- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
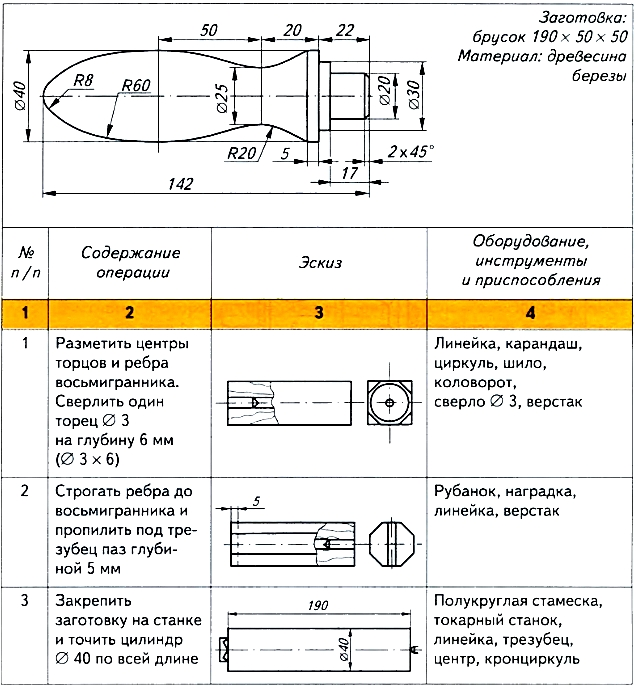
Таблица 2.. Технологическая карта. Изготовление ручки напильника
На токарном станке точат детали вращения (цилиндры, конусы, сферы). Приемы точения деревянных деталей цилиндрической формы вы уже изучили в 6 классе. Поэтому рассмотрим выполнение конических и фасонных поверхностей на токарном станке.
Для получения конической детали сначала полукруглой стамеской осуществляют черновое (грубое) точение конуса с припуском 3...5 мм на чистовую обработку. Удобнее и чище точить заготовку с большего диаметра к меньшему. Волокна древесины при этом хорошо подрезаются и не задираются. Заготовку для конической детали устанавливают большим диаметром на трезубец, меньшим — на задний центр.
При выключенном станке вдоль конической поверхности располагают подручник и затем производят чистовую обработку косой стамеской, обтачивая заготовку слева направо. Размеры детали контролируют кронциркулем и линейкой.
В фасонных деталях сочетаются цилиндрические, конические, сферические и другие поверхности. До получения фасонных поверхностей заготовке придают цилиндрическую форму, обтачивая ее полукруглой стамеской. Линейкой и карандашом размечают места переходов различных поверхностей. Косой стамеской на вращающейся заготовке делают надрезы мест переходов поверхностей.
В таблице 2 приведена технологическая карта точения ручки напильника.
Таблица 2.
Технологическая карта. Изготовление ручки напильника
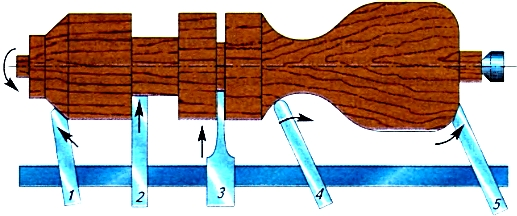
При вытачивании выпуклых и вогнутых поверхностей стамеску перемещают от большего диаметра к меньшему. Лезвие при этом перемещают одновременно в продольном и поперечном направлениях.
На рисунке 34 изображены различные профили вытачиваемой детали и применяемые стамески.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|