- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Рис. 35. Точение фасонных поверхностей резцом: 1 — заготовка; 2 — стамеска; 3 — фасонный резец
Рис. 34. Профили поверхности детали; профили и направления подачи стамесок: 1 — косая со скругленным носком; 2 — прямоугольная; 3 — пазовая; 4 — полукруглая; 5 — косая с острым носком
На токарном станке можно вытачивать как сферические поверхности, так и разнообразные сложноконтурные (фасонные) поверхности. («Контур» в переводе с французского — «линия, очерчивающая форму». Термин «фасонный» произошел от французского слова, означающего «форма, модель». «Сфера» — от греческого слова «шар».)
Фасонные поверхности можно вытачивать как стамеской, путем ее перемещения по дуге (с продольной и поперечной подачами), так и фасонными резцами с перемещением их к центру вращения заготовки, т. е. с поперечной подачей (рис. 35).

Рис. 35. Точение фасонных поверхностей резцом: 1 — заготовка; 2 — стамеска; 3 — фасонный резец
Фасонные резцы применяют при массовом (серийном) изготовлении одних и тех же фасонных деталей (например, мебельных ручек, балясин и др.). У них режущая кромка повторяет профиль детали. При точении фасонными резцами применяют только поперечную подачу резца.
Контроль размеров и формы обрабатываемой детали производят только при выключенном станке.
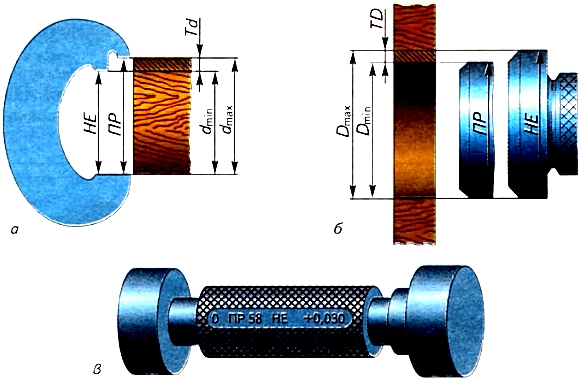
Диаметры поверхностей обрабатываемых деталей удобно контролировать предельными калибрами (рис. 36). Такие калибры предназначены для ограничения предельных размеров деталей. Пользуясь ими, можно установить, что размеры детали расположены между максимально и минимально допустимыми. Диаметры отверстий контролируют калибрами-пробками, а диаметры валов — калибрами-скобами.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|