- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Литература. См. [2; 4; 6; 9; 14; 20; 21].
Литература. См. [2; 4; 6; 9; 14; 20; 21].
Порядок выполнения работы.
Как указывалось выше, работа состоит из двух частей.
Часть I.Разбор технологического процесса механической обработки.
1. Изучение рабочего чертежа с целью установления наименования детали, ее обозначения по ГОСТ 2.201—80 ЕСКД «Обозначение изделий в конструкторских документах», номера чертежа; краткое описание конструкции детали, ее материала (с указанием ГОСТа), термообработки на всех стадиях изготовления детали с указанием достигаемых результатов по твердости (HRC3 и НВ), наличия и характера технических требований, влияющих на механическую обработку.
Необходимо также произвести анализ конструкции детали и установить ее технологический код, характеристику по жесткости, прочности, точности, шероховатости, трудоемкости, технологичности,
2. Выявление конструкторских баз детали как основных, так и вспомогательных лучше всего выполнять по сборочному чертежу или общему виду сборочной единицы, в которую входит рассматриваемая деталь. Это можно выполнить и по рабочему чертежу детали, ориентируясь на расстановку размеров, их точность и поля допусков, а также по функциональному назначению поверхностей детали.
3. Подробное изучение чертежа исходной заготовки с целью установления ее вида и способа изготовления, соответствия её ГОСТу, класса точности заготовки, наличия на её поверхностях уклонов, заусенцев, напусков и др., величины общих припусков на основных поверхностях, применяемой термообработки и твердости исходной заготовки, исходных баз заготовки и других сведений, имеющих влияние на механическую обработку.
Важно обратить внимание на массу исходной заготовки, определить коэффициент использования материала и дать заключение о правильности выбора вида заготовки. Следует также предложить возможные перспективные виды исходной заготовки для рассматриваемой детали.
4. Рассмотрение и анализ плана технологического процесса механической обработки детали производится по маршрутной карте (МК).
Анализ технологического процесса (ТП) по характерным чертам:
по числу охватываемых изделий — типовой или единичный; по назначению — рабочий или перспективный; по документации — маршрутно-операционный, операционный или маршрутный.
Структура технологического процесса. Общее число операций в ТП, в том числе станочных, слесарных, термических, контрольных, моечных и др.
Показатели трудоемкости изделия — суммарное штучное время ΣТШТ; суммарное штучно-калькуляционное время ΣТШТ + ΣТ пз.шт.
5. Технологические базы в механических станочных операциях.
Поверхности, принятые в качестве черновой технологической базы и правильность их выбора (сколько раз используются и др.).
Поверхности, выбранные в качестве чистовых баз, соблюдение правил базирования заготовки (правило шести точек) и правильности их выбора (соблюдение принципов совмещения баз), постоянства (единства) базы.
6. Наименование, главная цель и содержание технологических операций.
7. Выявление принципов, положенных в основу установления последовательности операций.
8. Основные показатели технологического процесса (вид технологического процесса по соблюдению принципов концентрации или дифференциации, принципа технико-экономического и др.).
9. Оформление титульного листа и маршрутной карты. Формы МК, используемые в этом процессе; замечание по их оформлению, правильность нумерации операций и операционных документов в маршрутной карте.
10. Анализ правильности последовательности механической обработки одной из поверхностей детали с точки зрения величины принятых промежуточных припусков и межоперационных размеров для каждого из переходов. Проверка соответствия суммы промежуточных припусков общему припуску на механическую обработку.
Часть II.Анализ станочной операции.
1. Номер операции. Наименование операции. Соответствие ГОСТ 17420—72 «Операции механической обработки резанием. Термины и определения».
2. Цель и назначение операции, ее место в технологическом процессе.
3. Содержание технологической операции с приведением перечня всех вспомогательных и технологических переходов, излагаемых в технологической последовательности, и их соответствие нумерации переходов.
Технологическая база, принятая для операции, и способ установки и закрепления заготовки.
