- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Планировка сборочного участка редуктора заднего моста автомобиля ЗИЛ-131
Планировка сборочного участка редуктора заднего моста автомобиля ЗИЛ-131
1. Анализ исходных данных
Задачей проектирования является осуществление технологических
расчётов и планировка сборочного участка сборки редуктора заднего
моста автомобиля ЗИЛ-131. Устройство редуктора показано на рис. 1.



Рис. 1 Устройство редуктора
Производственная программа выпуска автомобилей по заданию
на проектирование составляет Nа = 40 000 шт. На каждый трёхосный
автомобиль ЗИЛ-131 требуется m = 3 редуктора. При этом необходимо
предусмотреть β = 3,5%-й ресурс изделий, представляющий ежегодную поставку их как запасных частей для ремонта автомобилей.
Технологический маршрут и трудоёмкость операций сборочного
процесса редуктора представлены в табл.1
Табл. 1
Технологический маршрут и трудоемкость сборки редуктора
 Операции
Сборочного
Процесса. Тшт, мин Операции
Сборочного
Процесса. Тшт, мин
|
| 005. . Сборка 0,921 |
| 010. Сборка. 1,496 |
| 015. Сборка. 1,496 |
 020. Контрольная 0,021 020. Контрольная 0,021
|
| 025. Сборка 1,282 |
| 030. Регулирование 1,534 |
| 035. Контрольная. 0,300 |
| 040. Сборка 1,442 |
| 045. Сборка 1,419 |
| 050. Сборка 1,184 |
| 055. Контрольная 0,180 |
| 060. Сборка. 1,206 |
| 065. Сборка. 1,519 |
| 070. Сборка 1,530 |
| 075. Сборка. 1,511 |
| 080. Контрольная. 0,200 |
| 085. Клеймение 0,055 |
| 090. Слесарная 0,441 |
| Суммарное значение, Tшт i 17,737 |
5. Технологические расчеты сборочного участка
5.1. Расчёт производственной программы и
выбор типа производства
Годовой объём выпуска редукторов Nг в этом случае определя-
ется по формуле [1]
Nr = Nпрm(1+b/100) (1)
где Nпр – производственная программа выпуска автомобилей; m –
число одинаковых изделий (редукторов), входящих в автомобиль; b–
процент запасных изделий.
В нашем случае годовой объём выпуска редукторов составит
Nr.p = 40 000 3(1+3,5/100) = 140 000шт.
По числу однотипных деталей число фланцев в автомобиле со-
ставляет m = 6 шт. на один автомобиль, т.е. по две детали на редуктор.
Тогда годовой объём производства составит
Nг = 2Nг.р = 2 ×140 000 = 280 000 деталей.
Для определения типа производства обычно пользуются расчётной
величиной коэффициента закрепления операции (ГОСТ 3.1108–74), ко-
торый определяется по формуле [1]
Kз.о = Поп / М, ) (2)
или для поточного производства
Kз.о = Тшт. ср / τв, (3)
где Поп – число различных операций, закреплённых за одним рабочим
местом на участке; М – число рабочих мест на участке; Тшт. ср – средне-
штучное время выполнения одной операции, мин; τв – такт выпуска
поточной линии, мин.
Среднештучное время одной операции по данным табл. 5.7 со-
Ставляет
Tшт.ср = 1/n Tшт I = 17,737=0,985 мин.
Такт сборки поточной лини определяем по формуле [10]
Tc=60Fg/Nr.p (4)
где Fg = 3725 ч – расчётный годовой фонд времени работы автоматической сборочной линии при двухсменном режиме работы [2].
Подставляя ранее приведённое значение годового объёма выпуска редукторов Nг. р = 140 000 шт., получим расчётное значение такта
выпуска сборочной линии
Tc=60 3725/140 000=1,596=1,6 мин
Kз.о = 0,985 /1,6 = 0,62 , что меньше Kз.о =1, и является характеристикой массового производства.
Принимаем по рекомендациям [2] при массовом типе производства следующую организационную форму сборки:
· подвижная поточная сборка с расчленением процесса на операции и передачей собираемого объекта от одной позиции к другой с
помощью конвейера с соблюдением строго регламентированного значения такта сборки.
