- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Горячая сварка чугуна
Технологический процесс состоит из
· механической обработки под сварку,
· формовки свариваемых деталей,
· предварительного подогрева,
· сварки
· последующего медленного охлаждения.
Подготовка под сварку дефектного места заключается в тщательной его очистке от загрязнений и в разделке свариваемых кромок.
При сварке сквозных трещин или заварке дефектов, находящихся на краю деталей, необходимо применять графитовые формы, предотвращающие вытекание жидкого металла из сварочной ванны.
Формы изготавливают из графитовых пластинок, скрепляемых формовочной массой, которая состоит из кварцевого песка, замешанного на жидком стекле. Кроме того, формы можно скреплять в опоках формовочными материалами, применяемыми в литейном производстве (рис. 11. 1).
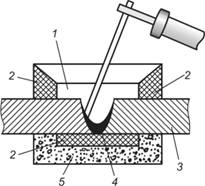
Рис. 11. 1. Горячая сварка чугуна:
1 - опока; 2 - угольные пластины; 3 - изделие;
4 - ванна расплавленного металла; 5 -формовочная масса
Схема изготовления форм показана на рис. 11. 2.
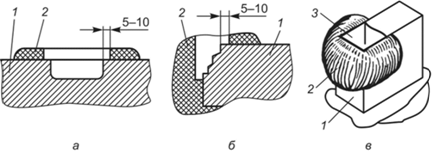
Рис. 11. 2. Схема изготовления форм при дуговой сварке с предварительным нагревом:
а - в случае несквозной раковины; б - при краевом дефекте; в - общий вид формы;
1 - деталь; 2 - формовочная смесь; 3 - отглаженная внутренняя поверхность формы
Детали и чугунные отливки нагревают до температуры 300-700 °С (в зависимости от формы детали, дефекта, способа сварки).
Сварку выполняют чугунными электродами или порошковой проволокой с присадкой керамического стержня.
Подогрев необходим для того, чтобы после сварки происходило равномерное охлаждение всего изделия и не образовывались трещины.
Детали нагревают в специальных печах или с помощью индукционных нагревателей.
Для ручной дуговой сварки используют плавящиеся электроды марок ЦЧ-4, ЭВЧ-1, МНЧ-2, ОЗЧ-2 и др.
Горячую сварку чугуна выполняют на большой силе сварочного тока без перерывов до конца заварки дефекта при большой сварочной ванне.
Так, для сварки электродом диаметром 8 мм требуется ток 600 А, а диаметром 12 мм - ток 1000 А. Используют электрододержатели, имеющие защиту руки сварщика от теплового излучения (рис. 11. 3).
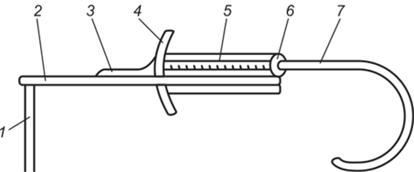
Рис. 11. 3. Электрододержатель для сварки с предварительным нагревом:
1 - электрод; 2 - стальной стержень диаметром 12 мм; 3 - место приварки сварочного кабеля к стержню; 4 - щиток; 5 - рукоятка; 6 - кольцо; 7 - сварочный кабель
Сварка угольным электродом ведется постоянным током прямой полярности: для электродов диаметром 8-20 мм используются соответственно токи 280-600 А.
Применяют преобразователи ПСМ-1000, выпрямители ВАМ-1601, трансформаторы ТДФ-1601.
Во время сварки следует непрерывно поддерживать значительный объем расплавленного металла в сварочной ванне и тщательно перемешивать его концом электрода или присадочного стержня.
Для медленного охлаждения заваренные детали засыпают мелким древесным углем или сухим песком. Остывание массивных деталей может длиться 3-5 сут.
Основными недостатками горячей сварки чугуна являются большая трудоемкость процесса и тяжелые условия труда сварщиков.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|