4. Структура операции — количество установов, позиций, технологических и вспомогательных переходов, число рабочих ходов в них.
5. Оформление операционной карты механической обработки (ОК):
соответствие формы ОК ГОСТу;
заполнение основной надписи ОК в верхней части, нумерация комплекта технологических документов (например, АБВГ 01141. 00005; ОК, например, АБВГ 60141. 00045; обрабатываемой детали — АБВГ 6137. 085 и ее наименования; фамилии исполнителей, подписи, даты, листов, лист);
заполнение верхней части ОК данными: номер операции и наименование ее, деталь и заготовка (материал, масса и др.), приспособление, охлаждение, количество одновременно обрабатываемых деталей и другие данные;
заполнение табличной части ОК — правильность формулирования переходов. Оно должно содержать наименования метода обработки и поверхности, номер поверхности и дополнительные сведения о характере обработки, количестве обрабатываемых поверхностей в соответствии с ГОСТ 3.1702—79 «Правила записи операций и переходов. Обработка резанием». Правильно должны быть внесены данные о вспомогательных, режущих и измерительных инструментах (код, наименование, размеры, материал режущей части и другие сведения). Следует обратить внимание на соответствие выбранного инструмента типу производства.
В графе «Диаметр» при главном вращательном движении вписывают размер, который определяет скорость резания в формуле
 , м/мин;
, м/мин;
а в графе «Длина» указывают длину рабочего хода с учетом врезания и перебега, входящую в формулу T0=Li/(Sn) мин (i— число рабочих ходов).
В графы S и п вписывают подачу Snacn и частоту вращения n пасп, соответствующие паспортным данным станка.
Скорость резания определяют по формуле v = πDn/1000 м/мин, и вписывают в графу v. В графу Т0 (время основное технологическое) вписывают результат расчета T0=Li/(Sпасп n пасп) мин.
Работу с ОК завершают проверкой технического нормирования рассматриваемой операции. Для этого определяют сумму граф T0(ΣT0) и ТВ(ΣТВ) по всем переходам и получают Топ (оперативное время):
Топ = ΣT0 + ΣТВ.
Затем определяют время обслуживания рабочего места (Тобс) и время перерывов на отдых и личные потребности рабочего (Толп). Так,
Тобс = 0,01× аобс ×Топ;
Толп=0,01×β×Топ,
где аобс — время на обслуживание рабочего места, а β — время перерывов на отдых и личные потребности рабочего в % от оперативного времени.
Эти данные зависят от типа производства. В серийном производстве аобс = 3,5÷10 % в зависимости от типа станка и его размеров [15], β зависит от вида подачи: при механической подаче β олп = 4 %, при ручной подаче 4-9% в зависимости от массы заготовки и длительности оперативного времени [15].
Штучное время определяют по формуле
 ;
;
Дальнейшая работа по техническому нормированию состоит в определении подготовительно-заключительного времени ТПЗ на партию деталей («пд — число деталей в партии) и долю ТПЗ , приходящуюся на одну деталь из партии:

 ;
;
Величины Тшт и Тпз.шт переносят из ОК в последнюю графу МК, а сумма их дает штучно-калькуляционное время операции Тшк; Тшк = Тшт + Тпз.шт.
6. Параллельно с работой по анализу ОК следует проанализировать операционный эскиз. Операционные эскизы к рассматриваемой операции могут помещаться на ОК в отведенном для этого месте (вверху слева) или на отдельном технологическом документе —карте эскизов (КЭ) по ГОСТ 3.1105—84, имеющий обозначение АБ В Г. 20141.00006.
При анализе операционного эскиза должно быть рассмотрено:
соответствие положения заготовки на эскизе действительному положению заготовки на станке при выполнении операции; соответствие принятых технологических баз выбранных по ОК приспособлениям и соответствие приспособлений обозначениям опор, установочных устройств и зажимов, а также правильность изображения этих обозначений по ГОСТ 3.1107—81 «Опоры, зажимы и установочные устройства. Графические обозначения».