Размер сменного задания составит
Ncм =Nt.r/Kдн m p (5)
где m – число рабочих смен в сутки. Принимаем m = 2, т.е. двухсменный режим работы; Kдн – число рабочих дней в году с полной длительностью смены. Принимаем Kдн = 247 дня [2].
С учётом приведённых данных размер сменного задания составит
Ncм=140 000/247 2=283,4
Принимаем nсм = 285 редукторов в смену.
2.2. Расчёт числа рабочих мест
поточной линии сборки
Расчёт числа рабочих позиций поточной линии сборки с периодическим (пошаговым) перемещением собираемых объектов определяет-
ся по формуле [2]
Мсб = Тшт/(tс – tтр) П, (6)
где Tшт – норма штучного времени на операции, мин; с – такт сборки,
мин; tтр – время транспортирования объекта между сборочными позициями; П – число рабочих, занятых на данной позиции (плотность
сборки).
Расчётное значение Мсб.р округляется в сторону большего целого
числа и получается таким образом принятое число рабочих позиций Мсб.пр. Отношение Kз = Мсб.р /Мсб.пр является коэффициентом загрузки сборочной позиции и его значение в массовом производстве по каждой позиции должно составлять Kз = 0,95…1,0. Допускается перегрузка
рабочего места до 10%, т.е. со значением коэффициента Kз = 1,1 [2].
Средний коэффициент загрузки рабочих мест всей поточной линии
должен быть не менее Kз = 0,75 [2].
Время транспортирования собираемого объекта tтр при пошаговом
перемещении объекта определяется по формуле
tтр = L/ v , (7)
где L – длина пошагового перемещения объекта (шаг сборочного кон-
вейера), м; v – скорость транспортирования объекта, м/мин.
Принимаем по рекомендациям [1] из рекомендуемого диапазона
значений v = 15…20 м/мин для периодически движущихся конвейеров
расчётное значение v = 20 м/мин.
Тогда при ориентировочно назначенном шаге позиций конвейер-
ной линии L = 2 м время транспортировки составляет
tтр = 2/20 = 0,1 мин
Плотность сборки по каждой позиции примем равным П = 1.
Тогда расчётная формула (6) примет следующий вид:
Мсб.рi = Tшт i/1,6-0,1) 1= Tшт i//1,5
Расчётное и принятые значения числа рабочих позиций по каждой операции по выше приведённой формуле, а также коэффициенты
их загрузки приведены в табл. 5
5.3.Расчет и принятое число рабочих мест сборочной поточной линии
таблица 5
| № оп Название время |
| 005. Сборка 0,921 0,614 1 0,61 |
| 010. Сборка 1,496 0,997 1 0,997 |
| 015. Сборка 1,496 0,977 1 0,997 |
| 020. Контрольная 0,021 0,014 1 0,014 |
| 025. Сборка 1,282 0,855 1 0,86 |
| 030. Регулирование 1,534 1,02 1 1,02 |
| 035. Контрольная 0,300 0,2 1 0,2 |
| 040. Сборка 1,442 0,96 1 0,96 |
| 045. Сборка 1,419 0,946 1 0,95 |
| 050. Сборка 1,184 0,789 1 0,79 |
| 055. Контрольная 0,180 0,12 1 0,12 |
| 060. Сборка 1,206 0,804 1 0,080 |
| 065. Сборка 1,519 1,03 1 1,013 |
| 070. Сборка 1,530 1,02 1 1,02 |
| 075. Сборка 1,511 1,007 1 1,007 |
| 080. Контрольная 0,200 0,133 1 0,13 |
| 085. Клеймение 0,055 0,037 1 0,037 |
| 090. Слесарная 0,441 0,294 1 0,29 |
| Суммарное |
| значение, Tшт i |
| 17,737 11,820 18 0,87* |
* – без учёта контрольных операций.
Как видно из приведённой таблицы, значения Kз рабочих позиций
находятся в интервале Kз = 0,6…1,1. Коэффициент загрузки контроль-
ных позиций невысок и составляет Kз = 0,12…0,2. Это предполагает
обслуживание этих позиций в конвейере одним контролёром.
