Таблица 2.2. Диаметр электрода и сила тока при сварке стыковых соединений тонколистовой стали
Толщина металла, мм Диаметр электрода, мм Сила сварочного тока, А
Тол Толщина металла, мм щинаметалла, мм
Д Диаметр электрода, иаметр электрода, мм
Сила сварочного тока, А Сила
0,5
10…20
1,6…2,0
30…35
1,5
35…45
2,5
50…65
2,5
2,5…3,0
65…100
По протяженности швы подразделяют на короткие (300…350 мм), средние (350…1000 мм) и длинные (свыше 1000 мм). Короткие швы сваривают от одного конца шва к другому (на проход); швы средней длины — от середины соединения к концам; длинные швы — обратноступенчатым способом, при котором сварной шов выполняют следующими один за другим участками в направлении, обратном приращению шва (рис. 2.3). Длина ступени (участка) 100…350 мм, при сварке тонкого металла ступени более короткие, при сварке толстого металла — более длинные.
Рис. 2.3.Способы выполнения швов: а — сварка «на проход»; б — сварка от середины к концам; в—д — выполнение протяженных швов обратноступенчатым способом сварки; 1—10, 1а—4а — последовательность движений электрода в порядке и направлении ведения сварки (показано стрелками); А — общее направление сварки; I, II — слои шва
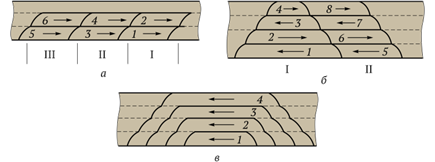
С увеличением толщины металла (свыше 15…20 мм) в сварных соединениях возрастают объемные сварочные напряжения, которые создают опасность возникновения и развития в швах трещин. Во избежание таких явлений сварку толстолистовой стали ведут различными способами (рис. 2.4).
Рис. 2.4.Сварка металлических частей большой толщины: а — двойным слоем; б — блоками; в — каскадом; I—III — участки сварного шва; 1—8 — последовательность выполнения сварки разными методами
Металл толщиной 15…20 мм сваривают способом двойного слоя. На участке I (рис. 2.4, а) длиной 250…300 мм наплавляют первый слой шва, немедленно счищают с него шлак и по горячему металлу первого слоя (с температурой не ниже 150…200°С) накладывают второй слой. В такой же последовательности сваривают шов на участках II, III и последующих.
Металл толщиной 20…25 мм и более сваривают блоками или каскадом (секциями). При сварке блоками (рис. 2.4, б) многослойный шов выполняют отдельными участками, а промежутки между ними заполняют до того, как будет завершена сварка всего шва. При сварке каскадом (рис. 2.4, в) каждый последующий участок многослойного шва перекрывает весь или часть предыдущего участка.
При U-образной подготовке кромок длина секции каскадной сварки составляет 300…400 мм, при Х-образной подготовке — 500…800 мм. При этом каждый слой секции делят на ступени длиной 150…200 мм и выполняют сварку обратноступенчатым способом. При увеличении толщины металла длину секций уменьшают. Металл толщиной 30 мм и более сваривают одновременно два сварщика, находящиеся с противоположных сторон соединения.
Задание:
Ответить на вопросы в письменной форме по теме: Выбор режимов при сварке покрытыми электродами. Ответы качественной фотографией или документомMicrosoft Word. Теоретическую информацию можно взять в Академии в курсе Параметры режима сварки или воспользоваться высланной
1.Режим сварки – это…… 2.Какие параметры режима сварки относятся к основным? 3. С учётом каких показателей подбирается диаметр электрода? 4.В каких единицах измеряется коэффициент К и что это обозначает? 5.При сварке на каком роде тока выбирается полярность и с учётом каких показателей? 6.При сварке сталей какой группы свариваемости не применяется сварка на прямой полярности? Выберите из предложенных марку этой стали: Ст3; Сталь20; Сталь35; Сталь45 7. Iсв = Кd, (А) Для какого пространственного положения и какого сварного соединения расчет тока по этой формуле можно не корректировать и почему? 8. Какой ширины допускается ниточный шов, если dэ =3мм? 9. Какой рекомендуется способ сварки, если длина шва 250мм? 10.Почему сварку толстого металла ремомендуют сваривать многопроходными швами?