Число эскизов должно быть равно числу установов. Обрабатываемые поверхности заготовки, выделенные на чертеже толстыми линиями, следует пронумеровать арабскими цифрами по часовой стрелке, указать в кружках 6—8 мм. Каждая поверхность должна иметь размеры с допусками, параметр шероховатости. Если обрабатываемая поверхность относится к числу сложных, то должны быть даны дополнительные сведения: например, в операции обработки зубьев колеса на КЭ должна быть приведена таблица с параметрами нарезаемых зубьев.
7. При выполнении сложных операций (токарно-револьверных, автоматно-токарных, агрегатных, многопозиционных) необходима схема наладки станка, которая является еще одним технологическим документом. На схемах наладок должна быть изображена обрабатываемая заготовка в состоянии после выполнения рассматриваемой операции. Аналогично изображают режущие инструменты — в контакте с обрабатываемой поверхностью в положении завершения рабочего хода. Должны быть также схематически показаны приспособления и вспомогательные инструменты. В операциях, состоящих из позиций, заготовки изображают последовательно по позициям.
8. Работу по анализу станочной операции завершают выводами и предложениями о способах совершенствования этой операции с целью повышения производительности труда, облегчения труда рабочего, снижения себестоимости изготовления детали и др.
Содержание отчёта
Наименование работы.
Исходные данные, их краткое изложение "и анализ.
Анализ технологического процесса по маршрутной карте.
Анализ станочной операции по операционной карте и картам эскизов, содержащим операционный эскиз и схему наладки станка, если они входят в комплект технологической документации,
Выводы и предложения.
Цаты и подписи учащегося и преподавателя.
Примерный порядок выполнения практического занятия
 Исходные данные и их анализ.
Исходные данные и их анализ.
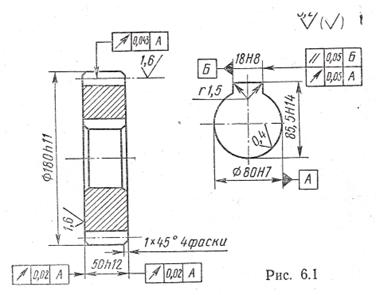
1. Эскиз детали с техническими требованиями, предъявляемыми к ней, позволяет установить ее конструкцию (рис. 6.1).
Деталь — зубчатое колесо (конструкторский код АБВГ.406121,006) представляет собой монолитное колесо зубчатое цилиндрическое с наружными прямыми зубьями, с центральным сквозным отверстием, круглым в поперечном сечении, без ступицы. Материал — сталь 40Х ГОСТ 4543—71. Масса детали 7,5 кг. Наружный диаметр колеса d=180 h11 мм, ширина В = 50 h12 мм, отверстие D = 80H7 (размер высокой точности и с малой шероховатостью Rа=0,4 мкм). Шероховатость наружной поверхности Ra=5 мкм, торцов Rа =1,6 мкм и 3,2 мкм. Технологический код — А35114,2442240В.
Зубья эвольвентные m=2,5мм, z=70, шероховатость их рабочих поверхностей Rа =1,6 мкм. Зубья закалены до твердости 51,3...55,2 HRC3. Степень точности зубьев 8—7—7—8 по ГОСТ 1643—81.
В отверстии имеется шпоночный паз шириной 20Н8.
Имеются допуски, ограничивающие радиальное биение зубьев, торцовое биение торцов и др.
Общая твердость материала 230...285 НВ достигается на исходной заготовке закалкой с высоким отпуском (улучшением), проведенным до механической обработки.
Деталь технологична. Наиболее сложными элементами детали являются зубья высокой точности и точное отверстие, требующее многократной механической обработки.
Рассмотрение фрагмента общего вида сборочной единицы позволяет выяснить конструкторскую базу детали. В нашем случае основной конструкторской базой являются поверхности: отверстие Ø80Н7, один из торцов и шпоночный паз B=20Н8; а вспомогательной — рабочие поверхности зубьев, которыми она входит в зацепление с другим зубчатым колесом.
