- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
2 Фонтанды және компрессорлы ұңғылардың жабдықтары
2 Фонтанды жә не компрессорлы ұ ң ғ ылардың жабдық тары
Ұ ң ғ ымалардың кө мегімен мұ най, газ немесе конденсатты жоғ ары кө теру, сонымен бірге қ абатқ а су, газ, жылутасығ ыштарды айдау ә ртү рлі жабдық тардың кө мегімен іске асырылады. Бұ л жабдық тардың бір бө лігі ұ ң ғ ының ішіне тү сірілсе, келесі бө лігі жоғ арғ ы бетте, яғ ни ұ ң ғ ының сағ асында орналасады. Мысал ретінде фонтанды арматура мен манифольдты атауғ а болады.
Мұ найды негізгі ү ш ә діспен ө ндіру мақ сатында – фонтанды, газлифтті жә не компрессорлы – қ азіргі уақ ытта ұ ң ғ ыларда аталғ ан ә дістерге сә йкес ә р тү рлі жабдық тар қ олданылады.
Аталғ ан ә дістерден басқ а бірнеше горизонттарғ а бұ рғ ыланғ ан ұ ң ғ ыларды пайдалану кезінде қ ұ рама жабдық тар қ олданылады. Бұ л жабдық тардың кө мегімен бір ұ ң ғ ыманы пайдалану арқ ылы ә ртү рлі горизонттарда орналасқ ан сұ йық тарды кө теру тү рлі ә діспен атқ арылады. Ұ ң ғ ыманы мұ ндай пайдалану тү рін бірге-жекеленген деп атайды.
Ұ ң ғ ымаларды тү рлі ә дістермен пайдаланудың ө зіндік рационалды облысы болады. Бұ л облыстың қ олдану шекарасы аталғ ан ә дісті пайдаланудың экономикалық тиімділігімен жә не ұ ң ғ ымалардың техникалық мү мкіндіктерімен анық талады.
2. 1 Ұ ң ғ ыманы фонтанды ә діспен пайдаланудағ ы қ ұ рал-жабдық тар
Ұ ң ғ ыманы фонтанды ә діспен пайдалану - мұ найды ө ндірудің негізгі тә сілдерінің бірі болып табылады, ә сіресе бұ л ә діс мұ найды жаң а ашылғ ан аймақ та ө ндіру кезінде кең інен қ олданылады жә не мұ нда мұ най ө ндірудің ең аз меншікті шығ ыны орын алады.
Бұ рынғ ы кезде фонтандау ә дісі ө ндіруші ұ ң ғ ы арқ ылы жү ргізілген (2. 1а-сурет). Бірақ мұ нда фонтанды кө тергіштің ПӘ К-і тө мен болатын, қ абат газының шығ ыны ү лкен, ал ұ ң ғ ыманы фонтанды мерзіммен пайдалану ұ зақ қ а созылмайтын, сонымен бірге ол процесті бақ ылау жә не басқ ару қ иынғ а соғ атын. Ұ ң ғ ыма дебиті жоғ ары болғ ан кездерде коллекторларда гидроабразивті тозу пайда болып, тізбектің қ ирауына ә келіп соғ атын.
Аталғ ан жағ дайларды болдырмау ү шін жә не кө тергіштің ПӘ К-ін жоғ арылату мақ сатында ұ ң ғ ығ а фонтандық қ ұ бырлар тізбегі тү сірілді (2. 1б-сурет). Фонтандау процесін басқ ару ү шін ауыстырылатын штуцер-дроссельдер қ олданылды, олардың кө мегімен ө ткізу тесігінің диаметрін ө згерте отырып, қ абат қ ысымы мен оның дебитін реттеуге мү мкіндік туды. Жұ мыс режимін бақ ылау мақ сатында буферге манометр орнатылды.
Штуцер-дроссельдің тозу салдарынан оны ауыстыру ү шін ұ ң ғ ыны тоқ тату қ ажет болды, сондық тан оның жұ мысын ү збей жалғ астыру мақ сатында фонтанды арматура қ олданылды (2. 1в-сурет). Ол қ ұ бырлы басшық пен шыршадан жиналып, сыртқ а лақ тырып шығ ару жолының резервін жасауғ а мү мкіндік берді.
