- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Контролируемая прокатка
Контролируемая прокатка
контролируемая прокатка - это «оптимизированный нагрев и прокатный процесс, обеспечивающие получение мелкого ферритного зерна в результате двух механизмов - через мелкие рекристаллизованные аустенитные зерна, образованные при горячей прокатке в интервале средних температур, и через деформацию аустенита ниже температуры рекристаллизации, усиливающую зарождение ферритных
Контролируемая прокатка определяет одновременное повышение прочности, пластичности и вязкости стали. Поэтому контролируемая прокатка, являющаяся одной из разновидностей термомеханической обработки, представляет собой один из наиболее эффективных способов повышения качества низколегированных сталей, используемых в технике в состоянии поставки.
Получение оптимального сочетания прочности, пластичности и вязкости в горячекатаном состоянии в результате контролируемой прокатки (которую можно рассматривать как высокотемпературную термомеханическую обработку низколегированных сталей) определяется общей фрагментацией (измельчением) структуры и дисперсионным упрочнением. Для этого понижают температуру нагрева под прокатку до 1050—1100°C (возможна контролируемая прокатка с обычным нагревом) и температуру конца прокатки до 750—850° С. Деформацию на заключительной стадии прокатки (три — пять последних пропусков) осуществляют с обжатиями 15— 20% за проход. Кроме того, при производстве рулонной стали регулируют скорость охлаждения полосы перед смоткой и температуру начала смотки. Конкретный выбор отдельных технологических параметров зависит от вида прокатного оборудования, состава стали, толщины проката, а также от требуемого уровня свойств. 
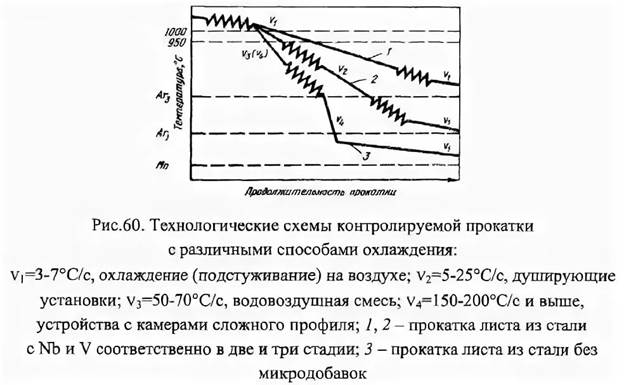
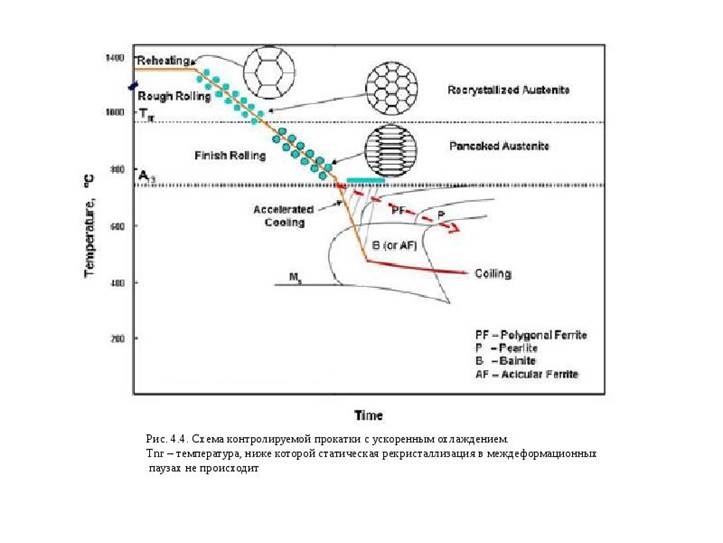
При реализации контролируемой прокатки варьируемыми параметрами считают температуру нагрева, температуру деформации, в частности, окончания деформации, суммарную и однократную (за 1 проход) степень обжатия, скорость прокатки, число проходов и длительность пауз между ними, режимы последеформационного охлаждения. Согласно, контролируемая прокатка - это «оптимизированный нагрев и прокатный процесс, обеспечивающие получение мелкого ферритного зерна в результате двух механизмов - через мелкие рекристаллизованные аустенитные зерна, образованные при горячей прокатке в интервале средних температур, и через деформацию аустенита ниже температуры рекристаллизации, усиливающую зарождение ферритных зерен». Результаты исследований показали, что эффект контролируемой прокатки связан не только с измельчением зерна, но и с созданием устойчивой субструктуры, причем во многих случаях влияние субструктуры является преобладающим.
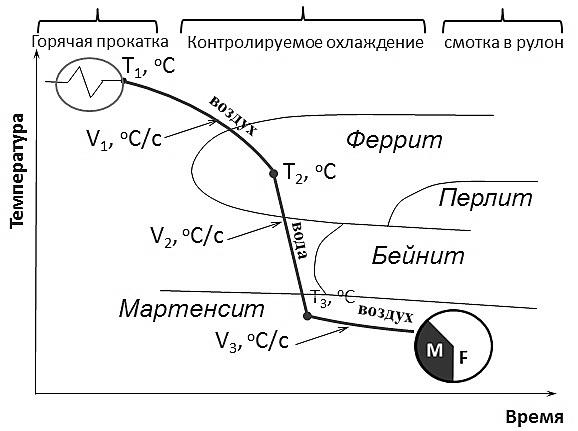
Рис Контролируемая прокатка, в результате которой получается двухфазная ( мартенсит+феррит) сталь
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|