составу могут быть хлопчатобумажными, синтетическими, из натурального шелка, льняными. Хлопчатобумажные швейные нитки вырабатывают в 2, 3, 4, 6, 9, 12 сложений из гребенной пряжи высокого качества. Для изготовления мужского пальто в ателье первого разряда из пальтовых тканей применяются нитки № 44лх(армированные) для обработки деталей верха. Выбранные материалы для верха и подкладки идеально подходят для пакета материалов. Для строчек временного назначения – хлопчатобумажные нитки № 40, так как они в ателье первого разряда они прокладываются на специальной машине. Применяемая фурнитура – это вспомогательные материалы, необходимые в швейном производстве. Фурнитура служит для застегивания швейных изделий, прикрепления, а так же для удобства эксплуатации одежды.
Из всего предложенного ассортимента материалов для изготовления мужского пальто на подкладке выбран пакет материалов:
· для деталей верха – пальтовые ткани, так какони сохраняют заданную форму, имеют высокие эстетические показатели;
· подкладочная ткань -100% вискоза;
· в качестве скрепляющего материала используются нитки № 44лх (армированные), для отделочной строчки-нитки 30 ЛЛ. Для застегивания мужского пальто выбраны пуговицы.
Основные характеристики пакетов материалов, основных видов машинных строчек, швейных ниток и игл представлены в таблице 1.
Рекомендуемые режимы влажно-тепловой обработки материалов, выбранных в состав пакетов модели изделия, представлены в таблице 2.
В процессе обработки узлов изделия используются клеевые материалы (прокладки). Параметры образования клеевых соединений представлены в таблице 3.
Таблица 1 - Характеристика материалов пакета, основных видов машинных строчек, швейных ниток и игл
| Наименование материалов, входящих в пакет | Артикул | Ширина с кромкой, см | Поверхностная плотность, г/м2 | Номинальная линейная плотность пряжи, текс | Плотность, количество нитей на 10 см | Волокнистый состав, % | Основные виды машинных строчек | Швейные нитки | Номер иглы | Количество стежков на 10 мм строчки | |||||||||||||||||||
| Волокнистый состав | Торговый номер | ||||||||||||||||||||||||||||
| основа | уток | по основе | по утку | ||||||||||||||||||||||||||
| Пакет№1 | |||||||||||||||||||||||||||||
| 1. Пальтовая «Мужская» | 31х2 42х2 | 31х2 42х2 |
38% ВНитр, ВК | Стачивающая Петельная Обметочная Выметочная | ЛХ Л ЛХ Х/Б | 4-5 10-12 2-3 2-3 | |||||||||||||||||||||||
| 2. Ткань подкладочная |
| 13, 3 | 13, 3 | HВис 100% | Стачивающая Обметочная | ЛХ ЛХ | 3-4 2-3 | ||||||||||||||||||||||
| 3. Прокладочная (клеевая, на трикотажной основе) «Хензель» (Германия)
| 1101/BS4 | 90, 150 |
|
| 70%-нити вискозные 30%-нити синтетические | Клеевое соединение |
|
|
| ||||||||||||||||||||
| 4. Кромочная ткань |
|
|
|
| Клеевое соединение |
|
|
| |||||||||||||||||||||
| Пакет № 2 |
|
|
|
|
|
|
|
|
| ||||||||||||||||||||
| 1. Пальтовая «Весенняя» | 31х2 | 31х2 |
25% ВНитр | Стачивающая Петельная Обметочная Выметочная | ЛХ Л ЛХ Х/Б | 4-5 10-12 2-3 2-3 | |||||||||||||||||||||||
| 2. Ткань подкладочная | HВис 100% | Стачивающая Обметочная | ЛХ ЛХ | 3-4 2-3 | |||||||||||||||||||||||||
| 3. Клеевой прокладочный материал на тканой основе «Хензель» (Германия) | 4270/BS9 |
|
| 100% нити синтетические | Клеевое соединение |
|
|
| |||||||||||||||||||||
| 4. Кромочная ткань |
|
|
|
| Клеевое соединение |
|
|
| |||||||||||||||||||||
| Пакет№3 | |||||||||||||||||||||||||||||
| 1. Пальтовая «Метелица» суконная | 31х2 | 31х2 | 77ш 23К | Стачивающая Петельная Обметочная Выметочная | ЛХ Л ЛХ Х/Б | 4-5 10-12 2-3 2-3 | |||||||||||||||||||||||
| 2. Ткань подкладочная | HВис 100% | Стачивающая Обметочная | ЛХ ЛХ | 3-4 2-3 | |||||||||||||||||||||||||
| 3. Клеевой прокладочный материал на тканой основе «Хензель» (Германия) | 4270/BS9 |
|
| 100% нити синтетические | Клеевое соединение |
|
|
| |||||||||||||||||||||
| 4. Кромочная ткань | 337H1 |
|
|
|
| Клеевое соединение |
|
|
| ||||||||||||||||||||
