- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Тема урока: «Газовая сварка листового металла. Технология наложения швов»
Тема урока: «Газовая сварка листового металла. Технология наложения швов»
1. Типы сварных соединений и швов при газовой сварке
При газовой сварке применяют стыковые, нахлесточные, тавровые, угловые и торцовые соединения.
Стыковые соединения (рис. 1, а — г) являются самыми распространенными вследствие наименьших остаточных напряжений и деформаций при сварке, наибольшей прочности при статических и динамических нагрузках, а также доступности для проведения контроля. На формирование стыкового соединения расходуется меньшее количество основного и присадочного металлов. Соединение этого вида может быть выполнено с отбортовкой, без скоса кромок, со скосом одной или двух кромок (V-образный) или с двумя скосами двух кромок (Х-образный).
Кромки притупляют для предотвращения протекания металла при сварке с обратной стороны шва. Зазор между кромками облегчает провар корня шва. Для получения соединений высокого качества необходимо обеспечить одинаковую ширину зазора по всей длине шва, т. е. параллельность кромок.
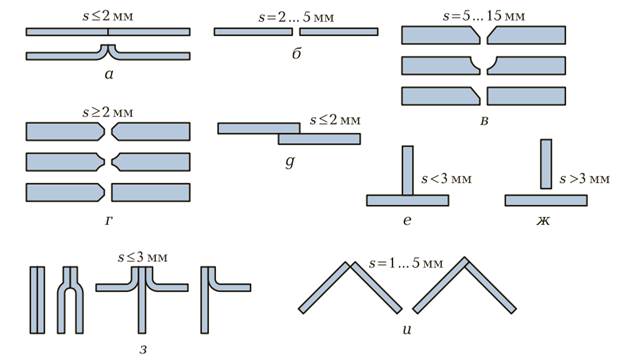
Рис. 1. Типы сварных соединений: а — стыковые без разделки кромок и без зазора; б — стыковые без разделки кромок и с зазором; в, г — стыковые с одно- и двусторонним скосом кромок соответственно; д — нахлесточное; е, ж — тавровые без зазора и с зазором соответственно; з — торцовые; и — угловые
Детали небольшой толщины могут быть сварены встык без разделки кромок, средней толщины — встык с односторонним скосом кромок, большой толщины — встык с двусторонним скосом кромок. Двусторонний скос имеет преимущества перед односторонним, так как при одной и той же толщине свариваемого металла объем наплавленного металла при двустороннем скосе почти в 2 раза меньше, чем при одностороннем. При этом сварка с двусторонним скосом характеризуется меньшими короблениями и остаточными напряжениями.
Нахлесточные соединения (рис. 1, д) применяют при газовой сварке металлов малой толщины, косынок, накладок, трубопроводных муфт и т. п. При сварке металлов большой толщины соединение этого вида не рекомендуется применять, так как оно вызывает коробление изделий и может привести к образованию в них трещин.
Нахлесточные соединения не требуют специальной обработки кромок (кроме обрезки). В таких соединениях по возможности рекомендуется сваривать листы с обеих сторон. Сборка изделия и подготовка листов при сварке внахлестку упрощаются, однако расход основного и присадочного металлов больше, чем при сварке встык. Нахлесточные соединения менее прочны при переменных и ударных нагрузках, чем стыковые.
Тавровые соединения (рис. 1, е, ж) находят ограниченное применение, так как при их выполнении необходим интенсивный нагрев металла. Кроме того, такое соединение вызывает коробление изделий. Тавровые соединения применяют при сварке изделий небольшой толщины, их выполняют без скоса кромок и сваривают угловыми швами.
Торцовые соединения (рис. 1, з) используют при сварке деталей малой толщины, при изготовлении и соединении трубопроводов.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|