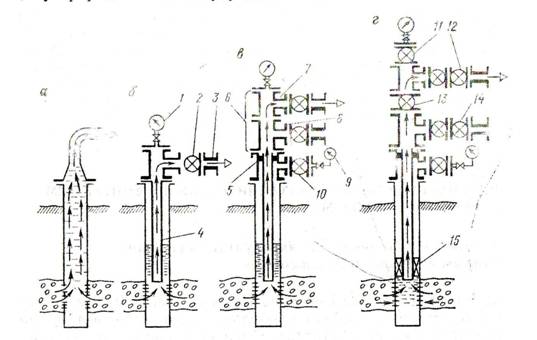
2. 1-сурет. Ұ ң ғ ыларды фонтанды ә діспен пайдалануды жетілдіру этаптары:
1-буферлі манометр; 2-ысырма; 3-штуцер-дроссель; 4-фонтанды кө тергіш; 5-фонтанды арматураның қ ұ бырлы басшығ ы; 6-фонтанды арматураның шыршасы; 7, 8-ү шжақ тар; 9-манометр; 10, 11-ысырмалар; 12, 14-дублер-ысырмалар; 13-оқ пандық ысырма; 15-пакер
Фонтанды ұ ң ғ ыманың жұ мысын одан ары жақ сарту мақ сатында оптималды диаметрмен алынғ ан сорап компрессорлы қ ұ бырлардан (СКҚ ) тұ ратын бір жарым немесе екі қ атарлы кө тергіштерді қ олдана бастады, ал газ шығ ынын азайту мақ сатында ұ ң ғ ының қ ұ быр сыртындағ ы кең істігіне пакер орнатылды, сонымен бірге дублер-ысырмалар пайдаланыла бастады (2. 1г-сурет).
Осының ә серінен қ азіргі кезде фонтанды ә діспен ө ндіру ұ ң ғ ыларының қ ұ рылымын кү рт кү рделілендірді жә не негізгі тө рт бө лімдерден тұ рды: қ ұ бырлар тізбегі, тізбектің тө менгі жақ тарының жабдық тары, сағ алық жабдық тар (фонтанды арматура) жә не манифольд деп аталатын сағ алық жабдық тардың байламы.
Ұ ң ғ ымаларды пайдалануды ү немі жетілдірудің арқ асында ондағ ы ә р элементтің кү рделілігі арта тү сті, сонымен бірге фонтанды ә діспен ө ндірудің сенімділігі де кү ннен кү нге жоғ арылады.
Ұ ң ғ ыманың фонтандау шарты былай анық талады:
 (2. 1)
(2. 1)
Мұ нда Н-ұ ң ғ ыманың терең дігі, м;  -ұ ң ғ ыма оқ панындағ ы сұ йық пен газ қ оспасының орташа тығ ыздығ ы, кг/м3; g-еркін тү су ү деуі, м/с2.
-ұ ң ғ ыма оқ панындағ ы сұ йық пен газ қ оспасының орташа тығ ыздығ ы, кг/м3; g-еркін тү су ү деуі, м/с2.
Фонтанды ұ ң ғ ыманың қ ұ рал-жабдығ ы негізінен СКҚ тізбегінен жә не сағ алық арматурадан тұ рады.
СКҚ тізбегі кейбір кезде қ абылдау воронкасынан, айыратын клапаннан немесе айырғ ыш клапанды отырғ ызатын қ оң дырғ ы ершігінен тұ рады. Ал кейбір жағ дайларда ұ ң ғ ымағ а пакер орнатылады.
Кә дімгі фонтандау кезінде СКҚ тізбегінен басқ а негізгі жабдық тарғ а жататын сағ алық арматура есептелінеді.
Бұ рғ ылаудан кейін ұ ң ғ ыма жабдығ ы тізбек басы жә не фонтанды арматурамен жабдық талады.