Таблица 2 - Режимы влажно-тепловой обработки материалов
| Материалы, входящие в пакет изделия | Температура прессования, С° | Усилие прессования кПа | Масса утюга кг | Время обработки, с | Увлажнение, % к массе материала | ||
| пресса | утюга | на прессе | утюгом | ||||
| Материал верха: 62ш 38% ВНитр, ВК 75ш 25% ВНитр 77ш 23К | 30-100 30-100 30-100 30-100 30-50 | 6-8 6-8 6-8 6-8 4-6 | 10-20 10-15 10-20 10-15 10-20 | 25-30 20-40 25-30 20-40 20-30 | 20-30 20-30 | ||
| Подкладочная HВис | 130-150 | 2, 5 | 10-20 | 20-30 | |||
Таблица 3 - Параметры образования клеевых соединений
| Материал | Вид клея | Режим склеивания | ||
| Температура прессующей поверхности, С° | Время прессования, с | Давление, МПа | ||
| Ткань кромочная | П – 12АКР | 160 - 170 | 15 - 20 | 0, 03-0, 05 |
| Клеевой прокладочный материал на тканой основе «Хензель» (Германия) 4270/BS9 Клеевой прокладочный на трикотажной основе «Хензель» (Германия) 1101/BS4 | Платамид | 120-140 121-138 | 10 – 15 10-16 | 0, 03-0, 05 15-30 |
3. ХАРАКТЕРИСТИКА СБОРКИ И СТЕПЕНИ ГОТОВНОСТИ ИЗДЕЛИЯ К ПРИМЕРКЕ
Мужское пальто в ателье первого разряда изготавливается с одной примеркой. Последовательность изготовления мужского пальто представлена на рисунке 2
| Начальная обработка полочек и спинки |
® | Дублирование полочек клеевыми прокладками |
® | Прокладывание копировальных стежков по намеченным линиям |
® | Обработка вытачек, швов, складок, составных частей полочек и спинки |
® | Придание деталям нужной формы с помощью ВТО | |||||||||||||||||||||||||||||||||||||||||||||||||
| ¯ |
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||||||||||
| Обработка карманов |
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||||||||||
| ¯ |
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||||||||||
| Соединение полочек с бортовой прокладкой |
® | Наметывание полочек на бортовую прокладку |
® | Выстегивание лацканов |
|
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||
| ¯ |
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||||||||||
| Сборка бортов |
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||||||||||
| ¯ |
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||||||||||
|
Обработка рукавов |
® | Соединение передних срезов |
® |
Сметывание и заметывание локтевых срезов |
® | Заметывание низа рукавов |
|
| |||||||||||||||||||||||||||||||||||||||||||||||||
| ¯ |
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||||||||||
| Обработка нижнего воротника |
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||||||||||
| ¯ |
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||||||||||
| Временная сборка изделия | ® | Сметывание и заметывание боковых и плечевых срезов | ® | Приметывание утепляющей прокладки |
|
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||
| ¯ |
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||||||||||
| Вметывание нижнего воротника в горловину |
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||||||||||
| ¯ |
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||||||||||
| Вметывание рукава в пройму |
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||||||||||
| ¯ |
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||||||||||
| Заметывание низа изделия |
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||||||||||
4. ХАРАКТЕРИСТИКА МЕТОДОВ ОБРАБОТКИ УЗЛОВ ИЗДЕЛИЯ
Основной задачей на этапе выбора методов обработки изделия и оборудования, является обеспечение высокого качества обработки основных узлов и деталеймужского пальто при максимальной экономичности и максимальной загрузки оборудования и средств малой механизации. Эти основные критерии, определяют эффективность технологических процессов. Поэтому для успешного решения этой задачи необходимо руководствоваться государственными стандартами, технологическими инструкциями прогрессивной технологии, достижениями передовых отечественных и зарубежных предприятий в области усовершенствования технологии изготовления швейных изделий.