Средний коэффициент загрузки рабочих на сборочных позициях
Составляет:
Kз=061+0997+0997+086+102+096+095+079+080+1013+102+101+029/13=11,32/13 = 0,87
Средний коэффициент загрузки контрольных операций составляет:
Кз к=1/5(0014+12+013+0037)= 0501/5 = 0,1
Таким образом, коэффициент загрузки рабочих позиций сборочной поточной линии составляет Kз = 0,87, что является удовлетвори-
тельным показателем проекта для поточных линий массового произ-водства, т.е. удовлетворяет условию Kз ≥ 0,75 [2].
2.4. Расчёт числа рабочих-сборщиков и
синхронизация их работы во времени
Число основных рабочих слесарей-сборщиков при поточной
сборке рассчитывается по формуле [2]
Рсб = Тшт Nr p/60ФрmKм , (6)
где Nг.р – годовой объём сборки редукторов, шт.; Тшт – трудоёмкость
расчётной сборочной операции, мин; Фр – расчётный годовой фонд
времени работы сварщика, ч; m – принятое число рабочих смен; Kм –
коэффициент многостаночного (многопозиционного) обслуживания
рабочих позиций одним рабочим.
Расчётное число рабочих сборщиков Pсб.p также округляется в
сторону большего целого числа и получается таким образом принятое
число рабочих Pсб.пр с их коэффициентом загрузки Kз = Рсб.р /Рсб.пр.
Допускается перегрузка рабочего до 10% во времени, т.е. принятие
коэффициента Kз ≤ 1,1 [2].
Принимаем по имеющимся данным следующие значения, входя-
щих в формулу (6) составляющих:
Nг.р = 140 000 шт.; Фр = 1860 ч [10, с. 23]; m = 2; Kм = 1.
Подставляя их в формулу (5.11), получим следующий её вид для
расчетов
Рсб = Тшт I 140 000/60 1860 2 1=0627Тшт i
Расчётное и принятое число рабочих-сборщиков на каждой позиции сборочного конвейера сведены в табл. 5.9.
Из анализа расчётных и принятых значений слесарей-сборщиков
в табл. 3можно сделать следующее заключение.
1. Средний коэффициент загрузки на контрольных позициях,
даже при объединении их обслуживания одним контролёром составляет Kз = 0,32, однако ввиду специфики квалификации этих работ и перемещения их во времени работы практически по всей длине линии,
очевидно, повысит коэффициент занятости контролёра примерно в два
раза, т.е. довести Kз до 0,62, возможно, и более.
2. Невысокие значения коэффициентов загрузки на первой 005 и
последней 090 операциях, связанных с загрузкой на конвейер и вы-
грузкой с конвейера собранного изделия Kз = 0,58 и Kз = 0,28 соответственно, являются справедливыми, поскольку эти операции мало не-
прогнозируемые в плане надёжности их работы, например, из-за возможных отказов консольных кранов, используемых при погрузке картера на спутник конвейера, что может привести к использованию живого труда слесаря, возможной взаимозаменяемости при выполнении
этих операций, находящихся рядом в работе конвейера.
3. Несколько заниженное среднее значение коэффициента за-
грузки слесарей-сборщиков на основных операциях Kз = 0,82 от рекомендуемого Kз = 0,95…1,0 [2] позволяет не привлекать «скользящих»
рабочих (для замены временно отсутствующих), составляющих до 5%
от Мсб.пр, т.е. 14 0,05 = 0,7 рабочего.
Таким образом, для выполнения заданной программы сборки
nсм = 285 редукторов в смену на поточной линии сборки, состоящей из
Мсб = 18 позиций, потребуется Pсб = 13 основных рабочих-сборщиков
и один контролёр ОТК со средним коэффициентом загрузки основных
рабочих Kз = 0,82. Имеющийся резерв времени можно использовать
для организации рабочего места по своевременной доставке комплектующих изделий на рабочие позиции, самостоятельной наладки сборочного оборудования и оснастки, взаимозаменяемости выполнения
работ на смежных операциях.
