- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Холодная сварка чугуна
Сварка чугуна без подогрева изделия применяется шире, чем с подогревом.
Подготовка поверхности дефектов к заварке заключается в сверлении, зачистке, фрезеровании и т. д. до получения чистой поверхности основного металла.
Разделку краевых дефектов осуществляют таким образом, чтобы предупредить сколы при механической обработке (рис. 11. 4).

Рис. 11. 4. Схемы разделки краевых дефектов: а - правильно; б - неправильно
При сварке без предварительного нагрева дефекты, расположенные друг от друга на расстоянии более чем 20 мм, вырубают или высверливают порознь, при более близком расположении - производят сплошную вырубку дефектного участка.
Разделка кромок зависит от толщины детали (рис. 11. 5).
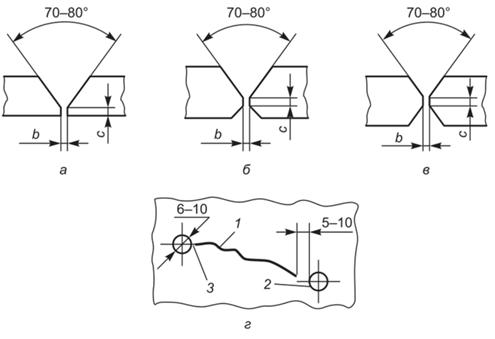
Рис. 11. 5. Схемы разделки трещин:
а - односторонняя; б - при толщине стенки до 20 мм; в - при толщине стенки свыше 30 мм;
г - вид трещины;
1 - трещина; 2 - ограничительные отверстия; 3 - контрольная перемычка
При глубине дефекта 5-7 мм вырубают фаску с углом раскрытия 70-80° (рис. 11. 5, а).
В местах, доступных для сварки с двух сторон, производят Х-образную разделку кромок (рис. 11. 5, б, в). Зазор Ъ составляет 0-3 мм, притупление с - 0-3 мм.
Если концы трещины не выходят на поверхность детали, то в местах окончания трещины сверлят отверстия и участок видимой части трещины вырубают (вышлифовывают) или разделывают воздушно-дуговой резкой (рис. 11. 5, г).
По концам несквозной трещины просверливают отверстия глубиной 2-4 мм, а по концам сквозной трещины - на всю глубину сверлом диаметром 6-10 мм.
Наплавку ведут через центр разделки, а затем наплавляют валики на правой и левой ее частях.
Трещины, сколы разделывают (V-образная разделка кромок) для односторонней сварки.
На практике используют несколько разновидностей холодной сварки:
· стальными,
· медно-железными,
· медноникелевыми,
· железо-никелевыми,
· никелевыми
· и другими электродами.
Сварное соединение, полученное холодной сваркой, неоднородно.
Оно состоит из наплавленного металла, зон сплавления и термического влияния.
Размер зоны сплавления зависит от диаметра электрода (3-6 мм - по размеру завариваемого дефекта).
Применяя медно-никелевые (марки МНЧ-2) и медностальные (марки ОЗЧ-2) электроды, получают наплавленный металл, легко поддающийся механической обработке. Наплавку образуют однослойной или многослойной укладкой валиков.
Для сварки чугуна наиболее часто используют электроды марок МНЧ-1, МНЧ-2, ЦЧ-4, ОЗЖН-1 и др.
Стальные электроды марки ЦЧ-4 (на основе проволоки из низкоуглеродистой стали с карбидообразующим покрытием) применяют при ремонте неответственных чугунных изделий небольших размеров с малым объемом наплавки, не требующих после сварки механической обработки.
Сварку стальными электродами с защитно-легирующими покрытиями выполняют с V- или Х-образной разделкой кромок. Для устранения неравномерного разогрева детали сваривают отдельными участками вразбивку. Длина этих участков сварного шва не должна превышать 100-120 мм. После сварки участкам дают возможность остыть до температуры 60-80 °С. Наилучшие результаты получают при сварке электродами с покрытием марки УОНИ-13/45 постоянным током на обратной полярности.
