- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
ТЕХНИКА ГАЗОВОЙ СВАРКИ.
2.ТЕХНИКА ГАЗОВОЙ СВАРКИ.
Левая и правая сварка. Положение горелки при газовой сварке. Выбор способа сварки в зависимости от положения шва в пространстве. Специальные виды газовой сварки. Способы скоса.
В практике различают два способа ручной газовой сварки: правый и левый.
Левым способом газовой сварки (рис. 2, а) называется такой способ, при котором сварку ведут справа налево, сварочное пламя направляют на еще не сваренные кромки металла, а присадочную проволоку перемещают впереди пламени.
Левый способ наиболее распространен и применяется при сварке тонких и легкоплавких металлов. При левом способе сварки кромки основного металла предварительно подогревают, что обеспечивает хорошее перемешивание сварочной ванны. При этом способе сварщик хорошо видит свариваемый шов, поэтому внешний вид шва получается лучше, чем при правом способе.
Правый способ сварки (рис. 2, 6) - это такой способ, когда сварку выполняют слева направо, сварочное пламя направляют на сваренный участок шва, а присадочную проволоку перемещают вслед за горелкой.
Мундштуком горелки при правом способе выполняют незначительные поперечные колебания.
Так как при правом способе пламя направлено на сваренный шов, то обеспечивается лучшая защита сварочной ванны от кислорода и азота воздуха и замедленное охлаждение металла шва в процессе кристаллизации. Качество шва при правом способе выше, чем при левом. Теплота пламени рассеивается меньше, чем при левом способе.
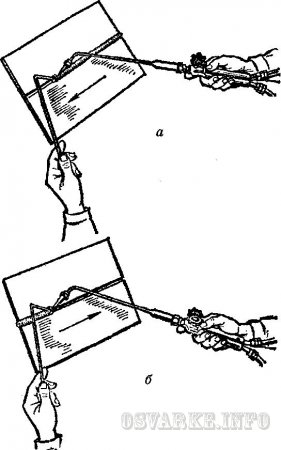
Рис. 2. Способы сварки: а - левый; б - правый
Поэтому при правом способе сварки угол разделки шва делается не 90°, а 60-70°, что уменьшает количество наплавляемого металла и коробление изделия.
Правый способ экономичнее левого, производительность сварки при правом способе на 20-25% выше, а расход газов на 15-20% меньше, чем при левом.
Правый способ целесообразно применять при сварке деталей толщиной более 5 мм и при сварке метал лов с большой теплопроводностью. При сварке металла толщиной до 3 мм более производителен левый способ.
Мощность сварочной горелки для стали при правом способе выбирается из расчета ацетилена 120-150 дм3/ч, а при левом - 100-130 дм3/ч на 1 мм толщины свариваемого металла.
Диаметр присадочной проволоки выбирается в зависимости от толщины свариваемого металла и способа сварки.
При левом способе сварки диаметр присадочной проволоки d=S/2+1 мм, а при правом d=S/2 мм, где S - толщина свариваемого металла, мм.
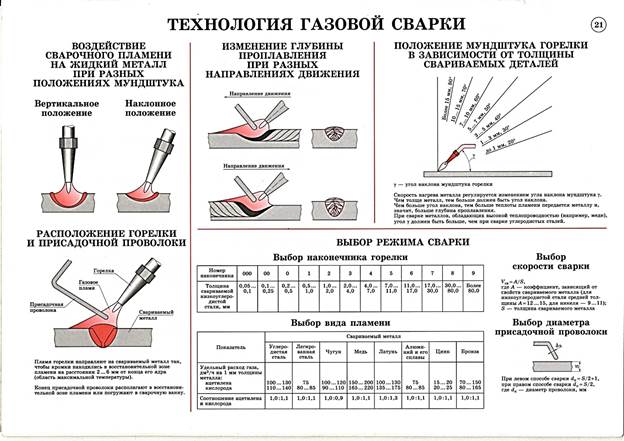
Левая и правая сварка. При левой сварке (рис.3, а) перемещение горелки производится справа налево, а при правой сварке (рис. 3, б) - слева направо. В первом случае присадочная проволока находится перед пламенем горелки, во втором случае - сзади него. При левом способе пламя направлено на несваренную часть шва; для более равномерного прогрева кромок и лучшего перемешивания металла сварочной ванны производятся зигзагообразные движения наконечника и проволоки.

Рис. 3. Способы сварки и угол наклона мундштука: а - левая, б - правая; 1 - момент сварки, 2 - схемы движений мундштука и проволоки, 3 - углы наклона мундштука и проволоки, в - угол наклона мундштука при разной толщине металла
Левая сварка обеспечивает более равномерную высоту и ширину шва в сварном соединении, наибольшую производительность и меньшую стоимость при сварке листов толщиной до 5 мм. Это объясняется тем, что пламя предварительно подогревает основной металл, подлежащий сварке. Кроме того, левая сварка проще по выполнению и не требует от сварщика приобретения больших навыков.
Левую сварку применяют также для легкоплавких металлов. Для сварки стали при левом способе мощность пламени устанавливается 100 - 120 дм3 ацетилена/ч на 1 мм толщины свариваемого металла. Повышение скорости при левой сварке по сравнению с правой может происходить лишь до тех пор, пока поглощение тепла изделием (потери) незначительно, а это возможно только при сварке тонких листов.
При толщине листов более 5 мм левая сварка по скорости уступает правой. При правой сварке нагрев в сварочной ванне более интенсивен, в сварочную ванну вводится больше тепла, ядро пламени можно приблизить к поверхности ванны. Кроме того, пламя подогревает уже наплавленный металл, этот нагрев распространяется на незначительное расстояние от сварочной ванны, следовательно, происходит термическая обработка металла шва и зоны термического влияния.
Колебательных движений мундштука при правом способе обычно не делают, а присадочной проволокой выполняют спиральные движения, но с меньшей амплитудой, чем при левой сварке.
Мощность пламени для сварки стали устанавливается 120 - 150 дм3 ацетилена/ч на 1 мм толщины свариваемого металла.
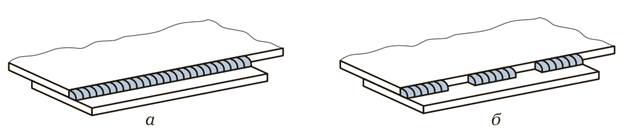
Рис. 4. Непрерывный (а) и прерывистый (б) сварные швы

|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|