5.5. Расчетное значение и принятое число рабочих сборщиков на поточной линии
таблица 5
| 005. Сборка 0,921 0,577 1 0,58 |
| 010. Сборка 1,496 0,938 1 0,94 |
| 015. Сборка 1,496 0,938 1 0,94 |
| 025. Сборка 1,282 0,804 1 0,80 |
| 030. Регулирование 1,534 0,962 1 0,96 |
| 040. Сборка 1,442 0,904 1 0,91 |
| 045. Сборка 1,419 0,89 1 0,89 |
| 050. Сборка 1,184 0,742 1 0,74 |
| 060. Сборка 1,206 0,756 1 0,76 |
| 065. Сборка 1,519 0,952 1 0,95 |
| 070. Сборка 1,530 0,959 1 0,96 |
| 075. Сборка 1,511 0,947 1 0,95 |
| 090. Слесарная 0,441 0,277 1 0,28 |
| 020, 035, 055, 080, |
| 085. Контрольные |
| 0,756 0,474 1 0,47 |
| Суммарное |
| значение Tшт i |
| 17,737 10,960 14 0,82* |
| * – без учёта контрольных операций. |
5.6. Расчёт основных параметров сборочного конвейера
и планировка рабочего места
5.6.1. Планировка рабочей позиции сборочного конвейера
К основным рабочим параметрам конвейера относятся тип и спо-
соб перемещения объектов сборки конвейером, скорость перемещения,
такт срабатывания, длина рабочей зоны, общая ширина и длина рабо-
чей части конвейера, занимаемая площадь.
Ввиду большого числа сборочных позиций конвейера общей
сборки редуктора (Мсб = 18 позиций) с целью сокращения его протяжённости выбираем конструкцию конвейера замкнутого типа с цепным приводом от звёздочек, расположенного в конце ветвей конвейера. Здесь на рис. 5.5 представлена схематично его конструкция для
определения расчётных характеристик рабочего места конвейера.
Шаг конвейера tк определяется по формуле:
tк = l + l1, (7)
где l – длина собираемого изделия, мм; l1 – расстояние между сборочными позициями, принимаемое из удобства выполнения сборки в пределах 300…1500 мм [11]. Размер l для редуктора определяется его посадочным размером в горловину картера моста и составляет Ø360 мм. По этому размеру примем размер приспособления-спутника 3 в виде квадрата со стороной в плане lп = 400 мм. Размер l1 участвует в образовании расстояния между позициями и определяется размерами оборудования сборочной пзиции. На каждой сборочной позиции должен быть верстак слесарный с набором инструментов, на который можно также установить ящичную тару с комплектующими деталями. Примем верстак марки СМ3-743-ОУ с габаритными размерами 250 750 850 мм [2], разместив его длинной стороной перпендикулярно сборочной линии для удобства принимаемой тары с комплектующими изделиями. Оставив свободный проход между верстаками и смежной позицией, равным 550 мм [2], получим следующее значение l1 и tк (см. рис. 2): l1 = 750 + 550 = 1300 мм, tк = 500 + 1300 = 1800 мм.
Такие же расчёты справедливы при расположении слесарных верстаков параллельно сборочной линии конвейера.
Рис. 2. Схема планировки сборочной позиции конвейера
1 – тяговая цепь конвейера; 2 – платформа; 3 – приспособление-спутник;
4 – сборочный объект (редуктор); 5 – направляющие конвейера; 6 – слесарный верстак; 7 – грузопотоки комплектующих; 8 – рабочее место сборщика
Размер платформы 2 конвейера увеличим по сравнению с размерами приспособления-спутника до 500 мм, т.е. примем её форму также
в виде квадрата 500х500 мм. Таким образом, размер l в наших расчётах
составит l = 500 мм.
2.7 Устройство и планировка сборочного конвейера
Схема устройства сборочного конвейера показана на рис.3
По компоновочному решению сборочный участок состоит из цепного конвейера 1 с замкнутыми рабочими ветвями, состоящего из 18 рабочих позиций; двух буферных сборочных конвейеров 2 и 3 поузловой сборки, состоящих каждый из двух сборочных позиций, установленных в начале сборки; одного трёхпозиционного конвейера 4 поузловой сборки дифференциала, оборудованного консольным краном 5, для переноса собранного дифференциала на позицию общей сборки редуктора; площадки 6 для технологического задела корпусов редуктора в начале сборки и площадки 7 для разгрузки собранных редукторов. Обе площадки 6 и 7 обслуживаются одним консольным краном 8.
