- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Програмування обробки конічної поверхні
Обробка конічних поверхонь здійснюється одночасним рухом різця за двома осями. Для цього задають координати кінцевої точки твірної конічної поверхні, тобто діаметр по осі X та довжину по осі Z. Перший кадр записують із зірочкою.
Різець попередньо підводять за програмою до точки початку обробки конуса. Запис КП для обробки конусів (рис. 3) при S = 0, 25 мм / об, n= 600 об / хв приведена нижче:
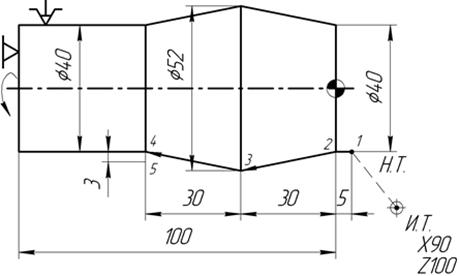
Рис. 3 Схема обробки конічних поверхонь
N0 M40 Третій діапазон частоти обертання шпинделя.
N1 M3 Прямий напрямок обертання шпинделя.
N2 S600 Частота обертання шпинделя - 600 об / хв.
N3 F25 Подача - 0, 25 мм / об.
N4 T1 Поворот револьверної головки в позицію Т1.
 N5 Х9000
N5 Х9000  * Вихід інструменту в В. Т. прискорено,
* Вихід інструменту в В. Т. прискорено,
N6 Z10000 одночасно за двома координатами.
 N7 X4000 * Підхід різця до початкової точки (П. Т. ) прискорено,
N7 X4000 * Підхід різця до початкової точки (П. Т. ) прискорено,
N8 Z500одночасно за двома координатами.
N9 Z0 Підведення інструмента до торця деталі на робочій подачі.
 N10 X5200 * або Z-3000 * Обробка прямого конуса.
N10 X5200 * або Z-3000 * Обробка прямого конуса.
 N11 Z-3000 X5200
N11 Z-3000 X5200
N12 X4000 * або Z-6000 * Обробка зворотного конуса.
N13 Z-6000 X4000
N14 X5400 Відведення інструменту по осі Х прискорено.
 N15 X9000 * Відведення різця в В. Т. прискорено, одночасно
N15 X9000 * Відведення різця в В. Т. прискорено, одночасно
N16 Z10000 за двома координатами.
N17 M5 Зупинка шпинделя.
N18 M30 Кінець програми.
Програмування зняття фасок під кутом 45°
Для програмування зняття фаски під кутом 45° спочатку задають підведення різця по керуючій програмі до початкової точки фаски, а потім - координату Х або Z кінцевої точки фаски і записують символи зі знаком + 45 ° або зі знаком -45 °. Знак визначається за тією координаті, адреса якої відсутній в кадрі. Запис керуючої програми для зняття фаски під кутом 45 ° при роботі з подачею по координаті X від осі деталі (рис. 6) різцем 1 має наступний вигляд:
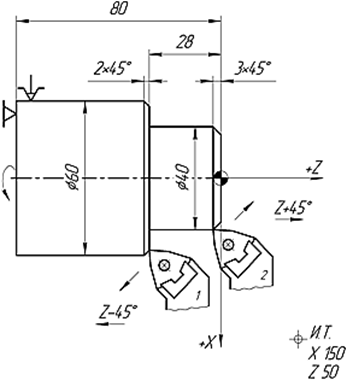
Рис. 3 Приклад програмування зняття фасок
N0 M40 Третій діапазон частоти обертання шпинделя.
N1 M3 Прямий напрямок обертання шпинделя.
N2 S600 Частота обертання шпинделя - 600 об / хв.
N3 F30 Подача - 0, 3 мм / об.
N4 Х15000  * Вихід інструменту в І. Т. прискорено,
* Вихід інструменту в І. Т. прискорено,
N5 Z5000одночасно по двох координатах.
N6 T1 Поворот револьверної головки в позицію Т1.
N7 X5600 * Підведення різця до фаски прискорено,
N8 Z-2600одночасно по двох координатах.
N9 Z-2800 Підведення різця до торця деталі по осі Z.
N10 X6000 -45° Обробка фаски 2 × 45°.
N11 X15000 * Відведення різця в І. Т. прискорено,
N12 Z5000 одночасно за двома кoординатам.
N13 M5 Зупинка шпинделя.
N14 M30Кінець програми.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|