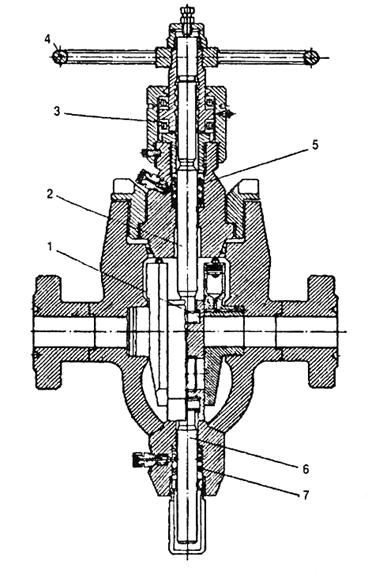
Сағ алық арматура негізінен тізбек басы жә не фонтанды шыршадан тұ рады (2. 1-сурет).
Ә детте қ ұ быр басы тізбек басына тікелей орнатылады. Фонтанды шырша қ ұ быр басына қ ұ растырылып жә не ұ ң ғ ымадан шығ ып жатқ ан сұ йық пен газды манифольдқ а жіберуге, сонымен қ атар фонтанды ұ ң ғ ыманың жұ мысын тексеру мен реттеуге арналғ ан.
Арматураның негізгі бө лшегі мен торабы ретінде екі бү йірлі шығ ару жағ ы бар тө ртжақ (крестовина) 1 (2. 2-сурет), бір бү йірлі шығ ару жағ ы бар ү шжақ (тройник) 2, аударма немесе катушка 3, тығ ынды қ ұ рылғ ы 4, буфер немесе манометр астындағ ы фланец 5, кран 6, манометр 7, дроссель 8 жә не жауапты фланецтерден 9 тұ рады.
Тө ртжақ пен ү шжақ ө ндірілген ө німді манифольдқ а жібереді. Осы бө лшектерге СКҚ тізбегін іліп қ оюғ а болады. Соғ ан байланысты бө лшектердің резьбалары болуы тиіс. Тізбек осы резьба арқ ылы ілінеді немесе СКҚ -ды ілуге арналғ ан арматура бө лшектерінің ө лшемдерін бірінен-біріне ауыстырғ анда қ олданады.
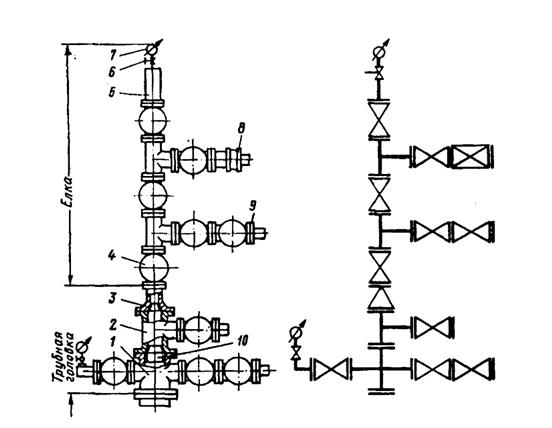
2. 2-сурет. Фланецті фонтанды арматураның ү лгісі
Тығ ынды қ ұ рылғ ы оқ панды немесе бұ рып ә кету қ ималарын толық жабу ү шін қ олданылады. Ағ ынның кө рсеткіштерін реттеу тығ ынды қ ұ рылғ ының жартылай жабық кезінде жү ргізілмейді.
Ұ ң ғ ыманың жұ мыс істеу кезінде ағ ын кө рсеткіштерін реттеу ү шін арнайы тораптар жә не дроссельдер қ олданылады. Дроссельдің корпусына тұ рақ ты немесе диаметрі кішілеу ауыспалы тө лке орнатылады. Тө лкенің кішкентай тесігінен бү кіл ұ ң ғ ымада ө ндіріліп жатқ ан ө нім ө теді.
Арматураның бө лшектері мен тораптары резьба, нығ ыздағ ышы бар фланец немесе хомут арқ ылы жалғ анады. Осығ ан байланысты арматура резьбалы, фланецті жә не хомутты тү рлері болып бө лінеді.
Шыршаның оқ панды бө лігі сұ йық ты бір жағ ымен (тройник) арқ ылы немесе екі жақ арқ ылы ө ткізуі мү мкін.