Сборочная ветвь конвейера (см. рис. 3) состоит из ролико - тяговой цепи 1 с закреплёнными на ней платформами 2, соответствующими числу рабочих позиций конвейера Мсб = 18. На каждой из платформ смонтированы приспособления-спутники 3, на которые в начале сборки закрепляется картер редуктора 4. Вся конструкция конвейера смонтирована на эстакаде с индивидуальной опорой каждой тележки платформы на соответствующие направляющие 5, выполненные по всей длине эстакады. Устойчивость платформ при выполнении сборочных работ обуславливается значительной собственной массой редуктора (М = 42 кг).
Такт сборки обеспечивается наличием в приводе мальтийского
креста, сконструированного специально для обеспечения заданной
ритмичности перемещения объекта τс = 1,6 мин.
Поузловая сборка механизмов редуктора осуществляется параллельно с общей сборкой с тем же тактом сборки τс = 1,6 мин. Для этого к соответствующим сборочным позициям при стыкованы буферные
сборочные конвейеры с перемещением ленточными транспортерами
собранных единиц к соответствующим сборочным позициям конвейера общей сборки.
Рис. 3 Компоновочная схема участка поточной сборки редуктора
Таких буферных частей сборочного конвейера три:
1. Сборочный конвейер по сборке сборочной единицы ТСБ-2
«Шестерня коническая ведущая в сборе с валом»;
2. Сборочный конвейер по сборке сборочной единицы ТСБ-4
«Шестерня коническая ведомая в сборе с валом»;
3. Сборочный конвейер по сборке сборочной единицы ТСБ-5
«Дифференциал в сборе с шестернёй ведомой цилиндрической».
По существующей маршрутной технологии сборки эти конвейеры
пристыковываются к сборочным позициям при выполнении операций
010, 015 и 065 соответственно.
Рабочая длина конвейера, состоящего из двух сборочных ветвей с
общим числом Мсб = 18, позиций с шагом tк = 1800 мм каждая, определяется по формуле [2]
Lk = (Мсб/2-1) tк+ Dз , (8)
где Dз – диаметр приводной звёздочки, мм.
Примем длину части конвейера, находящейся на полуокружности
звёздочек, равной шагу tк , т.е.
tк = D/2 ,
откуда найдём диаметр звёздочек Dз как
Dз= 2 tк/p 2 1800/3,14=1146 .
Тогда длина конвейера, состоящая из двух ветвей на приводных
звёздочках Dз = 1146 мм, составит при шаге tк = 1800 мм и длине плат-
формы Lр
Lк = 1800 9 + 1146 + 500 = 16 200 + 1146 + 500 = 17 846 м.
Развёртка длины конвейера составит
Lр.к = Мсб tк = 18 1800 = 32 400 мм.
Рекомендуемые скорости перемещения v конвейеров периодического действия рекомендуют принимать из диапазона v = 15…20 м/мин [2].
С учётом определённого значения tк = 1,8 м и принятого времени,
затрачиваемого на транспортирование, в расчётах такта сборки
tтр = 0,1 мин назначим скорость перемещения сборочного объекта конвейера v = 18 м/мин. Как видно из компоновочной схемы, сборочный участок расположен в соответствии с рекомендациями [2] перпендикулярно пролётам механосборочного цеха и по своим габаритным размерам вписывается в принятую сетку колонн 18х12 м, с предусмотренным местом для продольного и поперечного проездов шириной 1,8 и 1,25 м для
грузопотоков комплектующих изделий. Площадки для размещения
комплектующих изделий, в основном в ящичной таре, предусмотрены
на каждом слесарном верстаке рабочей позиции слесаря-сборщика.
При планировке оборудования пользовались нормами технологического проектирования рабочих мест механосборочных цехов, приведённых в работе [2].
В таблице 4 приведены основные технические характеристики
сборочного участка.