В качестве исходной заготовки для рассматриваемой детали могут быть: штучная заготовка, порезанная из круглого сортового проката размером do=190 и В0= 59 мм (рис.6.2), или поковка штампованная d0= 186,6 мм, Bo=55,6 мм с отверстием Do=75 мм (рис. 6.3).
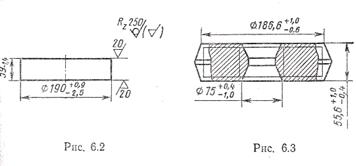
По технологическому процессу принята заготовка — поковка штампованная (в работе нужно исследовать оба варианта, для того чтобы выявить оптимальный в технико-экономическом отношении вариант).
Из рассмотрения эскиза заготовки можно установить
величины общих припусков на механическую обработку:
2Побщ = 186,6—180 = 6,6 мм;
2ПДобщ=80—75=5 мм;
2Птобщ= 55,6—50=5,6 мм.
Масса исходной заготовки Мо= 9,887 кг и Ким= =7,5/9,887=0,76, что отвечает нормам и свидетельствует о правильном подходе к выбору заготовки (см. Практическое занятие № 1).
Исходная заготовка будет подвергнута термообработке (улучшению) до твердости НВ= (2256...2795) МПа [(230...285 кгс/мм2)], после чего она должна быть подвергнута очистке от окалины.
2. Анализ технологического процесса по МК. Из рассмотрения МК технологического процесса установим план технологического процесса и его основные черты.
Рассматриваемый технологический процесс — единичный (охватывает одну конкретную деталь), по назначению— рабочий; по документации и степени детализации описания он маршрутно-операционный.
Общее число операций —14, в том числе: станочных — 9, электротермических — 1, электрохимических—1, слесарных— 1, моечных—1, контрольных—1.
Показатели трудоемкости детали устанавливаются путем сложения данных в двух последних графах МК. Сумма — штучно-калькуляционное время (табл. 6.1).
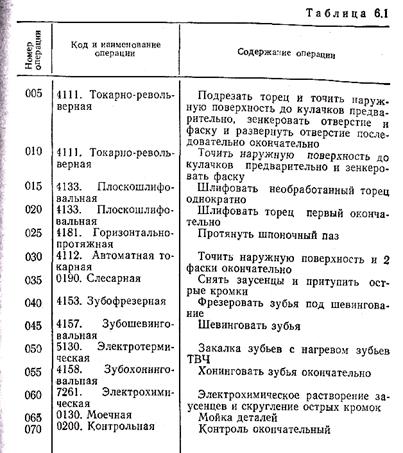 Рассматривая наименование и содержание операций, можно установить цель операций и правильность принятой последовательности операций, какому принципу (концентрации или дифференциации) отвечает большинство операций.
Рассматривая наименование и содержание операций, можно установить цель операций и правильность принятой последовательности операций, какому принципу (концентрации или дифференциации) отвечает большинство операций.
