- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
ВТМО — высокотемпературная термомеханическая обработка





 Термомеханическая обработка металла существует с древних времен. Такому способу обработки подвергали клинки и мечи из стали. В фильмах о древних рыцарях можно увидеть кадры, когда кузнец бьет кувалдой по раскаленному мечу, после чего охлаждает оружие в воде, потом снова нагревает в домне и весь процесс повторяется заново. Это и есть термомеханическая обработка. Более широкое применение ТМО получила, когда появилась возможность объяснить физику процессов высокого упрочнения металла.
Термомеханическая обработка металла существует с древних времен. Такому способу обработки подвергали клинки и мечи из стали. В фильмах о древних рыцарях можно увидеть кадры, когда кузнец бьет кувалдой по раскаленному мечу, после чего охлаждает оружие в воде, потом снова нагревает в домне и весь процесс повторяется заново. Это и есть термомеханическая обработка. Более широкое применение ТМО получила, когда появилась возможность объяснить физику процессов высокого упрочнения металла.
В настоящее время существует два основных способа термомеханической обработки стали:
1. ВТМО — высокотемпературная термомеханическая обработка
2. НТМО — низкотемпературная термомеханическая обработка
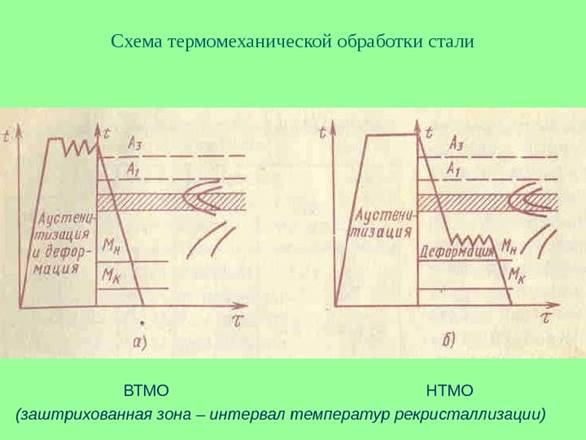
Высокотемпературная термомеханическая обработка стали заключается в том, что непосредственно после горячего воздействия давлением, когда металл имеет аустенитную структуру, проводится закалка стали. За короткое время между окончанием процесса деформации и закалкой не успевает произойти рекристаллизация. В связи с этим наклеп и упрочнение, которые возникли при пластической деформации во время прокатки или штамповки, не устраняются и остаются в материале после его остывания. После закалки, к этому добавляется еще упрочнение вследствие фазового наклепа твердой мартенситной структурой. Мартенсит, образующийся в этих условиях, кроме своих дислокаций, как бы наследует и те, которые возникли при наклепе. Ясно, что чем короче промежуток времени между окончанием всех процессов, когда сталь имеет высокую температуру, тем больше сохранится дислокаций и тем больше будет эффект упрочнения. Практически, этот отрезок времени составляет несколько секунд, в течение которых частично происходит рекристаллизация, что снижает эффект упрочнения. Рекристаллизация - один из главных недостатков способа высокотемпературной термомеханической обработки стали. Из-за этого явления степень деформации при ВТМО не превышает 20-30%.
При низкотемпературной термомеханической обработке металл нагревают до аустенитного состояния, затем охлаждают ниже температуры рекристаллизации, но выше температуры начала мартенситного превращения, т. е. температурный интервал пластической деформации составляет примерно 400 - 600°С. Деформация, как и при ВТМО, вызывает наклеп аустенита, рекристаллизации же в этих условиях не происходит. Затем проводится закалка: образуется мартенсит, который, как и в предыдущем способе, наследует дислокации, а значит и упрочнение, полученное при низкотемпературной термомеханической обработке стали. Здесь устранен недостаток первого способа, так как рекристаллизация практически отсутствует и потому наиболее полно используется эффект упрочнения от наклепа.
После закалки в обоих случаях следует низкотемпературный отпуск (100 — 300°С.). ТМО позволяет получить достаточно высокую прочность (σв = 2200-3000МПа) при хорошей пластичности и вязкости (δ = 6 - 8%, ψ = 50 — 60%). Для сравнения: после обычной закалки и низкого отпуска σв = 2000 — 2200МПа, δ = 3 — 4%.
Существует также высокотемпературная поверхностная термомеханическая обработка - ВТМПО. Сущность ее заключается в том, что деталь подвергается поверхностному нагреву ТВЧ и одновременно обкатывается роликами. В результате в поверхностном слое изделия, разогретом до аустенитного состояния, происходит наклеп и после закалки образуется мартенситная структура, в которой наследуется дополнительное упрочнение, полученное при обкатке. Метод ВТМПО очень эффективен при упрочнении шеек и галтелей коленчатых валов, пальцев шаровых опор подвески автомобиля и других ответственных деталей.
Возможность применения ТМО определяется тем, что на процессы структурных превращений существенное влияние оказывают присутствующие в реальных сплавах несовершенства строения (дислокации, дефекты упаковки, вакансии). С другой стороны, в результате некоторых структурных изменений образуются новые несовершенства, а также происходит перераспределение имеющихся несовершенств.
Температура проведения деформации при ВТМО лежит обычно выше верхней критической точки полиморфного превращения, поэтому неизбежны попытки проведения аналогии между ВТМО и термической обработкой с прокатного (или ковочного) нагрева. Принципиальное различие между этими видами обработки состоит в том, что при ВТМО создаются такие условия высокотемпературной пластической деформации и последующей закалки, при которых подавляется развитие рекристаллизационных процессов и создаётся особое структурное состояние, характеризующееся повышенной плотностью несовершенств и особым их распределением с образованием субструктуры полигонизации.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|