Арматураның негізгі кө рсеткішіне – фонтанды шырша бө лігіндегі оқ пан арқ ылы ө тетін қ иманың диаметрі немесе арматурағ а есептелінген жұ мыстық қ ысым жатады.
Техникалық қ ұ жат бойынша жұ мыстық қ ысымдар мынағ ан тең Ржұ м=7, 14, 21, 35, 70, 105 МПа жә не ө ту қ имасының диаметрі тө мендегі 2. 1-кестесінде кө рсетілген.
2. 1-кесте
| Шартты диаметр Dш, мм | Нақ ты диаметр Dф, мм |
Жұ мыстық қ ысым 7 ден 35 МПа аралығ ында сынақ қ ысымы 2*Ржұ м мө лшерінде қ абылданады, ал 70 тен 105 МПа аралығ ында оның мә ні 1, 5*Ржұ м мө лшерінде болады.
МЕмСТ бойынша шартты диаметрлер мен қ ысымның ө зара сә йкестігі келесі 2. 2-кестесінде берілген.
2. 2-кесте
| D, мм | pжұ м |
| 35... 105 7... 70 21... 35 21... 35 21... 35 |
Ү шжақ ты жә не тө ртжақ ты – арматура ү лгілері МЕмСТ бойынша белгіленген. Бұ л МЕмСТ бойынша оқ панды тиек ү лгісі де қ арастырылғ ан. Бұ л фонтандау ұ ң ғ ымасы ә рқ ашанда ү лкен қ ысымғ а арналып жасалатынын кө рсетеді.
Ұ шжақ ты арматураның екі жанынан ө ткізетін жеріне қ арағ анда негізгі жұ мыстық ө ткізгіші ретінде жоғ арғ ы бө лімі саналады. Шығ ар жердегі бө лшектері істен шық са, онда оқ панды тиек қ ұ рылғ ысы жабылады, ал сұ йық немесе газ тө менгі жақ тағ ы жіберу бө лігімен ағ ады.
Бұ л жағ дай жоғ арғ ы ә кету бө лімі бойынша арматураның ұ заруына ә келіп соғ ады да, оның қ ызмет кө рсетуін қ иындатады.
Ә детте, ү шжақ ты арматураны тө мен жә не орташа қ ысымдарда қ олдануды ұ сынады, ал орта жә не жоғ ары қ ысымдарда МЕмСТ бойынша тө ртжақ ты арматураны қ олдану ұ сынылады. Тө ртжақ ты арматура ұ шжақ тығ а қ арағ анда биіктігі бойынша біршама тө мен орналасады, сондық тан бұ л жағ дай оғ ан қ ызмет кө рсетуді жең ілдетеді.
Тө ртжақ ты арматураның кемшілігі ретінде мынаны айтуғ а болады. Егер шығ ар жердегі бө лімдерінің бірі істен шық са, онда оқ пандағ ы тығ ын қ ұ рылғ ысын жауып, осының ә серінен ұ ң ғ ыманы тоқ татуғ а тура келеді.
Ұ ң ғ ыманы зерттеу кезінде оғ ан ә ртү рлі аспаптарды тү сіру ү шін фонтанды шыршаның басына қ ысым тең гергіш қ ұ рылғ ы - лубрикатор орнатылады. Осығ ан байланысты тө ртжақ ты жә не ү шжақ ты арматурада жоғ арғ ы оқ пан тиегін орнату қ арастырылғ ан.
Фонтандаушы ұ ң ғ ымада қ ысым 100 МПа-ғ а дейін жетуі мү мкін жә не ол толқ ысып ө згеріп тұ рады. Ұ ң ғ ымадан шығ ып жатқ ан сұ йық тың, сұ йық пен газдын қ оспасының жылдамдығ ы секундына ондағ ан метрге жетуі мү мкін, сұ йық жә не газ агрессивті болып, арматурада коррозияның пайда болуына ә келіп соғ ады.
Ауыр жұ мыстар атқ аратын болғ андық тан арматура оның тө ртжағ ы, ү шжағ ы, ауыстырушы фланец жә не тиек қ ұ рылғ ысының тұ лғ а бө лшектері болаттан ғ ана жасалады. Фланец арматурасының арасындағ ы нығ ыздаулар болаттан жасалғ ан сақ иналармен жабдық талады.