2.8 Основные технические характеристики поточной линии сборки редукторов
таблица 4
| 1. Годовой объём сборки редукторов, шт. 140 000 |
| 2. Объём сменного задания, шт. 285 |
| 3. Такт сборки, с1,6 |
| 4. Транспортируемая масса, кг42 |
| 5. Число платформ конвейера, шт.18 |
| 6. Скорость транспортирования, м/мин18 |
| 7. Число рабочих в смену, человек: |
| на участке 23 |
| на конвейере 15 |
| 8. Число контрольных позиций на конвейере, шт.3 |
| 9. Число контролёров, человек 1 |
| 10. Габаритные размеры конвейера, мм: Длина 16050 Ширина 1650 Высота 850 |
| 11. Площадь сборочного участка (без проездов), м2850 |
| 12. Установленная мощность электродвигателя, кВт12 |
| 13. Грузоподъёмность кран-балок, т 0,2 |
Планам расстановки оборудования сборочных участков должно, как правило, предшествовать составление схемы сборки агрегата (автомобиля) на основании разработанного технологического процесса. Весьма существенное значение имеет четкое выделение подсобных работ в общей сборке агрегата (автомобиля). Рабочие места подсобных следует располагать таким образом, чтобы их направление было перпендикулярно к линии общей сборки и подсобных рабочие места финишных операций и накопительные площадки (тары) с собранными узлами были расположены по возможности ближе к местам установки этих узлов на линии сборки агрегата (автомобиля).
При планировке сборочных участков должное внимание следует уделять вопросам, связанным с доставкой на подсобных рабочие места и линию общей сборки деталей, комплектующих изделий и агрегатов. В зависимости от принятого вида транспорта должны предусматриваться размеры проездов (проходов), а также средства механизации подъемно-транспортных работ в пределах участка, связанные с выполнением сборочных работ. При расстановке оборудования в пределах подсобных рабочих мест (линий) целесообразно выдерживать следующую планировочную схему: тара (стеллажи) для накопления деталей, сборочное оборудование (стенды, верстаки), оборудование для испытания узлов (агрегатов), тара (стеллажи) для накопления собранных узлов.
На расстановку оборудования участков сборки силовых и прочих агрегатов существенное влияние оказывает организация восстановления базовых и основных деталей. На предприятиях по ремонту полнокомплектных автомобилей, а в отдельных случаях и на специализированных предприятиях слесарные и станочные работы по восстановлению базовых и основных деталей выполняют непосредственно на сборочном участке.
На рис. 35.5 приведена планировка участка сборки завода с годовой программой 25 тыс. силовых агрегатов автомобиля ГАЗ-3110. Характерной особенностью планировочного решения является транспортная схема, предусматривающая поступление на линию сборки и рабочие места подсборки узлов, деталей и комплектующих изделий при помощи подвесного толкающего конвейера с автоматическим адресованием грузов. На этот конвейер поступают блоки цилиндров и коленчатые валы в сборе с участков их восстановления непосредственно на линию сборки. Прочие детали с участков восстановления поступают через комплектовочный участок. Самостоятельный подвесной конвейер предусмотрен для транспортирования собранных двигателей на участок испытания, доукомплектования и доводки двигателей, а также последующей доставки силовых агрегатов на склад готовой продукции. Двигатели собирают на вертикально-замкнутом тележечном конвейере, который оборудован стендами для заворачивания гаек крепления крышек коренных подшипников, для запрессовки гильз цилиндров и другим технологическим оборудованием. Над сборочным конвейером расположен монорельс, на котором установлены передвижные кантователи подвесного типа для поворачивания блока цилиндров и подсобранного двигателя. На этом же монорельсе имеется электрическая таль, обеспечивающая передачу собранных двигателей на подвесной конвейер, транспортирующий двигатели на участок испытания, доукомплектования и доводки двигателей. В непосредственной близости от линии сборки размещены рабочие места подсборки головок цилиндров, шатунов, поршней с кольцами, жидкостных и масляных насосов, сборки деталей механизма распределения и пр.