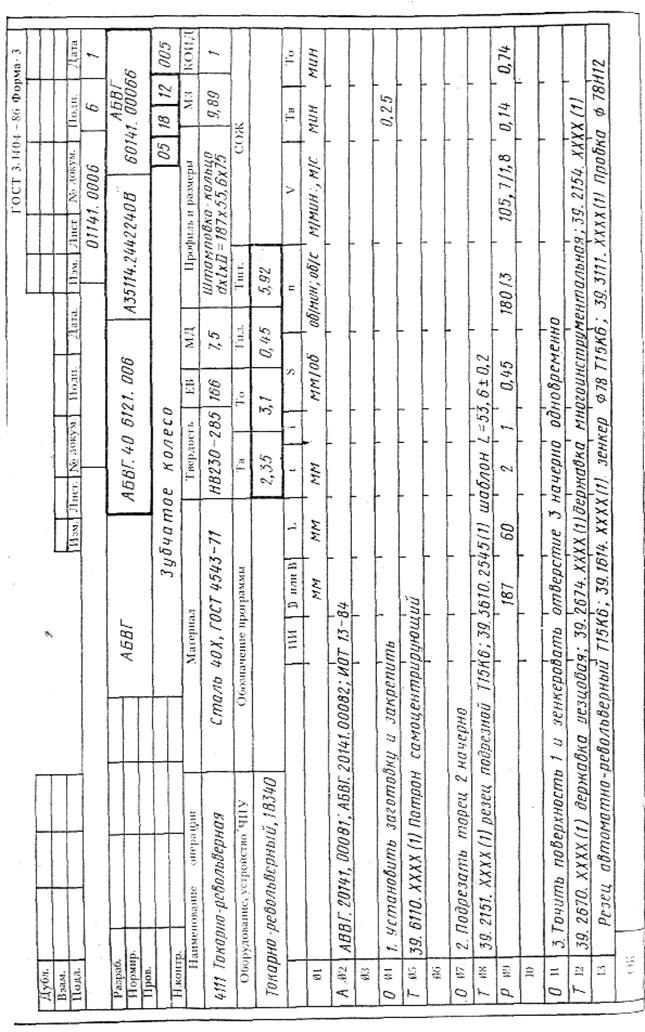
3. В заключение работы проверяют, на каком бланке оформлена МК и соответствует ли он ГОСТ 3.1118— 82. Так как это форма 1, то бланк в соответствии с видом технологического процесса — единичный техпроцесс— выбран правильно (рис. 6.4). Все графы МК заполнены правильно. В номерах технологических документов кодом АБВГ условно показан код организации-разработчика. Коэффициенты использования материала указаны дважды: Ким для поковки штампованной, Ким.общ — для исходного материала, используемого кузнечным цехом для изготовления поковки и соответствующего норме расхода материала.
Тпз показано для одной операции. Тпз шт=45/100=0,45 мин. При количестве одновременно изготовляемых деталей КОИД = 1; Тпз.оп= Тпз.шт.
Последовательность и содержание операций, приведенные в табл. 6.1, изложены подробно с учебной целью.
4. Рассмотрев все операционные эскизы, можно установить:
поверхности, принятые за черновую технологическую базу, и проверить, правильно ли они выбраны;
поверхности, принятые за чистовые базы, и проверить, правильно ли они выбраны и соблюдаются ли принцип постоянства (единства) баз и принцип совмещения их с конструкторской базой;
распределение общего припуска на механическую обработку на операционные припуски по операционным эскизам (это пояснит появление межоперационных размеров, а также покажет, правильно ли установлена глубина резания t для каждого перехода).
Проанализируем наружную поверхность, которая у исходной заготовки равна 186,6  , а у детали — 180h11(-0,25). Допуск размера исходной заготовки Т0= 1,6 мм соответствует примерно 15-му квалитету, а допуск размера детали 11-го квалитета. Перепад квалитетов -15-11=4. При таком перепаде достаточно выполнить 2 перехода:
, а у детали — 180h11(-0,25). Допуск размера исходной заготовки Т0= 1,6 мм соответствует примерно 15-му квалитету, а допуск размера детали 11-го квалитета. Перепад квалитетов -15-11=4. При таком перепаде достаточно выполнить 2 перехода:
с 15-го до 13-го и с 13-го до 11-го квалитета, или с 15-го до 12-го и с 12-го до 11-го.
Как видно из операционного эскиза, на операцию № 005 припуск на диаметр на второй переход окончательного точения оставляет 2П2=1,2 мм. Это соответствует нормативам [14]. Следовательно,
2П1=2Побщ—2П2=6,6—1,2=5,4 мм,
а глубины резания t1=2,7 и t2=0,6 мм установлены правильно. При этом промежуточный межоперационный размер после предварительного точения 186,6-5,4=181,2 h12(-0,46) также установлен правильно.
