- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Отжиг. Рис.11.6.Печь для отжига. Продольная резка. Профилирование и сварка. Заточка концов. Волочение
Отжиг
 Даже постепенное уменьшение толщины полосы изменяет структуру металла, делает его более хрупким – процесс уменьшения сечения приходится постоянно прерывать и восстанавливать структуру при помощи нагрева в статической печи отжига с контролируемой атмосферой и с быстрым охлаждением в воде. При переходе из горячей камеры в воду металл не попадает в атмосферный воздух.
Даже постепенное уменьшение толщины полосы изменяет структуру металла, делает его более хрупким – процесс уменьшения сечения приходится постоянно прерывать и восстанавливать структуру при помощи нагрева в статической печи отжига с контролируемой атмосферой и с быстрым охлаждением в воде. При переходе из горячей камеры в воду металл не попадает в атмосферный воздух.

Рис.11.6.Печь для отжига
Продольная резка
Заготовка разрезается специальными ножницами на полосы с шириной, зависящей от диаметра изготавливаемой трубки.




 а б
а б
Рис.11.7. Станок для продольной резки: исходный
материал, б-полученные заготовки

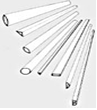
Профилирование и сварка
 Полоса подается в профилогибочный станок, где она превращается в трубку и сваривается плазменно-дуговой сваркой в защитной среде (аргон или азот). На трубке хорошо заметен сварочный шов.
Полоса подается в профилогибочный станок, где она превращается в трубку и сваривается плазменно-дуговой сваркой в защитной среде (аргон или азот). На трубке хорошо заметен сварочный шов.


Заточка концов

Рис.11.9.Заточный станок
Волочение
Конец трубки заостряется специальном на станке. Острие необходимо для того, чтобы облегчить вставку трубки в фильеру на волочильном верстаке. Станок обрабатывает определенный диапазон диаметров и оснащен устройством шумопоглощения.

Рис.11. 10. Волочильный верстак
Трубка пропускается через волочильный верстак, в котором удаляется след от сварки на трубке (в трубку вставляется стальной стержень для того, чтобы предотвратить ее замятие).
После удаления шва стальной стержень извлекается при помощи щипцов, установленных на станке.
В волочильном верстаке трубка приобретает необходимую толщину, форму и диаметр, проходя через различную оснастку (фильеры, доски и т.д.)
 Нанесение насечек
Нанесение насечек



Рис.11.11. Нанесение насечек на трубку

Рис.11.12. Станок для нанесения насечек
Для нанесения насечек на трубку используется специальный станок. Машина позволяет декорировать трубку и пруток различного диаметра рисунками различной формы и видов.
Намотка
Исходный материал Намотка трубки
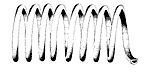

Рис.11.13. Намотка трубки


Рис.11. 14.Намоточный станок
После изготовления конечного профиля и нанесения рисунка трубка наматывается на станке WM/2. Намотка может быть осуществлена с небольшим диаметром спирали (для серег) или с большим (браслеты). Оснастка для намотки может быть овальной и круглой, то есть можно обыграть один и тот же рисунок на круглом и овальном браслете.
Резка



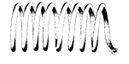
Рис.11.15. Нарезка трубок

П
Рис.11.16. Станок для нарезки трубок
После намотки трубка разрезается на станке. Для каждой формы намотанной трубки используется своя оснастка.
 Рис.11.17. Станок для разрезки трубок
Рис.11.17. Станок для разрезки трубок
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|