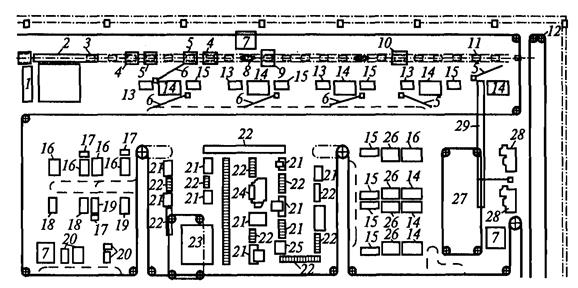
Рис. 4. Планировка участка сборки силовых агрегатов:
1 — накопитель для блоков цилиндров (элеваторного типа); 2 — конвейер для сборки двигателей; 3 — электрическая таль; 4 — стенд для отвертывания (завертывания) гаек крышек подшипников; 5 — стенд для выпрессовки (запрессовки) крышек; 6 — консольно-поворотный кран; 7 — гидроагрегат; 8 — кантователь; 9 — пресс для запрессовки гильз; 10 — стенд для завертывания гаек головки цилиндров; // — подвесной толкающий конвейер; 12 — подвесной конвейер; 13 — монтажный стол; 14 — накопитель элеваторного типа; 15 — стеллаж; 16 — стенды для ремонта и испытания приборов смазки; 17 — накопитель; 18 — стенд для сборки узлов; 19 — стенд для сборки и испытания жидкостных насосов; 20 — стенды для сборки шатунно-поршневой группы; 21 — стенд для ремонта и сборки головок цилиндров; 22 — рольганг; 23 — моечная машина; 24 — камера для нагревания головок цилиндров; 25 — стенд для гидроиспытания головок цилиндров; 26 — стенд для сборки узлов коробки передач; 27 — подвесной конвейер для сборки коробок передач; 28 — стенд для испытания коробок передач; 29 — монорельс
Для сборки коробок передач предусмотрен горизонтально-замкнутый подвесной толкающий конвейер, оборудованный специальными подвесками для крепления картеров коробки передач. Собранные коробки подвергаются испытанию на стендах с электроиндукционными тормозами. Для оперативного хранения деталей и узлов у сборочных конвейеров и рабочих мест предусмотрены стеллажи-накопители элеваторного типа. Сборочные стенды и установки оснащены гидравлическими силовыми приводами, питание которых осуществляется от групповой насосной станции с грузовым аккумулятором.
СПИСОК ЛИТЕРАТУРЫ
1. СНиП 11-01–95. Инструкция о порядке разработки, согласо-
вания, утверждения и состав проектной документации на строительст-
во предприятий, зданий и сооружений. – М. : Государственный коми-
тет РФ по делам строительства. – 1995. – 17 с.
2. Вороненко, В.П. Проектирование механосборочных цехов :
учебник / В.П. Вороненко, Г.Н. Мельников. – М. : Машиностроение,
1990. – 352 с.
3. Егоров, М.Е. Основы проектирования машиностроительных
заводов / М.Е. Егоров. – М. : Высш. шк., 1963. – 480 с.
4. Адам, А.Е. Проектирование машиностроительных заводов.
Расчёт технологических параметров механосборочного производства :
учебное пособие / А.Е. Адам. – М. : Высш. шк., 2004. – 101 с.
5. Айзенберг, В.И. Проектирование машиностроительных заво-
дов и цехов : справочник в 6 томах / В.И. Айзенберг, М.Е. Зельдис,
Ю.Л. Казанский [и др.] Т. 4: Проектирование механических, сбороч-
ных цехов, цехов защитных покрытий / под ред. З.И. Соловья. – М. :
Машиностроение, 1975. – 326 с.
6. Киселев, Е.С. Практические и тренировочные задания по про-
ектированию механосборочных, инструментальных и ремонтно-меха-
нических цехов : учебно-практическое пособие / Е.С. Киселев. – Улья-
новск : Венец, 1999. – 49 с.
7. Бударин, А.М. Компоновка и планировка механосборочных
цехов : учебное пособие / А.М. Бударин. – Ульяновск : УлПИ, 1975. –
124 с.
8. Проектирование машиностроительных производств (механи-
ческие цеха) : учебное пособие / В.М. Балашов и др. – 3-е изд., пере-
раб. и доп. – Старый Оскол : Изд-во ТНТ, 2009. – 200 с.
9. Организация инструментального хозяйства машиностроитель-
ного завода ОМТРМ 0662-003–87. – Ч. 2. – 3-е изд., перераб. и доп. –
М. : НИИМАШ, 1987. – 214 с.
10. Проектирование гибких производственных систем механиче-
ской обработки деталей. МР-040-79–86, МР-040-080–86. – М. : НПО
«Оргстанкинпром», 1986.
11. Хватов, Б.Н. Гибкие производственные системы. Расчёт и
проектирование : учебное пособие / Б.Н. Хватов. – Тамбов : Изд-во
Тамб. гос. техн. ун-та, 2008. – 112 с.
12. ОСТ 23.4.261–86. Правила разработки и оформления техноло-
гических планировок. Обозначения условные графические. – М. : Го-
сударственный комитет СССР по делам строительства, 1986. – 17 с.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|