5. Анализ станочной операции производят по технологическим документам ОК и КЭ.
Операция 005 — это первая станочная операция, выполняемая после доставки исходной заготовки — поковки штампованной — на участок механического цеха. Наименование операции — «Токарно-револьверная» — соответствует типу применяемого станка — токарно-револьверного модели 1В340 по ГОСТ 17420—72. Целью операции является: предварительная обработка наружной поверхности вращения до мест, занятых кулачками, подрезка торца и последовательная обработка двумя цилиндрическими зенкерами, одним коническим зенкером и двумя развертками точного отверстия Ø80Н7 с шероховатостью Rа=0,4 мкм и фаски 2×45°. Обработка с одного установа одного торца и отверстия обеспечит их перпендикулярность и легко позволит выполнить это техническое требование, предъявляемое к детали, как это указано в ОК (рис. 6.5).
Технологической базой при выполнении этой операции являются две поверхности исходной заготовки: наружная поверхность диаметром 186,6 мм и один из ее торцов. Эта технологическая база — черновая, и поэтому правильно, что используют ее в технологическом процессе только один раз.

Для использования этой базы правильно выбрано приспособление — трехкулачковый патрон с пневматическим приводом и с кулачками, имеющими две установочные поверхности с канавками.
Применение токарно-револьверного станка соответствует серийному типу производства и позволяет последовательно использовать пять шпиндельных инструментов. Эта операция — типичный пример операции с концентрацией переходов.
Правильного положения второго торца можно достичь в плоскошлифовальной операции, в которой первый торец используется в качестве технологической базы.
Структура операции: установов—1; переходов—10 (технологических —6, вспомогательных —4); позиций — 5 (по числу используемых граней револьверной головки).
Содержание технологической операции по переходам выполнено правильно, с точки зрения технологической последовательности и записи содержания переходов находится в соответствии с ГОСТ 3.1702—79 «Правила записи операций и переходов. Обработка резанием».
Анализ ОК. ОК оформлена на бланках согласно ГОСТ 3.1404—86, ф. 3 и 2а. Основная надпись первого листа — по ГОСТ 3.1103—82—заполнена правильно и содержит все необходимые сведения: номера документов, данные об операции, детали, заготовке, приспособлении.
Операционный эскиз и схема наладки представлены двумя технологическими документами, оформленными на бланках КЭ по ГОСТ 3.1105—84, ф. 7.
Нумерация всех карт и оформление их основных надписей выполнены правильно.
Правильно заполнены табличная часть заглавного листа ОК (ф. 3) и продолжение ОК (ф. 2а).
В табличной части правильно вписаны номера переходов и их содержание. Содержание переходов соответствует указаниям ГОСТ 3.1702—79. В соответствующих строках вписаны коды и наименования инструментов — вспомогательных, режущих и измерительных. Следует отметить, что широкое использование режущих инструментов, оснащенных твердым сплавом, создает условия достижения высокой производительности труда. Благодаря этому, кроме того, в этой операции не применяется охлаждение смазывающе-охлаждающей жидкостью (СОЖ).
В качестве измерительных инструментов правильно применены предельные калибры (пробки, скобы), шаблоны, образцы шероховатости, а не универсальные инструменты.
Размеры в графе «Диаметр» соответствуют у переходов 2 и 3 диаметру обрабатываемой поверхности (Ø~187), а у переходов 3—6 размерам режущего инструмента (зенкеров и разверток), т.е. размерам обработанной поверхности.
Размеры расчетных длин правильно указаны в соответствии с длиной обрабатываемых поверхностей с учетом врезания и перебега (Lрасч=l+l1+l2).
Указанные в соответствующих графах sпасп и nпасп приняты по паспортным данным станка.