Прогрессивные способы обработки предусматривают широкое использование клеевых и клеевых прокладочных материалов, технологичных конструкций деталей и узлов изделия, машинных способов обработки, совмещения технологических операций.
В курсовом проекте предлагаемые методы обработки основных узлов мужского пальто, кроме заднего узла, представлены в виде сборочных схем (разрезов узлов) с указанием последовательности выполнения операций путем цифровой нумерации. Выбор методов обработки основных узлов мужского пальто представлены по типу инструкционной карты на рисунке 4.

| 
| 
| |
|
|
| 
| |
|
| |||
| |||

| 
| 
|


5. ВЫБОР МЕТОДОВ ОБРАБОТКИ И ОБОРУДОВАНИЯ ДЛЯ ЗАДАННОГО УЗЛА ИЗДЕЛИЯ
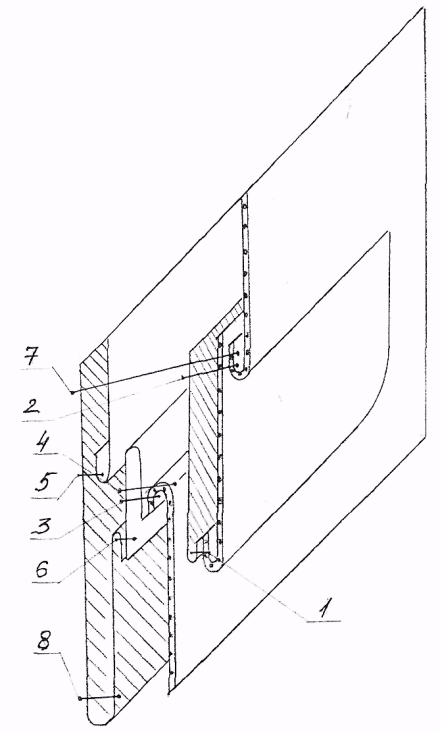
В этом разделе проводится детальный анализвнутреннего кармана в мужском пальто по ряду факторов. Для этого в соответствии с выбранными тканями выбраны три способа обработки внутреннего кармана с листочкой, которые представлены на рисунках 5, 6, 7.
При сопоставлении трех выбранных методов обработки внутреннего кармана с листочкой в мужском пальто проведена их сравнительная оценка по следующим показателям: сокращение затрат времени, повышение производительности труда и качества обработки.
Для получения исходных данных по трудоемкости, структуре операций, виду оборудования и средствам малой механизации по каждому выбранному варианту метода обработки внутреннего кармана с листочкойсоставлена технологическая последовательность.
Технологическая последовательность представлена в таблице 4 для всех вариантов обработки. На основании данных, полученных после составления технологических последовательностей, по каждому методу обработки внутреннего кармана с листочкой рассчитываются следующие показатели:
· Сокращение затраты времени (  ), % по формуле 1:
), % по формуле 1:
 , (1)
, (1)
· Повышение производительности труда (  ), % по формуле 2:
), % по формуле 2:
 (2)
(2)
Где:  - затрата времени на обработку узла при менее производительном способе изготовления, мин;
- затрата времени на обработку узла при менее производительном способе изготовления, мин;
 - затрата времени на обработку узла при более производительном способе изготовления, мин.
- затрата времени на обработку узла при более производительном способе изготовления, мин.
