- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Описание проведения работы
2.Описание проведения работы
При накатывании державку с роликом прижимают к вращающейся детали винтом поперечной подачи. Ролики начинают вращаться и, вдавливаясь в материал детали, образуют на ее поверхности накатку. Она может быть крупной, средней или мелкой, в зависимости от размеров зубчиков на роликах.
При накатывании производят подачу в двух направлениях перпендикулярно к оси детали и вдоль оси. Для получения достаточной глубины накатки нужно вести накатывание в 2-4 прохода.
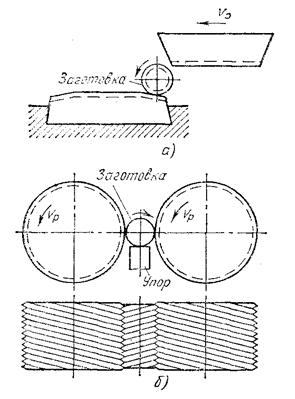
Рис.2 Гладкая накатка
3.Обработка исходных данных
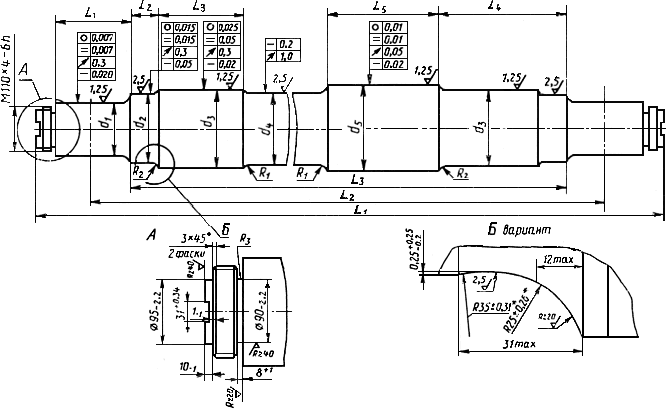
Обрабатываемая деталь: шейка оси колесной пары, твердость НRC48..55.
Деталь обрабатывается на станке КЖ-20ТФ1, по ГОСТ 9238-83 Т
Точность позиционирования по индицируемым осям координат, мкм:
по оси X 100
по оси Y 100
Количество ведущих роликов вращения колёсной пары: 4
Пределы рабочих круговых подач ведущих роликов (бесступенчатое регулирование), мм/мин: 25 - 500
Общая установленная мощность всех электродвигателей, кВт: 96.9
Число передач: 6
Число оборотов в минуту: 100-1000
Пределы нагрузки от колёсной пары локомотива на ролики станка, кг: 16000 - 25000
Габариты станка, мм:
длина 4665
ширина 5740
высота 3288
масса станка, кг 39000
4.Обработка детали
1. Накатывание производится с помощью двух роликовых приспособлений гидравлическим нагружением.
2. Накатывание производится двумя роликами (упрочняющим и сглаживающим) при обильном смазывании упрочняемых поверхностей машинным маслом.
3. - Накатывание поверхности шеек оси производится при подаче не более 0,7 мм/оборот. Для достижения установленной шероховатости поверхности, сглаживающий ролик не опережает упрочняющий.
4. Накатывание производится за два прохода.
5. Скорость и подача при накатывании:
| Сталь | Осевая (ОС) |
| Окружная скорость, м/мин | 20-25 |
| Диаметр детали, мм | До 100 |
| Продольная подача, мм/об | |
| Усилие, кг |
Припуск на накатку обычно не оставляют, так как процесс накатки незначительно влияет на размер (сминаются микронеровности в пределах допуска на заданный класс чистоты), а лишь улучшает чистоту обработки и создает наклеп. Накатанная поверхность приобретает наклеп — повышается ее твердость и износоустойчивость.
5.Вывод
Выбранный режим накатки шейки оси колесной пары обеспечивает требования к обработке поверхности по шероховатости, упрочнению и величины наклепа. Критерии приведены в технической документации на эту деталь.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|