Арматураның қ ұ йылғ ан жә не пісірілген бө лшектері қ олданыста кө п тарағ ан. Фонтанды арматураның элементтері 45, 40ХЛ, 40ХНЛ маркалы болаттан жә не легирленген болаттан жасалады. Нығ ыздау сақ иналары коррозиялы ортада қ олдану ү шін 08 КП маркалы болаттан, сталь 20, сталь 30, сталь 40 жә не легирленген болаттан жасалады.
Ұ ң ғ ыманың дроссельді тө лкесінің арасынан ө ндірілетін ө нім жоғ ары жылдамдық пен ө теді жә не оның мә ні 80... 120 м/с жетеді. Соғ ан байланысты тө лкелер шынық қ ан болаттан, қ атты қ орытпалардан, термиялық корундттардан жасалады.
Арматураны ә рдайым жаң артып отыру, оның металын ү немдеуге жә не беріктігінің ө суіне қ ол жеткізеді. Қ азіргі кезде конструкторлар фонтанды арматураны жең ілдетуге, бірнеше элементтердің конструкцияларын біріктіріп қ осу бағ ытында жұ мыстар жасауда (мысалы: тө ртжақ пен ү шжақ ты біріктіру).
Арматураның бө лшектерін пісіріп жалғ ау ә дісі қ ұ йылып жасалғ ан бө лшектерге қ арағ анда артық шылығ ы кө п, мә селен, металлды ү немдеуге, жұ мыстың жең ілдеуіне жә не де оның жоғ ары беріктігін қ амтамасыз етуіне ә сер етеді.
Арматурада келесі тығ ынды қ ұ рылғ ылар қ олданылады:
- сыналы ысырма;
- тік ағ ынды ысырма;
- крандар;
- мө лшер реттеуіш вентильдер.
Тығ ынды қ ұ рылғ ылардың алдың ғ ы ү ш тү рі оқ панды жә не арматураның ә кету бө ліміндегі қ ұ рылғ ылардың негізгілері болып саналады. Ал вентиль манометрдің алдына орнатылады.
Тығ ынды қ ұ рылғ ылар – фонтанды арматурадағ ы ысырма жә не кранды қ олдану, мұ най-газды ө ндірудегі барлық технологиялық процесстерде жиі қ олданылады, ал бұ рғ ылау ұ ң ғ ымаларында оларды шамалы ө згертілген кү йде қ олданады. Олар кө бінесе жабдық тарда лақ тыруды болдыртпауда, бұ рғ ылау сорабының манифольдінде, қ абаттардағ ы гидрожорылыстырғ а арналғ ан жабдық тарда, қ ышқ ылмен ө ндеуде, агрегаттарды жуу кезінде, мұ най-газ кә сіпшілігінің коммуникациясында, ө німді жинауғ а арналғ ан жасақ тауда жә не бө лу операцияларында қ олданылады. Сонымен бірге қ абат сұ йығ ын тасымалдағ анда жә не де мұ най, газ, суды, қ абатқ а айдау кездерінде қ олданамыз. Бұ л жұ мыстардың кө пшілігі тығ ынды қ ұ рылғ ыны жабдық тармен мұ най мен газды тасымалдағ анда, сонымен қ атар бірнеше рет қ айтара ө ң деулерде қ олданылады.
Тығ ынды қ ұ ралғ ыны пайдалану шарты бойынша жасалу конструкциясына қ ойылатын шарттар мынадай: қ ажетті қ ысымды тұ рақ ты дең гейде ұ стап тұ ру, сұ йық немесе газды ө ткізу кезінде аз мө лшердегі сыртқ а ағ ып кетулерден сақ тау, металл ү немдеу, басқ аруды жең ілдету, сонымен қ атар агрессивті ортада жұ мыс істей алу жә не де жоғ ары немесе тө мен температураларда жұ мыс істей алу мү мкіндігі.