Тобщ=14, 44
Тм=10, 77
Тр=0, 68
Ту=3, 02
Тсм=0, 00
Тпр=0, 00
Рисунок 5- 1 способ обработки внутреннего кармана в мужском пальто
Тобщ=12, 69
Тм=9, 68
Тр=0, 68
Ту=3, 02
Тсм=0, 00
Тпр=0, 00
Рисунок 6-2 способ обработки внутреннего кармана в мужском пальто
Тобщ=14, 45
Тм=11, 44
Тр=0, 68
Ту=3, 02
Тсм=0, 00
Тпр=0, 00
Рисунок 7-3 способ обработки внутреннего кармана в мужском пальто
| № операций | Наименование неделимых операций | Вид работы | Разряд | Затраты времени по вариантам обработки, мин | Оборудование, приспособления, инструменты | ||
| 1 вар | 2 вар | 3 вар | |||||
| Стачать полоску ткани для двух петель | М | 0, 69 | 0, 69 | 0, 69 | Машина 1022 кл, ножницы | ||
| Перегнуть полоску пополам, образуя треугольник, и закрепить его машинной строчкой (две петли) | М | 1, 24 | 1, 24 | 1, 24 | Машина 1022 кл, ножницы | ||
| Настрочить подзоры на мешковины внутренних карманов | М | 1, 09 |
| 1, 09 | Машина 1022 кл, ножницы | ||
| Наметить месторасположение внутренних карманов на полочках подкладки и отрезать верхнюю часть подкладки полочек по намеченной линии | РС | 0, 68 | 0, 68 | 0, 68 | Вспомогательное лекало, мел, ножницы | ||
| Перегнуть полоски из основной или подкладочной ткани для листочек пополам в долевом направлении изнанкой внутрь и приутюжить | У | 1, 2 | 1, 2 | 1, 2 | Утюг весом 6, 8 кг, пульверизатор | ||
| Притачать вдвое сложенные полоски ткани к нижним частям подкладки полочек, одновременно притачивая подкладку карманов | М | 1, 68 | 1, 68 | Машина 1022 кл, ножницы | |||
| Настрочить нижний срез на мешковину кармана и последующим перегибом листочки притачать к нижним частям подкладки полочки | М |
|
| 2, 35 | Машина 1022 кл, ножницы | ||
| Притачать подкладку карманов с настроченными подзорами к верхним частям полочек подкладки, вкладывая петлю под строчку | М | 2, 07 | 2, 07 | 2, 07 | Машина 1022 кл, ножницы | ||
| Наложить нижние части полочек на верхние, уравнивая края листочек со швами притачивания подзоров, и скрепить концы карманов с лицевой стороны | М | 2, 07 | 2, 07 | 2, 07 | Машина 1022 кл, ножницы | ||
| Стачать подкладку внутренних карманов | М | 1, 93 | 1, 93 | 1, 93 | Машина 1022 кл, ножницы | ||
| Приутюжить внутренние карманы в готовом виде | У | 1, 82 | 1, 82 | 1, 82 | Утюг весом 6 кг, пульверизатор | ||
|
| Итого |
|
| 14, 47 | 13, 38 | 15, 14 |
|
Экономическая оценка осуществляется путем сравнения наиболее трудоемкого метода обработки с другими предложенными вариантами.
Результаты расчетов представлены в таблице 5
Таблица 5 - Сокращение затраты времени и повышение производительности труда
| Показатели | Варианты методов обработки | ||
| Затрата времени на обработку узла, Тобщ, мин |
14, 47 |
13, 38 |
15, 14 |
| Сокращение затраты времени, Рзв, % | 4, 43 | 0, 12 | |
| Повышение производительности труда, Рпт, % | 4, 63 | 13, 15 | |
Качество обработки является одним из главных показателей при выборе методов обработки. Существенное влияние на качество обработки оказывает степень механизации обработки данного узла. Степень механизации (См) при обработке заданного узла различными методами определяют в процентном отношении времени механизированных операций к общей затрате времени на узел одежды по формуле 3:
 (3)
(3)
Где:  - затрата времени на выполнение механизированных операций, мин;
- затрата времени на выполнение механизированных операций, мин;
 - общая затрата времени на обработку узла, мин.
- общая затрата времени на обработку узла, мин.
Затрата времени на выполнение механизированных операций определяется для каждого варианта обработки отдельно, путем суммирования времени на выполнение машинных, спецмашинных и прессовых операций по формуле 4:
 (4)
(4)
Где:  - затрата времени на выполнение машинных операций, мин;
- затрата времени на выполнение машинных операций, мин;
 - затрата времени на выполнение спецмашинных операций, мин;
- затрата времени на выполнение спецмашинных операций, мин;
 - затрата времени на выполнение прессовых операций, мин.
