- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
3.2. Электрошлаковая сварка
Электрошлаковая сварка – сварка плавлением, при которой для нагрева используется тепло, выделяющееся при прохождении электрического тока через расплавленный шлак.
При ЭШС электрический ток, проходя через шлаковую ванну, расплавляет основной и присадочный металл и поддерживает высокую температуру расплава. Электрошлаковый процесс устойчив при глубине шлаковой ванны 35 – 60 мм, которую легче создать при вертикальном положении оси шва и принудительном формировании его поверхности (рис. 2). Для принудительного охлаждения и формирования поверхности шва используются, как правило, медные водоохлаждаемые устройства.
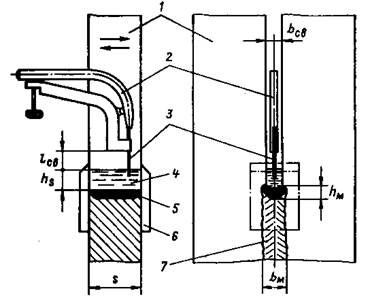
Рис. 3. 2. Схема электрошлаковой сварки:
1-свариваемые детали толщиной s; 2 – мундштук для подачи электрода; 3-электрод; 4 –шлаковая ванна глубиной hs; 5 –металлическая ванна глубиной hм; 6 –формирующий ползун. Детали выбраны с зазором bс; lc – вылет электрода.
При ЭШС почти вся электрическая мощность передается шлаковой ванне, а от нее – электроду и свариваемым кромкам. Устойчивый процесс возможен только при постоянной температуре шлаковой ванны 1900-2000°С.
Большая часть тепла, выделяющегося в шлаковой ванне, переносится в металлическую ванну, а от нее – к кромкам соединяемых деталей через капли перегретого металла. Общее количество генерируемого в шлаковой ванне тепла, Дж/с, расходуется так: 20-25% на плавление электродной проволоки; 55-60% на плавление и нагрев основного металла, 4-6% на плавление флюса и поддержание шлаковой ванны в жидком состоянии; 12-16% - потери тепла через ползуны и теплоотвод в массу металла.
3. 2. 1. Технологические возможности.
В настоящее время ЭШС применяется в тяжелом и энергетическом машиностроении, в химическом машиностроении, в судо- и авиастроении.
ЭШС соединяют стали разных классов и марок, жаропрочные и никелевые сплавы, титан, алюминий, медь и сплавы на их основе.
Диапазон толщин свариваемых металлов 2 – 300 см. Показано, что ЭШС наиболее экономична при толщине металла h > 40мм.
3. 2. 2. Преимущества и недостатки электрошлаковой сварки.
Преимущества:
- высокая производительность процесса, возрастающая в геометрической прогрессии в зависимости от толщины свариваемого металла.
- уменьшение расхода флюса, по сравнению с ЭДС под флюсом в 10 - 20 раз. Составляет 5% расхода электродной проволоки.
- уменьшение расхода электроэнергии, по сравнению с ЭДС под флюсом в 1, 5 - 2 раза, с РДС в 4 раза.
- во много раз ниже склонность к образованию пор и других неплотностей, чем при дуговой многопроходной сварке.
Недостатки:
- необходимость последующей термической обработки сварного соединения для восстановления высоких служебных характеристик сварной конструкции из-за значительного перегрева металла шва и околошовной зоны в процессе ЭШС.
3. 2. 3. Режим электрошлаковой сварки.
Сварочный режим при электрошлаковой сварке включает: напряжение на участке электрод – сварочная ванна uсв, скорость подачи электродной проволоки vе, сварочный ток Iсв, скорость сварки vсв, глубину шлаковой ванны hs, сухой вылет электродной проволоки lс, число электродов n, зазор между кромками b, толщина свариваемого металла s.
Правильный выбор параметров электрошлаковой сварки и поддержание их на заданном уровне обеспечивает получение качественного сварного соединения.
Величину сварочного тока, А, можно ориентировочно определить по формуле:
Iсв = (0, 022· ve + 90)· n +1, 2(vсв + 0, 48 vп)δ п· bп,
где vп – скорость подачи пластины, см/с; bп и δ п – ширина и толщина, см. Формула пригодна для сварки проволочным электродом (второе слагаемое превращается в нуль, т. к. нет пластин) и пластинчатыми электродами (в этом случае первое слагаемое равно нулю, т. к. нет проволоки.
Скорость подачи электродной проволоки:
ve = vсв· Fн/Σ Fe,
где Fн = bп· s, см2; Σ Fe=0, 071п, см2.
Опыт электрошлаковой сварки показал, что такие элементы режима, как глубина шлаковой ванны hs и сухой вылет электродной проволоки lс не зависят от толщины металла и имеют значения: hs=40 - 50 мм, lс=80 - 90 мм.
Контрольные вопросы:
1. В чем состоит сущность дуговой сварки под слоем флюса?
2. По каким признакам можно классифицировать процессы дуговой сварки под слоем флюса?
3. Какие параметры входят в режим дуговой сварки под слоем флюса?
4. При толщине свариваемых деталей применение процесса электрошлаковой сварки становится экономически выгодным?
5. На какие процессы расходуется теплота, генерируемая в шлаковой ванне?
6. Назовите основные преимущества и недостатки электрошлаковой сварки.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|