Вписанные в графу скорости резания v рассчитаны правильно. Так, например, для второго перехода:
dpaсч.=187 мм;
nпасп.=180 об/мин = 3 об/с;
v2= 
Основное время (Т0) рассчитано правильно. Так, для того же 2-го перехода
L2pacч=60 мм; Sпасп=0,45 мм/об;
nпасп.=180 об/мин;
То=  мин.
мин.
В заключение работы с ОК приведены расчеты по определению нормы времени на операцию. Так, с учетом перекрываемого времени 0,26 мин 3-го перехода ΣТо=3,63 мин; ΣТв = 1,8 мин; оперативное время:
Топ= ΣТо+ ΣТв=3,63+1,8=5,43 мин.
Время на обслуживание рабочего места по нормативам для серийного производства принято 5 % от Топ; Тобс = 0,05 . 5,43=0,27 мин. Время перерывов на отдых и личные потребности при механической подаче составляет 4 % от Топ ; Толп = 0,04 . 5,43=0,22 мин. Время штучное:
Тшт=Топ + Тобс+Толп==5,43+0,27+0,22=5,92 мин.
Время подготовительно-заключительное Тпз по тем же нормативам составляет 28+8+9=45 мин и при размере партии в 100 деталей Тпз на одну деталь соответственно Тпз=45/100=0,45 мин. При КОИД = 1 Тпз.шт =Тпз.опер.
Эти данные правильно перенесены из ОК рассматриваемой операции в последние графы МК, дополняя сведения об операции № 005.
Анализ КЭ с операционным эскизом. Операционный эскиз выполнен правильно и соответствует требованиям стандартов. Заготовка изображена в правильном положении, как при обработке. Опорные и установочные элементы и зажимы показаны правильно в соответствии с ГОСТ 3.1107—81 (рис. 6.6).
Обрабатываемые поверхности обозначены номерами, выделены более толстыми линиями и имеют все необходимые для обработки и технологических расчетов размеры и параметры шероховатости.
Анализ КЭ с изображением схемы наладки.
На схеме наладки токарно-револьверного станка для операции № 005 хорошо виден способ базирования заготовки и используемый в качестве приспособления трехкулачковый патрон с пневматическим приводом. Правильно изображены кулачки патрона, позволяющие придать заготовке нужное положение, надежно закрепить ее и обработать половину длины наружной поверхности.
Условно, но достаточно ясно, изображены вспомогательные инструменты, которые надежно и правильно закрепляют режущие инструменты. Так, например, для закрепления разверток использованы качающиеся (плавающие) оправки, что способствует повышению точности формы обрабатываемого отверстия Ø80Н7 (рис. 6.7). На рисунке не отражен правый переход, так как он вспомогательный.
Правильно в соответствии с содержанием операции расставлены режущие инструменты. Чтобы отверстие получилось без заусенцев, снятие фаски предшествует окончательному развертыванию, а не наоборот, как это иногда делают. Режущие инструменты занимают относительно заготовки правильное положение.
Выводы и предложения.
Хотя для операции правильно выбран токарно-револьверный станок, однако, стремясь к интенсификации обработки и ее эффективности, можно предложить применение токарно-револьверного автомата (чтобы избавить рабочего от сложной и монотонной работы по управлению станком), перевод детали для обработки на многошпиндельный полуавтомат или на токарный патронный станок с числовым программным управлением, а для загрузки станков-полуавтоматов использовать робот.
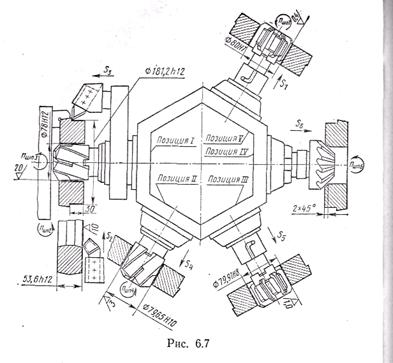
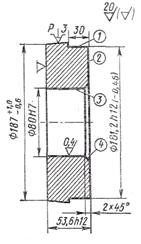
Рис. 6.6
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|