- затрата времени на выполнение прессовых операций, мин.
Результаты расчета представлены в таблице 6
Таблица 6 - Степень механизации по вариантам обработки внутреннего кармана с листочкой
| Показатели | Варианты обработки | ||
| Общая затрата времени на обработку узла, Тобщ, мин. | 14, 47 | 12, 69 | 14, 45 |
| Затрата времени на механизированные технологические операции, Тм, мин. | 10, 77 | 9, 68 | 11, 44 |
| Степень механизации обработки узла, См, % | 74, 43 | 76, 28 | 79, 17 |
Дальнейший анализ выбранных методов обработки узла проводят по видам работ. Этот показатель характеризует эффективность методов обработки, а именно насколько велика доля механизированных работ в каждом варианте обработки. Для проведения данного анализа суммируют из технологических последовательностей затраты времени по видам работ по каждому варианту обработки и определяют их доли в общей трудоемкости изготовления внутреннего кармана с листочкой, соответственно по каждому варианту обработки. Полученные результаты приведены в таблице 7 и выполнены в виде графика на рисунке 8.
Таблица 7 - Характеристика методов обработки внутреннего кармана с листочкой
| Вид работ | Доля работ различных видов в трех вариантах методов обработки, % | ||
| I | II | III | |
| P | 4, 70 | 5, 08 | 4, 49 |
| M | 74, 43 | 72, 35 | 75, 56 |
| CM | 0, 00 | 0, 00 | 0, 00 |
| У | 20, 87 | 22, 57 | 19, 95 |
| ПР | 0, 00 | 0, 00 | |

Рисунок 8 - Характеристика методов обработки внутреннего кармана в мужском пальто по видам работ
Анализ методов обработки проведен также по отдельным этапам сборки внутреннего кармана в мужском пальто. По отдельным этапам сборки прослеживается, на каком этапе обеспечивается эффективность в рассматриваемых вариантах обработки. При обработке кармана выделены три этапа: обработка листочки, обработка краев входа в карман и сборка кармана.
Затраты времени по этапам обработки внутреннего кармана в мужском пальто представлены в таблице 8. На основании этих данных выполнен график, который представлен на рисунке 9.
Таблица 8- Затраты времени по этапам обработки внутреннего кармана в мужском пальто
| Этапы обработки узла | Затраты времени по вариантам обработки, мин | |||
| I | II | III | ||
| Обработка листочки и петли | 3, 13 | 3, 13 | 3, 13 | |
| Обработка краев входа в кармана | 7, 59 | 6, 50 | 8, 26 | |
| Сборка кармана | 3, 75 | 3, 75 | 3, 75 | |
| Общая затрата времени на обработку узла, Тобщ, мин |
14, 47 |
13, 38 |
15, 14 | |

Рисунок 9 - Затраты времени по этапам обработки внутреннего кармана с листочкой в мужском пальто
Для окончательного выбора метода обработки проводится сравнительная оценка рассматриваемых методов в комплексе по всем показателям. Основные факторы, определяющие выбор рациональных методов обработки и оборудования, представлены в таблице 9.
Таблица 9 - Основные факторы, определяющие выбор рациональных методов обработки и оборудования
| Показатели | Варианты методов обработки | ||
| I | II | III | |
| Трудоемкость, мин. | 14, 47 | 13, 38 | 15, 14 |
| Затраты времени на механизированные работы, мин. | 10, 77 | 9, 68 | 11, 44 |
| Степень механизации работ, % | 74, 43 | 72, 35 | 75, 56 |
| Количество специальных машин, ед. | |||
| Количество прессов, ед. | |||
На заключительном этапе результаты, приведенные в таблицах, анализируются и даются ответы на следующие вопросы:
1) Какие конкретно технологические неделимые операции сокращаются:
| Настрочить подзоры на мешковины внутренних карманов | |
| Настрочить нижний срез на мешковину кармана и последующим перегибом листочки притачать к нижним частям подкладки полочки |
2) Изменения в конструкции узла:
· Без подзора
3) Эффективность проектируемого метода №2 обработки:
· затраты времени на механизированные работы 9, 68 мин;
· степень механизации работ 72, 35 %;
4) Для каких видов материалов можно рекомендовать ту или иную обработку узла и почему?
