- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Дефектация шатуна. Изучить теоритически. Рис 1. Шатун
Дефектация шатуна
Изучить теоритически
Шатун изготовлен из стали 40Н2МА (ГОСТ 4543—71), а крышка из стали 40Х (ГОСТ 4543—71). Нижняя головка имеет косой разъем под углом 55°±30' к продольной оси. Шатун соединен с крышкой двумя болтами, ввернутыми в резьбовые отверстия тела шатуна. Фиксация шатуна и крышки осуществляется по шлицам и фиксирующему пояску на одном из шатунных болтов. Очень важно для работы шатунных болтов и вкладышей плотное сопряжение шлицов, поэтому грязь, заусеницы и забоины на шлицах не допускаются. Шатун с крышкой составляют комплект, одна из деталей которого не может быть заменена деталью другого комплекта. Перед сборкой шатуна резьбу болтов смазывают графитной смазкой. Затяжку начинают с длинного болта тарированным ключом крутящим моментом 20—22кгс-м.
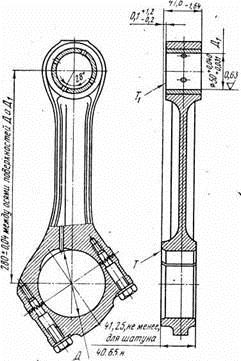
Рис 1. Шатун
На шатуне и крышке вблизи стыка наносятся метки спаренности шатуна с крышкой.
В нижней головке шатуна имеется отверстие диаметром 93+0'021 мм под вкладыши подшипников, в верхней головке —отверстие диаметром 56+0'03 мм под бронзовую втулку. Внутренняя поверхность втулки окончательно обработана до диаметра 50+0. 040 мм после запрессовки в отверстие верхней головки шатуна, при этом колебание размера для одного шатуна должно быть не более 0, 004 мм.
В процессе эксплуатации двигателя у шатунов могут возникать следующие неисправности: изгиб и скручивание, износ отверстий в нижней головке и бронзовой втулке.
Шатуны с указанными неисправностями восстанавливают. Шатуны, имеющие трещины любого размера и расположения, а также отклонение торцов верхней и нижней головок от положения в одной плоскости более чем на 1, 0 мм, выбраковываются. Проверка на отсутствие трещин осуществляется на магнитном дефектоскопе в магнитном поле при силе тока 800 А.
Бронзовую втулку из верхней головки выпрессовывают при износе отверстия во втулке более 50, 08 мм или при ослаблении посадки втулки.
Для ремонта устанавливают крышку на шатун и крепят болтами. Окончательную затяжку болтов крутящим моментом 20—22 кгс-м производят на приспособлении.
Шатун торцом нижней головки устанавливают на площадку пленки 1, головку болта крепления крышки шатуна вставляют в головку 2 приспособления и включают электродвигатель 3. В момент затяжки болта с усилием 20—22 кгс-м реактивные силы поднимают правый конец планки / с грузом 7 вверх; планка нажмет на концевой выключатель б, который выключит электродвигатель 3. Затяжку второго болта производят в том же порядке.
Погнутые шатуны с кривизной, не превышающей 1, 0 мм на длине шатуна, допускается исправлять обработкой торцов верхней головки шатуна. Правка шатуна не допускается.
Торец верхней головки обрабатывают с двух сторон в размеры, показанные на рис. 1. Внутренний диаметр нижней головки шатуна проверяется после контрольной затяжки шатунных болтов моментом 20—22 кгс-м. Предельно допустимый диаметр — до 92, 98—93, 05 мм, если среднее арифметическое диаметров в плоскости стыка и сечении, перпендикулярном стыку, не выходит за пределы 93, 00—93, 021 мм..
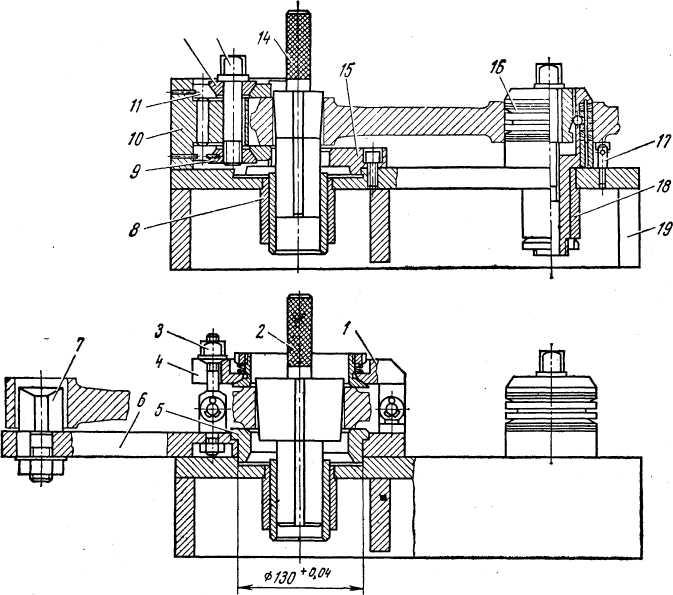
Рис 2. Приспособление для расточки отверстий в головке шатуна. 1 — прижим; 2, 14 — съемные пальцы; 3 — накидная гайка; 4 — планка; 5, 15 — установочные втулки; 6, 10 — съемные приставки; 7 — палец срезанный; 8, 18 — направляющие втулки; 9, 12 — конусные шайбы; 11 — при хват; 13 — болт; 16 — установочный палец; 17 — упор; 19 — корпус
Восстановление отверстия в нижней головке шатуна производят осталиванием. Предварительную расточку отверстия до диаметра 93, 6 мм под осталивание и окончательную расточку до диаметра 92, 96+0'035 мм производят на алмазно-расточном станке мр-дели 2705 в специальном приспособлении (рис. 2).
Для расточки отверстия в нижней головке шатуна на корпус 19 устанавливают съемную приставку 6 установочной втулки 5 в базовое отверстие диаметром 130+0'04 мм. На приставку 6 устанавливают шатун отверстием в верхней головке на палец 7, а торцом нижней головки на торец втулки 5 фиксируют отверстие нижней головки относительно оси шпинделя станка съемным пальцем 2. Устанавливают прижимную планку 4, крепят шатун в приспособлении накидной гайкой 3, вынимают съёмный палец 2 и растачивают отверстие. Расточку отверстия после осталивания производят за два прохода. Предварительно растачивают отверстие до диаметра 92, 4 мм резцом с пластинкой из твердого сплава Т5КЮ (частота вращения расточной головки 372 об/мин, подача головки — 0, 23 мм/об). Окончательно растачивают отверстие до диаметра 92, 96+0> 034 мм резцом с пластинкой из твердого сплава Т30К4 (частота вращения расточной головки — 520 об/мир, подача —0, 1 мм/об). После расточки отверстие в нижней головке шатуна хонингуют в размер 93+0'021 мм.
Кроме процесса осталивания отверстия нижней головки шатуна, в последнее время разработан способ газопорошковой наплавки, заключающийся в том, что самофлюсующийся порошок ПГ-ХН80СР2 (РТУ УССР 1179—67) наносится на восстанавливаемую поверхность посредством ее подачи через пламя ацетилено-кислородной горелки специальной конструкции, использующей эффект эжекции (тип горелки ГАЛ-2-68).
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|