| Дросселдік жә не тығ ынды қ ұ рылғ ы |
 Тығ ынды қ ұ рылғ ы Тығ ынды қ ұ рылғ ы
| Дросселдік қ ұ рылғ ы
|
 Ысырма Ысырма
|  Кран Кран
| Бұ ранда | Штуцер |

 Сыналы Сыналы
| 
| Инелі | Тарелкалы |
| Жазық -шиберлі
|  Цилиндрлі тығ ын Цилиндрлі тығ ын
| Коникалық тығ ын | Шарлы тығ ын |
| Ө зі тығ ындалатын шиберлі затвор | Металл-металллдың тығ ыздалу | Майлаусыз |
| Еріксіз тығ ыздалу шиберлі затвор | Металл-полимердің тығ ыздалуы | Майлаулы |
2. 3-сурет. Реттеуші жә не тиекті қ ұ рылғ ының классификациясы
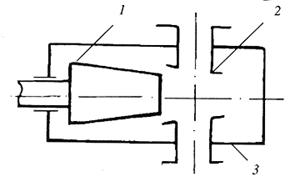
2. 4-сурет. Сыналы ысырма ү лгісі
1-шибер; 2-ершік; 3-корпус
Сыналы ысырманың негізгі артық шылығ ына, оның қ ұ рылымының қ арапайымдылығ ы жатады. Бірақ ашық тұ рғ ан ысырманың клапанының (2. 3-сурет) сұ йық ө тетін жерінің шет жағ ында қ уыс пайда болады, осығ ан байланысты онда қ ұ йынды токтар пайда болып, ағ ынның тегеурін шығ ыны артады жә не ол жерлерде тұ здың, сонымен қ атар парафин мен қ ұ мның жиналуы мү мкін. Сонымен бірге корпустың жоғ арғ ы тығ ындау жә не сыналы бө лімдерін ұ ң ғ ымадан шық қ ан сұ йық ағ ып ө теді де, соның ә серінен олар коррозияғ а жә не эррозияғ а ұ шырауы мү мкін.
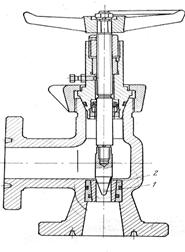
Бұ л кемшіліктер тікағ ынды ысырмаларда болмайды (2. 5 -сурет).
2. 5-сурет. Тікағ ынды ысырманың ү лгісі
Мұ нда сыналы нығ ыздауыш шиберлі екі жақ ты плашкамен немесе біршиберлі тү рімен ауыстырылғ ан. Ө тпелі каналдағ ы шибер ашық жә не жабық кү йінде корпустың жоғ арғ ы бө лшегіндегі нығ ыздауышқ а ү немі жабысып тұ рады. Ол екі сығ ылғ ан жартылай пружиналардан тұ рады. Пружинаның кү ш салуы 9 КН-ғ а дейін жетеді. Тікағ ынды ысырманың ашық немесе жабық кезінде корпус бө лшегінің жоғ арғ ы нығ ыздау бө лігі бойынша шибер жоғ ары-тө мен бағ ытта сырғ анайды.
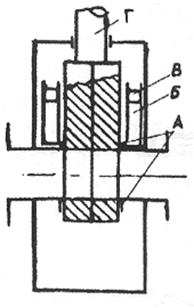
Тікағ ынды ысырмада қ ою нығ ыздағ ыш майлар қ олданады. Тұ тқ ыр майлау қ абаты сумен немесе мұ наймен шайылып кетпейді. Майдың қ оры резервуарларда Б сақ талады. Кейбір ысырмаларда май қ оры (ә детте, оның маркасы - ЛЗ-162) негізгі кең істіктен поршен В арқ ылы бө лінген жә не ысырманың ішкі қ уыстарының барлығ ы арнайы маймен толтырылады.
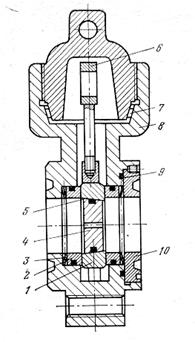
Сонымен қ атар мұ най-газ кә сіпшілігінде тікағ ынды ысырмалар да қ олданылады. Олардың А саң ылауында графитті фторопласталық эластикалық элементтер АФГ-80ВС қ олданылады. Ысырма ішіндегі қ ысым ө зінен ө тетін ортаның қ ысымына тең болады, ал шпиндельге Г ә сер ететін кү штің мә нін азайту ү шін кү ш жең ілдеткіш штокты қ олданады (2. 6-сурет).