· Метод №1 можно рекомендовать для более тонких пальтовых тканей
· Метод №2 можно рекомендовать для всех видов пальтовых тканей
· Метод №3 можно рекомендовать для более плотных пальтовых тканей
5) Для каких производственных структур (Дом моды; ателье «люкс», высшего, I разряда; швейное предприятие массового изготовления одежды) целесообразнее использовать ту или иную обработку узла и почему?
· Методы №2, 3 можно рекомендовать для обработки ателье 1 разряда, так как применяются клеевые прокладочные материалы
· Метод №3 можно рекомендовать для обработки ателье «люкс» или высшего разряда, тк работа усложнена для большей эффективности
· Методы №1 можно рекомендовать для обработки ателье все разрядов малыми партиями т. к снижена затраты времени на механизированные работы.
6) Какое влияние на экономичность метода и качество работы оказывают приспособления малой механизации?
· Откидная двухрожковая линейка применяется для соблюдения параллельности строчки краю соединяемых деталей (обтачивание, притачивание, стачивание) и для ровноты прокладывания отделочных строчек.
По результатам, приведенным в таблицах, наиболее рациональным является метод №2
Для выбранного рационального метода обработки №2 приведена технологическая характеристика оборудования и рекомендуемые приспособления малой механизации, а также технологическая характеристика прессового оборудования, утюгов и утюжильных столов. Характеристика швейного оборудования и оборудования ВТО приведены в Приложении А (таблицы А1, А2, А3, А4, А5, А6).
6. ОЦЕНКА ВЛИЯНИЯ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ НА КАЧЕСТВО ОБРАБОТКИ УЗЛА ОДЕЖДЫ
Высокому качеству изделий – одному из основных показателей деятельности предприятия в значительной степени способствует четко организованный контроль. Контроль технологического процесса заключается в проверке соответствия параметров технологического процесса. В связи с этим, каждая неделимая операция должна быть обследована и конкретно описана в технических условиях выполнения операции.
В курсовом проекте выделены 6 важнейших технологически неделимых операций, которые оказывают наибольшее влияние на качество обработки внутреннего кармана с листочкой в мужском пальто. На каждую из них разработаны технические условия выполнения, которые представлены в таблице 10.
Таблица 10 - Технические условия выполнение неделимой операции: «Проложить отделочную строчку по краю листочки»
| Наименование условий выполнения | Требования к выполнению | Допустимые отклонения | |
| Вид стежка | Челночный (301) | - | |
| Количество стежков в 1 см | 2-4 | ±0, 5 | |
| Расстояние от края листочки, см | 0, 5 | ±0, 1 | |
| Наличие закрепок в начале и в конце строчки | обязательно 3 стежка | нет | |
| Номер игл | нет | ||
| Номер ниток | 30Л | нет |
В качестве технических условий выполнения неделимых операций отражены: вид стежка, количество стежков в 1 см, наличие закрепок в начале и в конце строчки, номера игл, ниток.
Выбранные допустимые отклонения реальны и обеспечивают заданный уровень качества неделимой операции.
7. Выполнение графической части курсового проекта
В Приложении Б в таблице Б1 выполнена инструкционная карта на изготовление внутреннего кармана с листочкой в мужском пальто, вариант №2.
ВПриложении В в таблице В1 – представлено условное обозначение деталей, на рисунке В1 – граф процесса на изготовление внутреннего кармана с листочкой в мужском пальто, вариант №2.
8. ВЫВОДЫ ПО ПРОЕКТУ
В курсовом проекте произведена оценка методов обработки внутреннего кармана с листочкой в мужском пальто в ателье первого разряда.
Для изготовления модели мужского пальто были подобраны: пакеты материалов, режимы и параметры ВТО; выполнена последовательность сборки мужского пальто виде схемы; разработаны 3 последовательности на обработку внутреннего кармана с листочкой в мужском пальто и произведена их оценка; для метода №2 выбрано оборудование.
Характеристика трёх пакетов материалов для мужского пальто для изготовления их в ателье первого разряда представлена в таблице 1. Режимы и параметры ВТО выбраны в зависимости от состава применяемых материалов и представлены в таблицах 2 и 3.