Медно-железные электроды применяют для заварки отдельных дефектов или небольших несплошностей, создающих течи на отливках ответственного назначения, в том числе и работающих под давлением. Наиболее совершенные из них - электроды марки ОЗЧ-2, представляющие собой медный стержень диаметром 4-5 мм, на который нанесено покрытие, состоящее из смеси электродной обмазки марки УОНИ-13/45 (50%) и жидкого стекла. При сварке не следует допускать сильного разогрева свариваемых деталей.
После сварки легким молотком выполняют проковку наплавленного металла в горячем состоянии. Она уменьшает сварочные напряжения и снижает опасность образования трещин в околошовной зоне. В результате наплавленный металл приобретает высокую пластичность и удовлетворительно обрабатывается.
Медно-никелевые электроды применяют главным образом для заварки литейных дефектов, обнаруживаемых в процессе механической обработки чугунного литья на рабочих поверхностях, где местное повышение твердости недопустимо. В промышленности используются электроды марки МНЧ-1 со стержнем из монель-металла и марки МНЧ-2 со стержнем из константана.
Сварку выполняют электродами диаметром 1-4 мм ниточным швом короткими участками. При этом не следует допускать перегрева детали, для чего рекомендуются перерывы в работе для охлаждения шва. Наплавленные валики в горячем состоянии следует тщательно проковывать ударами легкого молотка. Положительные свойства электродов заключаются в том, что никель и медь не растворяют углерод и не образуют структур, имеющих высокую твердость после нагрева и быстрого охлаждения. Наплавленный металл обладает низкой твердостью, хорошо обрабатывается.
Железо-никелевые электроды марки ОЗЖН-1 используют для заварки отдельных небольших дефектов на обрабатываемых поверхностях отливок ответственного назначения из серого и высокопрочного чугуна. Наплавленный металл имеет высокую прочность и плотность, хорошо обрабатывается.
Никелевые электроды марки ОЗЧ-З применяют для исправления небольших дефектов в ответственных изделиях. Электродами марки ОЗЧ-4 наплавляют последний слой на поверхности, работающей на трение.
Способ сварки чугуна с помощью шпилек применяется для восстановления ответственных изделий, работающих при значительных нагрузках и не требующих обработки после сварки. Сварка комбинируется с механическим усилением зоны сплавления путем ввертывания в металл изделия стальных шпилек, которые связывают металл шва и основной металл, разгружая хрупкую закаленную прослойку в зоне сплавления (рис. 11. 6).

Рис. 11. 6. Схема расположения шпилек и заварка места разделки: х = 4d; у = 2d (d - диаметр шпильки, мм)
Диаметр шпилек составляет 5-16 мм. Максимальное их количество по площади не должно превышать 25% площади излома детали. Высота шпилек над поверхностью металла - не более 5-6 мм, глубина ввертывания - 1, 5 диаметра шпильки.
Для сварки используются электроды диаметром 3-4 мм любой марки, обеспечивающие мягкий наплавленный металл. Сварку ведут на малой силе сварочного тока (100- 120 А) для обеспечения малой глубины проплавления чугуна и минимального нагрева изделия, что уменьшает отбеливание и предотвращает появление трещин.
Вначале кольцевыми швами обвариваются ввернутые шпильки. Обварку производят вразброс, чтобы получить более равномерный нагрев детали. Затем наплавляют отдельными валиками участки между обваренными шпильками. Длина каждого валика не должна превышать 100 мм. Второй слой валиков наносят перпендикулярно к направлению валиков первого слоя. После наплавки кромок заваривают разделку трещины. Для ускорения заварки трещины вводят дополнительные металлические связи (в виде прутков). Сварка с применением шпилек может выполняться в любом пространственном положении.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|