2. 6-сурет. Кү шті азайту штогы бар тікағ ынды ысырма:
1- шибер; 2-резьбалы шпиндель; 3-осьті тіреуіш; 4-маховик; 5-шпинделді нығ ыздағ ыш; 6-кү ш тү сіргіш шток; 7-штокты нығ ыздағ ыш.
Тік ағ ынды ысырманың шпинделінің тірегінің формасы шарик тә різді болып келеді де, шпиндельге тү сетін айналдыру моментін азайтуғ а мү мкіндік береді. Маховик пен шпиндельді айналдыра отырып, шпиндельдің гайкасын оның резьбасына бұ рап, шиберді жоғ ары қ арай тірелгенше кө тереді де корпустағ ы тесік пен шпиндельдің тесіктері бір біріне тұ стас болады. Тура сол сияқ ты сыналы ысырма да ашылып жабылады. Сонымен қ атар екі тү рлі ысырмалардың да ортақ кемшілігі бар – ашып жабу ү шін маховикке ү лкен кү ш жұ мсап жә не оны бірнеше рет айналдыру керек.
Кран ысырмадан бірқ атар артық шылық тарымен ерекшеленеді (2. 7-сурет). Оның ашылып жабылуы ү шін, тек қ ана қ олсапты 900-қ а бұ расақ жеткілікті болғ аны. Оның жоғ арыдағ ы нығ ыздау беті тікағ ынды ысырма сияқ ты сұ йық пен ағ ып ө тілмейді, сонымен қ атар оның каналында ө лі аймақ тар да орын алмайды.
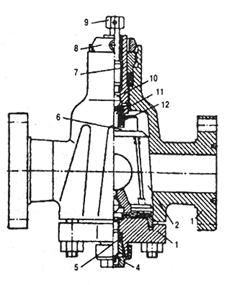
2. 7-сурет. Конустық тығ ынды кран
Кран корпустан 1, тығ ыннан 2, шпиндельден 7, кілттен 8, реттеу бұ рандасынан 4, нығ ыздау манжетасынан 5, кранды майлау майымен толтыруғ а арналғ ан канал, кері клапан 10 мен пружинадан 12 тұ рады. Бұ дан басқ а шпиндел резбасын майлауғ а арналғ ан, май беру клапаны мен канал бар. Шпинделдің жұ дырық шасы тығ ынның жарық шағ ына 6 кіреді, осығ ан байланысты шпиндельдің бұ рылуы кезінде тығ ын да қ оса бұ рылады. Шпиндел корпусқ а резьба арқ ылы бекітіледі. Ол осьтік кү шті қ абылдайды жә не тығ ындау элементі болып табылады жә не оны жоғ ары герметизациялау ү шін клапанғ а каналдар арқ ылы арнайы майлау майлары пайдаланылады.
Кранның барлық бө лімдері ЛЗ-162 майымен майланады. Майлау майлары -40тан+1200С-ғ а дейінгі температураларғ а тө зімді болу қ ажет.
Тығ ынның корпуста орналасу реті жасаушы зауытта қ ақ пақ та бекітілген 3 реттеуіш бұ рандамен 4 реттеледі. Корпус пен тығ ын арасында миллиметрдің жү зден бір бө лігіндей саң ылау болуғ а тиіс. Жә не шпиндельде қ ысқ ыш бұ ранда 9 орналасқ ан. Оның жылжуы арқ ылы май шпиндельден клапан 10 арқ ылы кранның қ уысына беріледі. Осы бұ ранда 9 арқ ылы тығ ынның тұ тылуын болдыртпауғ а болады.
Тығ ынның тұ тылуын бұ ранданың 9 кө мегімен кө теру ү шін, оны кері бұ рап, шпинделдің бү кіл қ уысын маймен толтырады да бұ ранданы қ айта бұ райды, содан соң кері клапанды 10, бө лшекті 11 жә не тығ ынды шарғ а тақ ап қ ысады.