Схема последовательности сборки мужского пальто в ателье первого разряда разработана в зависимости от конструкции (модель не сложна в обработке) и характеристики материалов (с известными свойствами).
Для оценки обработки методов обработки внутреннего кармана с листочкой в мужском пальто в ателье первого разряда составлены 3 последовательности и произведен их анализ по показателям: сокращение затраты времени, повышение производительности труда, степень механизации обработки данного узла, затрата времени на выполнение механизированных операций. Характеристика методов обработки внутреннего кармана с листочкой в мужском пальто по видам работ, по этапам обработки представлена в таблицах и графиках. Данные, приведенные в таблицах, проанализированы и даны ответы. По результатам, приведенным в таблицах, наиболее рациональным является метод №2. Для выбранного рационального метода обработки №2 приведена технологическая характеристика оборудования и рекомендуемые приспособления малой механизации, а также технологическая характеристика прессового оборудования, утюгов и утюжильных столов.
Для оценки влияния технологических операций на качество обработки внутреннего кармана с листочкой в мужском пальто приведены технические условия выполнение неделимой операции: «Проложить отделочную строчку по краю листочки».
Инструкционная карта на изготовление внутреннго кармана с листочкой в мужском пальто, вариант №2 выполнена в таблице Б1, граф процесса - в таблице В1.
9. СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. Назарова А. И., Куликова И. А., Савостицкий А. В. Технология швейных изделий по индивидуальным заказам. - М.: Легпромбытиздат, 1986. – 336 с.
2. Труевцева М. А., Евгеньева А. М. Технологические процессы в сервисе. Технологические процессы примерки и сборки, дублирования и влажно-тепловой обработки и выбор оборудования при изготовлении швейных изделий для индивидуального потребителя. – СПб, СПбГАСЭ 2003.
3. ЦОТШЛ. Типовые нормы времени на технологические операции пошива мужской и женской одежды по индивидуальным заказам при организации работ с разделением труда. М., 1980.
4. Промышленная технология одежды. Справочник (под ред. Кокеткина П. П. и др. ). - М.: Легпромбытиздат, 1988 - 640 с.
5. Основы промышленной технологии поузловой обработки верхней одежды (Т. И. Куликова, А. А. Досова, К. Г. Гущина и др. ) - М.: Легкая индустрия, 1976 - 560 с.
6. Першина Л. Ф., Петрова С. Б. Технология швейного производства. М.: Легпромбытиздат, 1991 - 416 с.
7. Труханова А. Т. Основы технологии швейного производства. М.: Высшая школа, 1987 - 287 с.
8. О. А. Кучеренко, М. А. Труевцева. Конфекционирование материалов для одежды. Учебное пособие. - СПб: СПбГУСЭ, 2007.
9. Ермаков А. С. Оборудование швейных предприятий. Учебник. – М.: Издательский центр «Академия», 2004. – 432 с.
