- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Наружные. Внутренние.
3. 1.Наружные
К ним относятся наплывы, подрезы, прожоги и поджоги и незаваренные кратеры.
Наплывы образуются в результате стекания расплавленного металла электрода на нерасплавленный основной металл. Они могут быть местными в виде отдельных зон и значительными по длине. Наплывы возникают из-за большой силы тока, при длинной дуге, при большой скорости сварки, а также из-за неудобного пространственного положения, из-за неправильного положения электрода.

Подрезы представляют собой углубление в основном металле по краям шва. Причинами появления подрезов является слишком большой ток, неудобное пространственное положение, небрежность сварщика. Подрез уменьшает рабочую толщину металла, вызывает концентрацию напряжения, что может привести к разрушению шва в процессе эксплуатации, поэтому подрез является недопустимым дефектом.

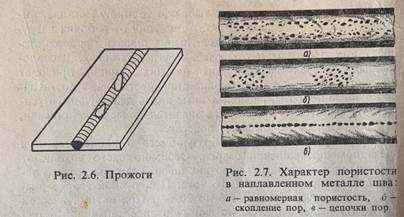
Прожог- это дефект в виде сквозного отверстия в сварном шве. Он образуется в результате вытекания сварочной ванны. Это происходит при сварке металла небольшой толщины, а также при сварке вертикальных швов снизу вверх. Кроме того причинами прожогов являются неравномерная скорость сварки, резкое увеличение силы тока и увеличенный зазор между кромками детали.
Поджоги возникают при возбуждении дуги «чирканьем».
Кратер – это углубление, образующееся в конце шва, при внезапном прекращении сварки. Такой дефект чаще всего возникает при выполнении коротких и прерывистых швов. Размеры кратера зависят от величины сварочного тока и при РДС могут быть от 3 до 20 мм. При автоматической сварке кратер имеет удлинённую форму в виде канавки. Кратеры снижают прочность сварного соединения, т.к. являются концентраторами напряжения. При вибрационной нагрузке прочность снижается в конструкциях из малоуглеродистых сталей на 25%, а из легированных сталей на 50%
3.2 Внутренние.
К ним относятся поры, шлаковые включения, непровары, несплавления и трещины.
Поры- это полости округлой формы, заполненные газом. Они образуются в результате загрязнений кромок свариваемого металла, использование влажного флюса, отсыревших электродов, плохой защиты шва при сварке в среде СО2 и под флюсом на больших токах могут появиться сквозные поры, которые называются свищи.
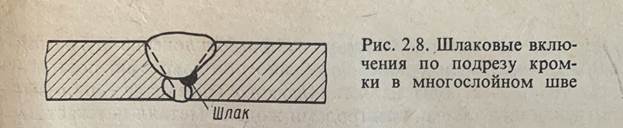
Поры могут быть наружными и внутренними. Размеры пор от 0,1 мм до 0,3 мм в длину. Свищи могут быть в диаметре до 6-8 мм. Внутри могут быть червеобразные поры, которые имеют диаметр в несколько см. Пористость бывает следующих видов:
· Единичная пора
· Равномерная сплошная пористость
· Скопление пор
· Цепочка пор
Единичные поры возникают из-за случайных факторов.
Равномерная пористость из-за загрязнения основного металла и из-за влажного газа и флюса.
Скопление пор возникает из-за отсыревших электродов.
Цепочки пор появляются при сварке по ржавчине и при подварке корня шва некачественными электродами.
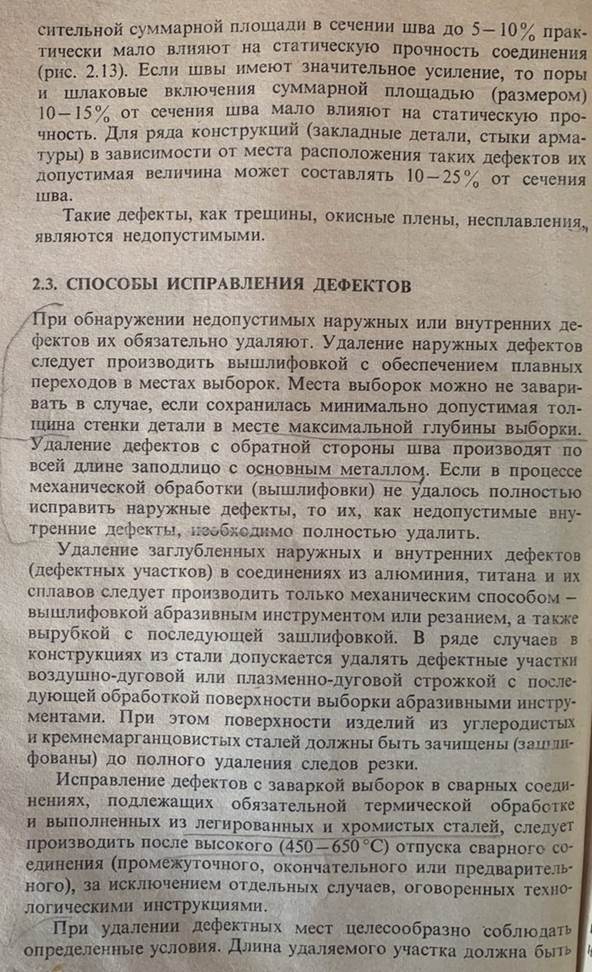
Шлаковые включения- это небольшие объемы в металле шва, заполненные неметаллическими веществами, такими как, шлаки и окислы. Они делятся на макро и микроскопические. Макроскопические имеют сферическую или продолговатую форму в виде вытянутых хвостов. Эти включения образуются из-за плохой очистки кромок от окалины и загрязнений, а также из-за плохой зачистки первого слоя многослойного шва. Микроскопические возникают в результате образования химических соединений, которые при кристаллизации не успевают выйти на поверхность.
Непровары- это дефекты в виде местного не сплавления в сварном соединении из-за неполного расплавления кромок или поверхностей ранние выполненных валиков. Причинами непроваров в корне шва могут быть недостаточный скос кромок, большая величина притупления и недостаточная сила тока.

Трещина- это частичное местное разрушение сварного соединения. Они могут быть в сварном шве или в околошовной зоне, это наиболее опасный дефект, по всем действующим нормативно-технологическим документам является недопустимым.

Образованию трещин способствуют следующие факторы:
· Сварка легированных сталей в жестко закрепленных конструкциях.
· Высокая скорость охлаждения при сварке среднеуглеродистых сталей, склонных к закалке на воздухе.
· Применение высокоуглеродистой электрической проволоки при автоматической сварке конструкционной легированной стали.
· Использование повышенных плотностей сварочного тока при наложении первого слоя многослойного шва толстостенных сосудов и изделий.
· Недостаточный зазор между кромками деталей при электрошлаковой сварке.
· Выполнение сварочных работ при низкой энергии.
· Чрезмерное нагромождение швов для усиления конструкции ( применение накладок).
Несплавления (смотрите ниже).





|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|