- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
В расточенное отверстие запрессовывают ремонтную втулку (рис. 4), изготовленную из бронзы БрОЦС 5-5-5 (ГОСТ 61.3—65).
В расточенное отверстие запрессовывают ремонтную втулку (рис. 4), изготовленную из бронзы БрОЦС 5-5-5 (ГОСТ 61. 3—65).
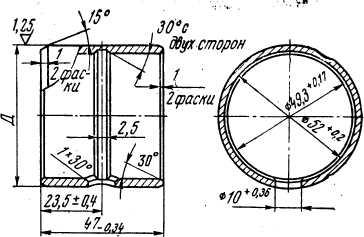
Рис. 4. Ремонтная втулка верхнее головки шатуна
Наружный диаметр Д втулки для расточенного на ремонтный размер отверстия в шатуне должен быть 56, 25
Бронзовую втулку запрессовывают с натягом 0, 05—0, 12 мм заподлицо с торцом шатуна, совместив масляные отверстия во втулке и шатуне. Перед запрессовкой втулку охладить до температуры минус 50°С в специальном контейнере с сухим льдом.
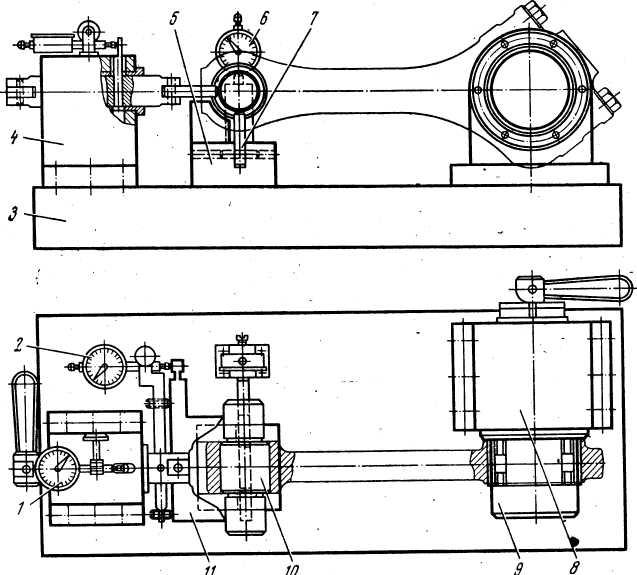
Рис. 5. Приспособление для контроля шатуна 2, 6 — индикатор; 3 — основание; 4 — корпус; 5 — стойка; 7 — упор; 9 — базовый палец; 10 — установочный палец; U — скоба
Расточку отверстия в бронзовой втулке до диаметра 50 4+0°; оз10 мм производят при частоте вращения расточной головки 1600 об/мин и подаче 0, 06 мм/об.
Шероховатость поверхности после расточки /? а = 0, 63-7-0, 32 мкм. Перед мойкой масляный канал в шатуне прочищают шомполом. Промывают шатун в моечной машине и обдувают сжатым воздухом.
Изгиб, скручивание шатуна, расстояние между осями отверстий верхней и нижней головок проверяют на контрольном приспособлении (ряс. 73).
Настройку индикаторов, установленных ' на приспособлении, производят по эталону.
В верхнюю головку шатуна вставляют установочный палец 10, надевают шатун отверстием нижней головки на базовый палец 9 и кладут выступающими поверхностями установочного пальца 10 на упор 7.
Непараллельность осей отверстий верхней и нижней головок не должна превышать 0, 04 мм на длине 100 мм.
Оси отверстий должны лежать в одной плоскости, отклонение не более 0, 03 мм на длине 100 мм.
Расстояние между осями должно быть 280±0, 03 мм.
Контроль отверстий (диаметр 50^0^° mm и диаметр 93+0'021 мм) производят индикаторным нутромером. Шероховатость поверхностей в отверстиях головок — а = 0, 63 мкм торцов а=1, 25 мкм. Проверяют совпадение отверстий во втулке и шатуне.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|