| Технологическое назначение | Тип или класс завод изготовитель | Тип стежка (код) | Максимальная частота вращения главного вала, мин - 1 | Длина стежка мм | Исполнительный орган механизма перемещения материала | Номера иглы | Применяемые нитки | Обрабатываемые материалы | Толщина сшиваемого пакета материалов, мм | Дополнительные сведения, примечание | |
| Одноигольная стачивающая машина для стачивания легких тканей беспосадочным швом, оснащенная элементами автоматики | 31-31+100 АО" Орша" | 1, 7-3, 5 | Рейка, регулятор стежка, лапка | 0092-02-80 0092-02-90 0092-02-100 | 44 ЛХ | Плательные и костюмные ткани из натуральных и синтетических волокон, в том числе из тканей с повышенным скольжением | 3, 0 | Механизм передвижения материалов с отклоняющейся иглой. Электродвигатель фрикционный 2 | |||
| Одноигольная стачивающая машина для стачивания беспосадочным швом тяжелых и среднетяжелых тканей, оснащенная элементами автоматики | 31-32+100 АО" Орша" | 2, 0-5, 0 | Рейка, регулятор стежка, лапка | 0092-02-120 0092-02-130 0092-02-150 | 44 ЛХ | Тяжелые пальтовые и костюмные ткани из натуральных и синтетических волокон | 7, 0 | Механизм передвижения материалов с отклоняющейся иглой. Электродвигатель фрикционный 2 | |||
| Однониточного цепного стежка для выметывания, заметывания и др. работ временного назначения изделий пальтово-костюмных | 2222-М кл. АО " Орша" | 1-12 | 0518-02-130 0518-02-150 | хлопчато-бумажные №30-60 | Ткани костюмные, пальтовые, полу-грубошерстяные | Машина не имеет устройства для закрепления строчки | |||||
| Для прокладывания силков на деталях кроя верхней одежды строчкой, состоящей из двух ниток однониточного цепного переплетения с незатянутыми петлями | 1622 кл. АО" Орша" | до 1000 | 6-12 | 0277-90 0277-100 0277-110 0277-120 0277-130 | хлопчато-бумажные №30-60 | Ткани костюмные, пальтовые, полу-грубошерстяные из натуральных, искусственных и смешанных волокон | Высота незатянутых петель над уровнем материала не менее 4 мм. Образование петель происходит за счет механизма второй нижней иглы. Верхний и нижний петлители вытягивают петли. | ||||
| Одноигольная для выстегивания, пришивания кромки, тесьмы, подшивания изделий | С-761 кл. «Паннония» (Венгрия) | 4-8 | 0873-10-75 0873-10-85 0873-10-90 | шелковые №65, х/б№ 40-80 | Ткани платьевые, костюмные, пальтовые, прокладочные | 0. 3-5, 0 | С учетом механизмов специализации существует еще 6 модификаций машины | ||||
| Для изготовления фигурных петель с поперечной закреп-кой; двухниточный цепной стежок | 73401-Р3 кл. «Минерва» (Чехия) | перемен-ная | 0319-02-90 0319-02-100 0319-02-110 0319-02-120 | для иглы: х/б № 60, 80; для петлителя: шелковые №65, 75 | Ткани плательные, плащевые, костюмные, пальтовые | Длина петли без закрепки 10-55 мм, с поперечной закрепкой - 13-55мм; ширина петли 4-8мм. Ширина кромок 2-4мм | |||||
Таблица А3 - Технологическая характеристика прессового оборудования
| Назначение пресса, завод изготовитель | Марка | Производительность, циклов, ч | Усилие прессования, кН | Тип привода | Тип нагрева подушки | Температура нагрева подушки, оС | Установленная мощность, кВт | Расход воздуха м3/ч | Расход пара, кг/ч | Кол-во отсасываемого воздуха м3/ч | Время разогрева, мин | ||||||
| верхней | нижней | верхней | нижней | ||||||||||||||
| Пресс гладильный. Нижегородский завод «Легмаш» | ПГУ-3 | Гидравлический | Электрический | Электрический | 80 -200 | 105-110 | 8, 25 |
| |||||||||
Таблица А 4 - Технологическая характеристика утюгов и утюжильных столов
| Назначение утюга, утюжильного стола | Марка (тип), предприятие изготовитель | Тип нагрева поверхности | Температура нагрева, С | Установленная мощность, кВт | Расход пара, кг/ч | Время разогрева, мин. | Габариты, мм | Масса, кг | ||
| Длина | Ширина | Высота | ||||||||
| Стол утюжильный паровой, специальный. Орловский завод «Легмаш» | СУ-ОК УПП-5М | Паровой | До 100 100-240 | |||||||
Таблица А5 - Характеристика приспособлений для ВТО
| Наименование приспособления | Марка приспособления | Назначение приспособления, дополнительные сведения |
| Водоумягчитель катионовый | ВК-1 | Для смягчения воды, поступающей в парогенераторы с ТЭНами |
| Пульверизатор | П-3 | Для увлажнения водой швейных изделий при ВТО |
Таблица А6- Техническая характеристика парогенератора
| Оборудование. Предприятие-изготовитель | Марка (тип) | Производительность, кг/ч | Время разогрева рабочих органов, мин | Установленная мощность, кВт | Рабочее давление МПа |
| Парогенератор, обеспечивающий оборудование технологическим паром. Нижегородский завод «Легмаш» | ПГ-4 |
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|