Кранның ең маң ызды кемшілігіне оны жасап шығ ару қ иындығ ы жатады. Оның жұ мыс сенімділігі жасау дә лдігіне байланысты болады. Кранның жұ мысының сенімділігін қ амтамасыз ету ү шін арнайы майлау майлары қ ажет болады.
Манометрді орнатып, оны қ осып – ажырату мақ сатында вентильдер (мө лшер реттеуіш) қ олданылады. Фонтанды арматурада қ олданылатын вентильдер 70, 0 МПа дейінгі жұ мыстық қ ысымғ а есептелінген, оның ө тпелі қ уысының диаметрі 5 мм жә не массасы 3-4кг.
2. 8-сурет. Реттеуіш штуцер:
1-ауыстырмалы насадка; 2- втулка
Реттеуіш штуцер (2. 8-сурет) конструкциясы бойынша вентильге ұ қ сас болады. Штуцерлер фонтанды ұ ң ғ ымадан шығ ар жағ ындағ ы қ ысымды
2. 9-сурет. Тез ауыстырылатын штуцер:
1-қ ұ рсау; 2, 9-нығ ыздау сақ иналары; 3-пружина; 4-дроссель; 5-дроссельді тығ ындау; 6-бұ ранда; 7-ағ ымды нү кте (проточка); 8-корпус; 10-сақ ина
шпиндельдің ұ ядағ ы осьтік жылжуы арқ ылы сатысыз реттей алады. Штуцер 70, 0 МПа жұ мыс қ ысымына есептелінген жә не оның массасы 80кг шамасында болады.
Штуцердің басқ ару жең іл болуы ү шін, оны қ озғ алтқ ыш жетекпен қ амтамасыз етіп, компьютерлік басқ ару мү мкіндігі іске асырылады.
Штуцердің тө лкесін ауыстыру ө те ауыр жә не ұ зақ уақ ытқ а созылатын ең бекті талап етеді. Бұ л жұ мысты тездету жә не жең ілдету ү шін, тез ауыстырылатын штуцерді қ олданады (2. 9-сурет).
Сұ йық пен газдың шығ ынын сатылы реттеу ү шін диаметрі 5, 8, 10, 15, 20, 25, 30 мм тесіктері бар ауыспалы тө лкелерді қ олданады. Штуцер 70 МПа жұ мыстық қ ысымына есептелінген.
Стандарт бойынша арматура жә не тиекті қ ұ рылғ ылардың негізгі кө рсеткіштері белгіленген: жұ мыстық қ ысым жә не сынау қ ысымы, ө ту тесігінің диаметрі. Бұ дан басқ а қ осылу ө лшемдері, габариттері, массасы жә не жасалу реттері де кө рсетілуі қ ажет.
Фонтанды арматураның жә не тиекті қ ұ рылғ ылардың кө птеген бө лшектері мен бө лімдері негізінен фланец арқ ылы қ осылады. Бұ лардың ө лшемдерін стандарттау, арматура мен монифольдты жинау кезінде негізгі роль атқ арады. Осығ ан байланысты фланецті қ осылулардың (2. 10-сурет) ө лшемдері де стандарт бойынша реттеледі.
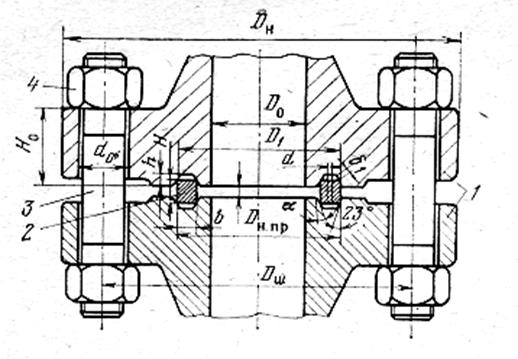
2. 10-сурет. Стандартты фланецті қ осылыстардың элементтері мен ө лшемдері:
1-фланец; 2-нығ ыздаушы; 3-шпилька; 4-гайка;
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|